
補剛板及び補剛板の製造方法
【課題】 補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】 鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先のルート部(26)にレーザー溶接を施工するとともに、拡開部(28)にアーク溶接を施工するようにした。
【解決手段】 鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先のルート部(26)にレーザー溶接を施工するとともに、拡開部(28)にアーク溶接を施工するようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、補剛板及び補剛板の製造方法に係り、詳しくは、鋼板へ補剛材(リブ)を溶接する技術に関する。
【背景技術】
【0002】
橋梁等の床材としてコンクリート材等の種々の材料が考えられており、その一つとして鋼床版(デッキプレート)が知られている。
鋼床版は、主として鋼板で構成されるが、鋼板だけでは剛性を十分に確保できないことから、通常は背面に補剛材(リブ)を配設した補剛板で構成されている。
補剛板としては、板鋼を補剛材とし、複数の板鋼を一定の間隔で鋼板にアーク溶接(SAW、SMAW、GMAW等)により立設したものの他、最近では、断面V字状或いはU字状の鋼材を補剛材とし、断面V字状或いはU字状の複数の鋼材を一定の間隔で閉断面構造をなすよう鋼板に上記アーク溶接により接合したものが知られている。
【0003】
詳しくは、断面V字状或いはU字状の鋼材は、閉断面構造の外側から容易に溶接可能なよう、鋼板と当接する一対の縁部に互いに背反してレ型またはJ型開先が形成されており、当該レ型またはJ型開先にアーク溶接が施されることで鋼板に溶接されている。また、U字状の鋼材を補剛材として用いた場合において、閉断面構造の内部にコンクリートを充填させて強度を向上させる技術もある(特許文献1参照)。一方において、最近では金属部材をレーザー光で加熱溶融させて溶接を行うレーザー溶接が開発され実用化されつつあり、例えば、金属部材のY型開先にレーザー溶接とともにアーク溶接を施工するような溶接方法が公知である(特許文献2参照)。
【特許文献1】特開2001−248114号公報
【特許文献2】特開平6−114587号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、アーク溶接では、溶接後に溶接金属の温度が低下すると溶接金属が熱収縮を引き起こし、金属部材内に引っ張り方向の残留応力を生じるという特性を有し、当該溶接残留応力によって部材の組み付け精度が低下したり、部材の引張強度、圧縮強度或いは疲労強度が低下する等の問題がある。
また、閉断面構造部の溶接においては、閉断面構造の外側からしか溶接作業を行うことができないため、メルトスルー(溶け過ぎ)を防止しようとすると、レ型またはJ型開先の先端、即ち閉断面構造の内側のルート部に一部溶接されない部分(溶け残り部)が生じるという問題がある。
【0005】
このように、金属部材内に溶接残留応力が発生し、且つ、閉断面構造の内側のルート部に溶け残り部が存在することになると、ルート部と鋼板との間に隙間が生じる等して当該溶け残り部から金属部材に特にき裂が発生し易くなり、故に疲労強度が急激に低下して疲労破壊に至り易いという問題がある。この問題は、上記特許文献1に開示の技術においても同様に起こり得る。
【0006】
また、メルトスルーが生じた場合には、溶接品質の悪化を招き好ましいことではない。
また一方、上記特許文献2に開示される溶接方法は、板部材の突き当て接合にレーザー溶接とアーク溶接を施工するようにしたものである。具体的には、特許文献2に開示される溶接方法では、Y型開先のルート部については板部材のルート部側(裏側)からレーザー溶接を行うとともに、拡開部については板部材の拡開部側(表側)からアーク溶接を行うようにしている。
【0007】
これより、上記の如く補剛材をレ型またはJ型開先により鋼板に溶接して補剛板を構成するような場合にあっては、溶接部位が特許文献2に開示されるような単純な突き当て溶接ではないため、当該特許文献2に開示の溶接方法をそのまま適用することはできない。
また、特許文献2に開示の技術は、主として形状精度を向上させることを目的としたものであり、上記課題を解決するものではない。
【0008】
本発明はこのような問題点を解決するためになされたもので、その目的とするところは、補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記した目的を達成するために、請求項1の補剛板では、鋼板の面上に補剛材を単数または複数溶接してなる補剛板であって、前記補剛材のうち前記鋼板と当接する縁部にレ型またはJ型開先が形成され、該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする。
【0010】
即ち、アーク溶接では、上述したように、溶接後に溶接金属の温度が低下すると溶接金属が熱収縮を引き起こして鋼板内と補剛材内に引っ張り方向の残留応力が生じ、また、補剛材の縁部にレ型またはJ型開先が形成されている場合、メルトスルーが発生したり、或いはメルトスルーを防止しようとするためにレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶接されない部分(溶け残り部)が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、ルート部にレーザー溶接を施工することで、メルトスルーや溶け残り部の発生が解消され、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0011】
また、請求項2の補剛板では、請求項1において、前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先が形成され、該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする。
【0012】
即ち、補剛材が鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であり、該閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開してレ型またはJ型開先が形成されている場合、閉断面構造の外側からしか溶接作業を行うことができないため、とりわけメルトスルーが発生したり、或いはメルトスルーを防止しようとしてレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶け残り部が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、ルート部にレーザー溶接を施工することで、メルトスルーや溶け残り部の発生が解消され、閉断面構造によって補剛板の剛性が十分に確保されつつ、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0013】
また、請求項3の補剛板では、請求項1または2において、前記レ型またはJ型開先は、前記ルート部が前記補剛材の板厚方向での中立面まで到達しておらず、前記拡開部が前記ルート部側から該中立面を越えて拡開していることを特徴とする。
即ち、ルート部が補剛材の板厚方向での中立面まで到達し、拡開部が中立面を越えてから拡開していると、溶接金属が熱収縮を引き起こしたときに中立面の片側だけで鋼板内と補剛材内に引っ張り方向の残留応力が生じ、てこの原理によりルート部と鋼板との間でレーザー溶接を剥がすような力が作用するのであるが、拡開部がルート部側から該中立面を越えて拡開していることにより、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力が生じ、即ちルート部と鋼板との間において圧縮力が作用することになる。
【0014】
請求項4の補剛板の製造方法では、鋼板の面上に補剛材を単数または複数溶接してなる補剛板の製造方法であって、前記鋼板と当接する前記補剛材の縁部にレ型またはJ型開先を形成する第一工程と、該レ型またはJ型開先のルート部にレーザー溶接を施工する第二工程と、該第二工程を実施した後、前記レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填する第三工程とを有することを特徴とする。
【0015】
即ち、アーク溶接では、上述したように、溶接後に溶接金属の温度が低下すると溶接金属が熱収縮を引き起こして鋼板内と補剛材内に引っ張り方向の残留応力が生じ、また、補剛材の縁部にレ型またはJ型開先が形成されている場合、メルトスルーが発生したり、或いはメルトスルーを防止しようとするためにレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶接されない溶け残り部が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、鋼板と当接する補剛材の縁部にレ型またはJ型開先を形成し(第一工程)、ルート部にレーザー溶接を施工し(第二工程)、その後、レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填することにより(第三工程)、メルトスルーや溶け残り部の発生が解消され、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0016】
また、請求項5の補剛板の製造方法では、請求項4において、前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、前記第一工程では、該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先を形成することを特徴とする。
即ち、補剛材が鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であり、該閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開してレ型またはJ型開先が形成されている場合、閉断面構造の外側からしか溶接作業を行うことができないため、とりわけメルトスルーが発生したり、或いはメルトスルーを防止しようとしてレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶け残り部が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先を形成し(第一工程)、ルート部にレーザー溶接を施工し(第二工程)、その後、レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填することにより(第三工程)、メルトスルーや溶け残り部の発生が解消され、閉断面構造によって補剛板の剛性が十分に確保されつつ、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0017】
また、請求項6の補剛板の製造方法では、請求項4または5において、前記第一工程では、前記ルート部が前記補剛材の板厚方向での中立面まで到達せず、前記拡開部が前記ルート部側から該中立面を越えて拡開するようレ型またはJ型開先を形成することを特徴とする。
即ち、ルート部が補剛材の板厚方向での中立面まで到達し、拡開部が中立面を越えてから拡開していると、溶接金属が熱収縮を引き起こしたときに中立面の片側だけで鋼板内と補剛材内に引っ張り方向の残留応力が生じ、てこの原理によりルート部と鋼板との間でレーザー溶接を剥がすような力が作用するのであるが、拡開部をルート部側から該中立面を越えて拡開させることにより、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力が生じ、即ちルート部と鋼板との間において圧縮力が作用することになる。
【0018】
また、請求項7の補剛板の製造方法では、請求項4乃至6のいずれかにおいて、前記第二工程では、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする。
【0019】
即ち、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用いることで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接が施工される。
また、請求項8の補剛板の製造方法では、請求項4乃至6のいずれかにおいて、前記第二工程では、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする。
【0020】
即ち、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用いことで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接が施工される。
【発明の効果】
【0021】
請求項1の補剛板によれば、補剛材の縁部に形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、溶接品質を向上させ、疲労強度を向上させることができる。
また、請求項2の補剛板によれば、閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開するよう形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、閉断面構造によって補剛板の剛性を十分に確保しながら、溶接品質を向上させ、疲労強度を向上させることができる。
【0022】
また、請求項3の補剛板によれば、補剛材の縁部に形成されたレ型またはJ型開先の拡開部がルート部側から補剛材の板厚方向での中立面を越えて拡開しているので、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力を生じさせ、ルート部と鋼板との間に圧縮力を作用させるようにでき、より一層溶接品質を向上させることができる。
請求項4の補剛板の製造方法によれば、補剛材の縁部に形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工した後、拡開部にアーク溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、溶接品質を向上させ、疲労強度を向上させることができる。
【0023】
また、請求項5の補剛板の製造方法によれば、閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開するよう形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工した後、拡開部にアーク溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、閉断面構造によって補剛板の剛性を十分に確保しながら、溶接品質を向上させ、疲労強度を向上させることができる。
【0024】
また、請求項6の補剛板の製造方法によれば、レ型またはJ型開先の拡開部をルート部側から補剛材の板厚方向での中立面を越えて拡開させるようにしたので、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力を生じさせ、ルート部と鋼板との間に圧縮力を作用させるようにでき、より一層溶接品質を向上させることができる。
また、請求項7の補剛板の製造方法によれば、鋼板に補剛材を溶接する場合であっても、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用いることで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接を施工できる。
【0025】
また、請求項8の補剛板の製造方法によれば、鋼板に補剛材を溶接する場合であっても、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用いることで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接を施工できる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の実施形態を添付図面に基づいて説明する。
図1には本発明に係る補剛板が示されており、図2には図1の補剛板の一部を拡大して反転させた図が示され、図3には図2のA−A線に沿う断面図が示されており、以下、これらの図に基づき説明する。
なお、補剛板は船の甲板や構造物等の種々の用途に使用されるものであるが、ここでは、補剛板を例えば橋梁の鋼床版(デッキプレート)に適用する場合を例に説明する。
【0027】
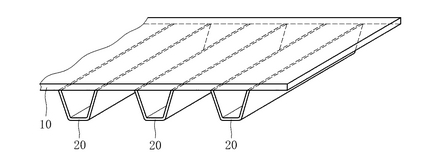
図1、図2に示すように、補剛板は、鋼板10の一方の面(背面)に一定の間隔で複数の補剛材(リブ、閉断面型補剛材)20を配して構成されている。
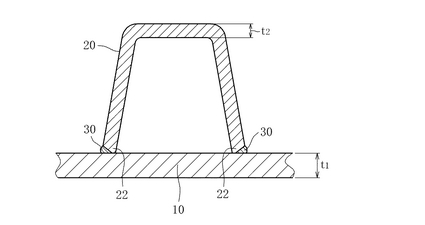
鋼板10は例えば所定板厚t1(例えば、12mm)の平板であり、補剛材20は、例えば所定板厚t2(例えば、6〜8mm)の平板を鋼板10の幅寸法に合わせて切断し曲げ加工した断面U字状の形鋼である。
【0028】
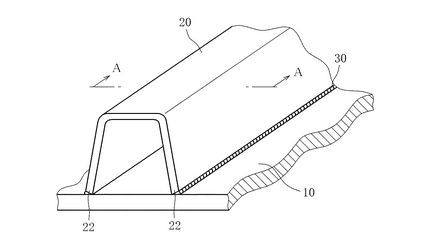
補剛材20の一対の縁部22,22は鋼板10に当接させられ、レーザー溶接及びアーク溶接により補剛材20の全長に亘り溶接が施され、溶接金属盛30が形成されている。これにより、鋼板10と補剛材20とから閉断面構造が形成されている。
図4を参照すると、補剛材20を鋼板10に溶接する補剛板の製造工程が図示されており、以下、同図に基づき補剛板の製造方法について詳しく説明する。
【0029】
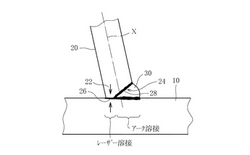
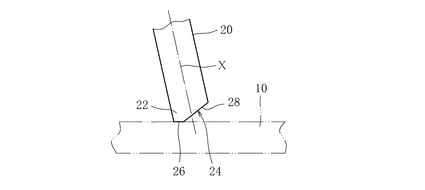
先ず、補剛材20のうち鋼板10と当接して閉断面構造を形成する一対の縁部22,22には、当該閉断面構造の外方側に拡開して、溶接のためのレ型開先24,24がそれぞれ形成される(第一工程)。
詳しくは、レ型開先24,24は、図5に拡大して示すように、補剛材20の縁部22,22のうち鋼板10と当接する閉断面構造内側の一部がそれぞれルート部26,26として残るように面取りされる。即ち、レ型開先24,24は、互いに背反するように拡開し、ルート部26,26において鋼板10と当接するよう構成される。これより、補剛材20は、レ型開先24,24の存在によって当該補剛材20の外側から容易にアーク溶接を施工可能である。
【0030】
より詳しくは、レ型開先24,24は、図5に示すように、ルート部26,26が鋼板10の板厚方向での中立面Xに到達せず、拡開部28,28が中立面Xを越えて拡開するように形成される。
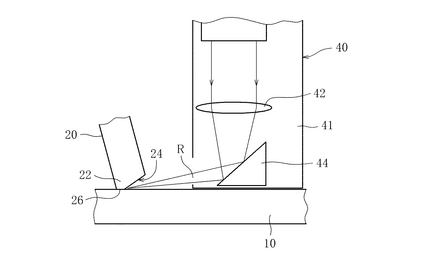
そして、ルート部26,26にレーザー溶接が施工される。詳しくは、ルート部26,26が鋼板10と当接した状態で、例えばYAGレーザー等のレーザー光Rがレーザー溶接機40により拡開部28,28側、即ち閉断面構造の外方側からルート部26,26に向けて照射され、ルート部26,26が鋼板10に溶接される。
【0031】
より詳しくは、図6に示すように、レーザー溶接機40としては、凸レンズ42で集光したレーザー光Rを平面ミラー44で屈曲させる屈曲型レーザー溶接装置41が使用される。即ち、屈曲型レーザー溶接装置41を用いることで、レーザー光Rを自由な角度(ここでは、例えば90°)で屈曲させて鋼板10の面に沿い照射するようにでき、鋼板10の面上に補剛材20を溶接する場合であっても、ルート部26,26に容易にレーザー光Rを照射してレーザー溶接を確実に施工可能である。
【0032】
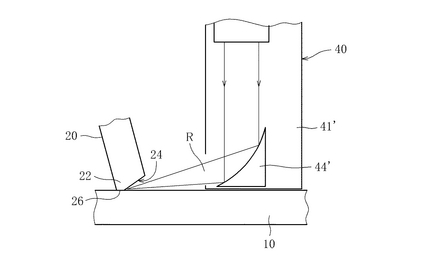
なお、ここでは、レーザー溶接機40として凸レンズ42で集光したレーザー光Rを平面ミラー44で屈曲させる方式の屈曲型レーザー溶接装置41を採用したが、図7に示すように、レーザー光Rを放物面ミラーまたは球面ミラー44’で集光且つ屈曲させる方式の屈曲型レーザー溶接装置41’を用いるようにしてもよい。
ルート部26,26がレーザー溶接によって鋼板10に溶接されたら、レ型開先24,24の拡開部28,28内に溶接金属棒32が挿入され、アーク放電により溶融した溶接金属が周縁の鋼板10や縁部22,22を溶かしながら1パス施工或いは2パス施工でアーク溶接が実施される(第三工程)。
【0033】
これにより、図8に溶接部を拡大して示すように、レ型開先24,24のルート部26,26がレーザー溶接により鋼板10に溶接されるとともに、アーク溶接により、拡開部28,28が鋼板10に溶接され、拡開部28,28内に溶接金属が装填されて溶接金属盛30が形成される。
以下、このように製造された本発明に係る補剛板の作用及び効果について説明する。
【0034】
先ず、上記のようにレ型開先24,24にアーク溶接が施工される前にルート部26,26がレーザー溶接によって鋼板10に溶接されていると、アーク溶接によりルート部26,26まで溶接する必要がない。即ち、拡開部28,28だけにアーク溶接を施工すればよく、アーク放電をそれほど強くしなくてもアーク溶接を完了することが可能である。
従って、アーク溶接によりルート部26,26まで溶けてメルトスルー(溶け過ぎ)が発生することが良好に防止され、溶接品質の悪化を防止することができる。
【0035】
一方、上記のようにしてアーク溶接によりレ型開先24,24の拡開部28,28内に溶接金属盛30が形成されると、当該溶接金属盛30は冷却するに連れて熱収縮する。そして、溶接金属盛30が収縮すると、溶接金属盛30は冷却に伴って液状から固体に相変化するため、鋼板10や補剛材20の縁部22,22を引っ張ることになり、鋼板10内や補剛材20内に引っ張りの残留応力が溶接残留応力として発生することになる。
【0036】
このように鋼板10内や補剛材20内に溶接残留応力が発生すると、上述したように仮にルート部26,26及びこれに対向する鋼板10の部分に溶接されない部分(溶け残り部)が存在している場合、当該部分では鋼板10内や補剛材20内に溶接残留応力が発生せず、当該溶け残り部において応力分布が大きく変化することになる。これより、補剛板上を車両等が通行して補剛板が繰り返し振動すると、主として鋼板10に当該溶け残り部からき裂が入り易くなる。
【0037】
しかしながら、本発明に係る補剛板では、ルート部26,26と鋼板10とをレーザー溶接により溶接するようにしているので、ルート部26,26及びこれに対向する鋼板10の部分に上記溶け残り部が発生することがなく、故にルート部26,26と鋼板10との間に隙間ができることもなく、き裂の発生度合いを大幅に低下させることができる。
従って、本発明に係る補剛板によれば、ルート部26,26におけるメルトスルーの発生を解消しつつ完全溶け込みを実現して溶接品質の向上を図るとともに、き裂の発生を抑えて疲労強度を向上させることができる。
【0038】
また、ここでは、特に、ルート部26,26が鋼板10の板厚方向での中立面Xに到達せず、拡開部28,28が中立面Xを越えて拡開するようにレ型開先24,24を形成している。従って、仮にルート部26,26が中立面Xまで到達し、拡開部28,28が中立面Xを越えてから拡開していると、溶接金属盛30が熱収縮を引き起こしたときに中立面Xの片側だけで鋼板10内と補剛材20内に引っ張り方向の残留応力が生じ、てこの原理によりルート部26,26と鋼板10との間でレーザー溶接を剥がすような力が作用してしまうのであるが、拡開部28,28がルート部26,26側から該中立面Xを越えて拡開していることにより、溶接金属盛30が熱収縮しても、中立面Xの近傍で鋼板10内と補剛材20内に引っ張り方向の残留応力を生じさせることができる。即ち、図8に矢印で示すように、溶接金属盛30の熱収縮により、ルート部26,26と鋼板10との間に圧縮力を作用させることができる。
【0039】
これにより、ルート部26,26と鋼板10との密着性を強化して、より一層溶接品質の向上を図ることができる。
また、補剛材20として断面U字状の形鋼を用い、当該補剛材20により閉断面構造を形成しているので、補剛板において、高い剛性を確保しながら、溶接品質を向上させ、疲労強度を向上させることができる。
【0040】
また、ルート部26,26にレーザー溶接を行うに際し、レーザー溶接機40として屈曲型レーザー溶接装置41或いは41’を用いるようにし、レーザー光Rを屈曲させて鋼板10の面に沿い照射するようにしているので、板部材の単純な突き当て溶接ではなく鋼板10の面上に補剛材20を溶接する場合であっても、拡開部28,28側からルート部26,26に容易にレーザー光Rを照射してレーザー溶接を確実に行うことができる。
【0041】
以上で本発明に係る実施形態の説明を終えるが、実施形態は上記に限られるものではなく、発明の趣旨を逸脱しない範囲で種々変形可能である。
例えば、上記実施形態では、補剛材20の縁部22,22にレ型開先24,24を形成するようにしたが、これらはJ型開先であってもよい。
また、上記実施形態では、補剛材20として断面U字状の形鋼を用いるようにし、閉断面構造を形成するようにしたが、断面V字状の形鋼を用いてもよい。さらに、補剛材20は必ずしも閉断面構造を形成するようなものでなくてもよく、I型鋼等を鋼板10に立設する場合であっても本発明を良好に適用可能である。
【図面の簡単な説明】
【0042】
【図1】本発明に係る補剛板を示す図である。
【図2】図1の補剛板の一部を拡大して反転させた図である。
【図3】図2のA−A線に沿う断面図である。
【図4】補剛板の製造工程を示す図である。
【図5】レ型開先の拡大図である。
【図6】凸レンズで集光したレーザー光を平面ミラーで屈曲させる方式の屈曲型レーザー溶接装置を示す図である。
【図7】レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる方式の屈曲型レーザー溶接装置を示す図である。
【図8】溶接部を拡大して示した図である。
【符号の説明】
【0043】
10 鋼板
20 補剛材(リブ、閉断面型補剛材)
22 縁部
24 レ型開先
26 ルート部
28 拡開部
30 溶接金属盛
32 溶接金属棒
40 レーザー溶接機
41、41’ 屈曲型レーザー溶接装置
【技術分野】
【0001】
本発明は、補剛板及び補剛板の製造方法に係り、詳しくは、鋼板へ補剛材(リブ)を溶接する技術に関する。
【背景技術】
【0002】
橋梁等の床材としてコンクリート材等の種々の材料が考えられており、その一つとして鋼床版(デッキプレート)が知られている。
鋼床版は、主として鋼板で構成されるが、鋼板だけでは剛性を十分に確保できないことから、通常は背面に補剛材(リブ)を配設した補剛板で構成されている。
補剛板としては、板鋼を補剛材とし、複数の板鋼を一定の間隔で鋼板にアーク溶接(SAW、SMAW、GMAW等)により立設したものの他、最近では、断面V字状或いはU字状の鋼材を補剛材とし、断面V字状或いはU字状の複数の鋼材を一定の間隔で閉断面構造をなすよう鋼板に上記アーク溶接により接合したものが知られている。
【0003】
詳しくは、断面V字状或いはU字状の鋼材は、閉断面構造の外側から容易に溶接可能なよう、鋼板と当接する一対の縁部に互いに背反してレ型またはJ型開先が形成されており、当該レ型またはJ型開先にアーク溶接が施されることで鋼板に溶接されている。また、U字状の鋼材を補剛材として用いた場合において、閉断面構造の内部にコンクリートを充填させて強度を向上させる技術もある(特許文献1参照)。一方において、最近では金属部材をレーザー光で加熱溶融させて溶接を行うレーザー溶接が開発され実用化されつつあり、例えば、金属部材のY型開先にレーザー溶接とともにアーク溶接を施工するような溶接方法が公知である(特許文献2参照)。
【特許文献1】特開2001−248114号公報
【特許文献2】特開平6−114587号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、アーク溶接では、溶接後に溶接金属の温度が低下すると溶接金属が熱収縮を引き起こし、金属部材内に引っ張り方向の残留応力を生じるという特性を有し、当該溶接残留応力によって部材の組み付け精度が低下したり、部材の引張強度、圧縮強度或いは疲労強度が低下する等の問題がある。
また、閉断面構造部の溶接においては、閉断面構造の外側からしか溶接作業を行うことができないため、メルトスルー(溶け過ぎ)を防止しようとすると、レ型またはJ型開先の先端、即ち閉断面構造の内側のルート部に一部溶接されない部分(溶け残り部)が生じるという問題がある。
【0005】
このように、金属部材内に溶接残留応力が発生し、且つ、閉断面構造の内側のルート部に溶け残り部が存在することになると、ルート部と鋼板との間に隙間が生じる等して当該溶け残り部から金属部材に特にき裂が発生し易くなり、故に疲労強度が急激に低下して疲労破壊に至り易いという問題がある。この問題は、上記特許文献1に開示の技術においても同様に起こり得る。
【0006】
また、メルトスルーが生じた場合には、溶接品質の悪化を招き好ましいことではない。
また一方、上記特許文献2に開示される溶接方法は、板部材の突き当て接合にレーザー溶接とアーク溶接を施工するようにしたものである。具体的には、特許文献2に開示される溶接方法では、Y型開先のルート部については板部材のルート部側(裏側)からレーザー溶接を行うとともに、拡開部については板部材の拡開部側(表側)からアーク溶接を行うようにしている。
【0007】
これより、上記の如く補剛材をレ型またはJ型開先により鋼板に溶接して補剛板を構成するような場合にあっては、溶接部位が特許文献2に開示されるような単純な突き当て溶接ではないため、当該特許文献2に開示の溶接方法をそのまま適用することはできない。
また、特許文献2に開示の技術は、主として形状精度を向上させることを目的としたものであり、上記課題を解決するものではない。
【0008】
本発明はこのような問題点を解決するためになされたもので、その目的とするところは、補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記した目的を達成するために、請求項1の補剛板では、鋼板の面上に補剛材を単数または複数溶接してなる補剛板であって、前記補剛材のうち前記鋼板と当接する縁部にレ型またはJ型開先が形成され、該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする。
【0010】
即ち、アーク溶接では、上述したように、溶接後に溶接金属の温度が低下すると溶接金属が熱収縮を引き起こして鋼板内と補剛材内に引っ張り方向の残留応力が生じ、また、補剛材の縁部にレ型またはJ型開先が形成されている場合、メルトスルーが発生したり、或いはメルトスルーを防止しようとするためにレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶接されない部分(溶け残り部)が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、ルート部にレーザー溶接を施工することで、メルトスルーや溶け残り部の発生が解消され、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0011】
また、請求項2の補剛板では、請求項1において、前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先が形成され、該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする。
【0012】
即ち、補剛材が鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であり、該閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開してレ型またはJ型開先が形成されている場合、閉断面構造の外側からしか溶接作業を行うことができないため、とりわけメルトスルーが発生したり、或いはメルトスルーを防止しようとしてレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶け残り部が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、ルート部にレーザー溶接を施工することで、メルトスルーや溶け残り部の発生が解消され、閉断面構造によって補剛板の剛性が十分に確保されつつ、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0013】
また、請求項3の補剛板では、請求項1または2において、前記レ型またはJ型開先は、前記ルート部が前記補剛材の板厚方向での中立面まで到達しておらず、前記拡開部が前記ルート部側から該中立面を越えて拡開していることを特徴とする。
即ち、ルート部が補剛材の板厚方向での中立面まで到達し、拡開部が中立面を越えてから拡開していると、溶接金属が熱収縮を引き起こしたときに中立面の片側だけで鋼板内と補剛材内に引っ張り方向の残留応力が生じ、てこの原理によりルート部と鋼板との間でレーザー溶接を剥がすような力が作用するのであるが、拡開部がルート部側から該中立面を越えて拡開していることにより、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力が生じ、即ちルート部と鋼板との間において圧縮力が作用することになる。
【0014】
請求項4の補剛板の製造方法では、鋼板の面上に補剛材を単数または複数溶接してなる補剛板の製造方法であって、前記鋼板と当接する前記補剛材の縁部にレ型またはJ型開先を形成する第一工程と、該レ型またはJ型開先のルート部にレーザー溶接を施工する第二工程と、該第二工程を実施した後、前記レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填する第三工程とを有することを特徴とする。
【0015】
即ち、アーク溶接では、上述したように、溶接後に溶接金属の温度が低下すると溶接金属が熱収縮を引き起こして鋼板内と補剛材内に引っ張り方向の残留応力が生じ、また、補剛材の縁部にレ型またはJ型開先が形成されている場合、メルトスルーが発生したり、或いはメルトスルーを防止しようとするためにレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶接されない溶け残り部が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、鋼板と当接する補剛材の縁部にレ型またはJ型開先を形成し(第一工程)、ルート部にレーザー溶接を施工し(第二工程)、その後、レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填することにより(第三工程)、メルトスルーや溶け残り部の発生が解消され、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0016】
また、請求項5の補剛板の製造方法では、請求項4において、前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、前記第一工程では、該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先を形成することを特徴とする。
即ち、補剛材が鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であり、該閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開してレ型またはJ型開先が形成されている場合、閉断面構造の外側からしか溶接作業を行うことができないため、とりわけメルトスルーが発生したり、或いはメルトスルーを防止しようとしてレ型またはJ型開先の先端のルート部及びこれに対向する鋼板に溶け残り部が発生し、ルート部と鋼板との間に隙間が生じて鋼板にき裂が発生し易くなるのであるが、閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先を形成し(第一工程)、ルート部にレーザー溶接を施工し(第二工程)、その後、レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填することにより(第三工程)、メルトスルーや溶け残り部の発生が解消され、閉断面構造によって補剛板の剛性が十分に確保されつつ、ルート部と鋼板との間に隙間が生じることもなく、き裂の発生度合いが低下する。
【0017】
また、請求項6の補剛板の製造方法では、請求項4または5において、前記第一工程では、前記ルート部が前記補剛材の板厚方向での中立面まで到達せず、前記拡開部が前記ルート部側から該中立面を越えて拡開するようレ型またはJ型開先を形成することを特徴とする。
即ち、ルート部が補剛材の板厚方向での中立面まで到達し、拡開部が中立面を越えてから拡開していると、溶接金属が熱収縮を引き起こしたときに中立面の片側だけで鋼板内と補剛材内に引っ張り方向の残留応力が生じ、てこの原理によりルート部と鋼板との間でレーザー溶接を剥がすような力が作用するのであるが、拡開部をルート部側から該中立面を越えて拡開させることにより、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力が生じ、即ちルート部と鋼板との間において圧縮力が作用することになる。
【0018】
また、請求項7の補剛板の製造方法では、請求項4乃至6のいずれかにおいて、前記第二工程では、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする。
【0019】
即ち、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用いることで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接が施工される。
また、請求項8の補剛板の製造方法では、請求項4乃至6のいずれかにおいて、前記第二工程では、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする。
【0020】
即ち、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用いことで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接が施工される。
【発明の効果】
【0021】
請求項1の補剛板によれば、補剛材の縁部に形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、溶接品質を向上させ、疲労強度を向上させることができる。
また、請求項2の補剛板によれば、閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開するよう形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、閉断面構造によって補剛板の剛性を十分に確保しながら、溶接品質を向上させ、疲労強度を向上させることができる。
【0022】
また、請求項3の補剛板によれば、補剛材の縁部に形成されたレ型またはJ型開先の拡開部がルート部側から補剛材の板厚方向での中立面を越えて拡開しているので、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力を生じさせ、ルート部と鋼板との間に圧縮力を作用させるようにでき、より一層溶接品質を向上させることができる。
請求項4の補剛板の製造方法によれば、補剛材の縁部に形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工した後、拡開部にアーク溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、溶接品質を向上させ、疲労強度を向上させることができる。
【0023】
また、請求項5の補剛板の製造方法によれば、閉断面型補剛材のうち鋼板と当接し閉断面構造を形成する縁部に閉断面構造の外方側に拡開するよう形成されたレ型またはJ型開先の先端のルート部にレーザー溶接を施工した後、拡開部にアーク溶接を施工するので、メルトスルーや溶け残り部の発生を防止でき、き裂の発生度合いを大幅に低下させることができる。これにより、閉断面構造によって補剛板の剛性を十分に確保しながら、溶接品質を向上させ、疲労強度を向上させることができる。
【0024】
また、請求項6の補剛板の製造方法によれば、レ型またはJ型開先の拡開部をルート部側から補剛材の板厚方向での中立面を越えて拡開させるようにしたので、中立面の近傍で鋼板内と補剛材内に引っ張り方向の残留応力を生じさせ、ルート部と鋼板との間に圧縮力を作用させるようにでき、より一層溶接品質を向上させることができる。
また、請求項7の補剛板の製造方法によれば、鋼板に補剛材を溶接する場合であっても、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用いることで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接を施工できる。
【0025】
また、請求項8の補剛板の製造方法によれば、鋼板に補剛材を溶接する場合であっても、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用いることで、補剛材の縁部に形成されたレ型またはJ型開先の拡開部側からルート部に容易且つ確実にレーザー溶接を施工できる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の実施形態を添付図面に基づいて説明する。
図1には本発明に係る補剛板が示されており、図2には図1の補剛板の一部を拡大して反転させた図が示され、図3には図2のA−A線に沿う断面図が示されており、以下、これらの図に基づき説明する。
なお、補剛板は船の甲板や構造物等の種々の用途に使用されるものであるが、ここでは、補剛板を例えば橋梁の鋼床版(デッキプレート)に適用する場合を例に説明する。
【0027】
図1、図2に示すように、補剛板は、鋼板10の一方の面(背面)に一定の間隔で複数の補剛材(リブ、閉断面型補剛材)20を配して構成されている。
鋼板10は例えば所定板厚t1(例えば、12mm)の平板であり、補剛材20は、例えば所定板厚t2(例えば、6〜8mm)の平板を鋼板10の幅寸法に合わせて切断し曲げ加工した断面U字状の形鋼である。
【0028】
補剛材20の一対の縁部22,22は鋼板10に当接させられ、レーザー溶接及びアーク溶接により補剛材20の全長に亘り溶接が施され、溶接金属盛30が形成されている。これにより、鋼板10と補剛材20とから閉断面構造が形成されている。
図4を参照すると、補剛材20を鋼板10に溶接する補剛板の製造工程が図示されており、以下、同図に基づき補剛板の製造方法について詳しく説明する。
【0029】
先ず、補剛材20のうち鋼板10と当接して閉断面構造を形成する一対の縁部22,22には、当該閉断面構造の外方側に拡開して、溶接のためのレ型開先24,24がそれぞれ形成される(第一工程)。
詳しくは、レ型開先24,24は、図5に拡大して示すように、補剛材20の縁部22,22のうち鋼板10と当接する閉断面構造内側の一部がそれぞれルート部26,26として残るように面取りされる。即ち、レ型開先24,24は、互いに背反するように拡開し、ルート部26,26において鋼板10と当接するよう構成される。これより、補剛材20は、レ型開先24,24の存在によって当該補剛材20の外側から容易にアーク溶接を施工可能である。
【0030】
より詳しくは、レ型開先24,24は、図5に示すように、ルート部26,26が鋼板10の板厚方向での中立面Xに到達せず、拡開部28,28が中立面Xを越えて拡開するように形成される。
そして、ルート部26,26にレーザー溶接が施工される。詳しくは、ルート部26,26が鋼板10と当接した状態で、例えばYAGレーザー等のレーザー光Rがレーザー溶接機40により拡開部28,28側、即ち閉断面構造の外方側からルート部26,26に向けて照射され、ルート部26,26が鋼板10に溶接される。
【0031】
より詳しくは、図6に示すように、レーザー溶接機40としては、凸レンズ42で集光したレーザー光Rを平面ミラー44で屈曲させる屈曲型レーザー溶接装置41が使用される。即ち、屈曲型レーザー溶接装置41を用いることで、レーザー光Rを自由な角度(ここでは、例えば90°)で屈曲させて鋼板10の面に沿い照射するようにでき、鋼板10の面上に補剛材20を溶接する場合であっても、ルート部26,26に容易にレーザー光Rを照射してレーザー溶接を確実に施工可能である。
【0032】
なお、ここでは、レーザー溶接機40として凸レンズ42で集光したレーザー光Rを平面ミラー44で屈曲させる方式の屈曲型レーザー溶接装置41を採用したが、図7に示すように、レーザー光Rを放物面ミラーまたは球面ミラー44’で集光且つ屈曲させる方式の屈曲型レーザー溶接装置41’を用いるようにしてもよい。
ルート部26,26がレーザー溶接によって鋼板10に溶接されたら、レ型開先24,24の拡開部28,28内に溶接金属棒32が挿入され、アーク放電により溶融した溶接金属が周縁の鋼板10や縁部22,22を溶かしながら1パス施工或いは2パス施工でアーク溶接が実施される(第三工程)。
【0033】
これにより、図8に溶接部を拡大して示すように、レ型開先24,24のルート部26,26がレーザー溶接により鋼板10に溶接されるとともに、アーク溶接により、拡開部28,28が鋼板10に溶接され、拡開部28,28内に溶接金属が装填されて溶接金属盛30が形成される。
以下、このように製造された本発明に係る補剛板の作用及び効果について説明する。
【0034】
先ず、上記のようにレ型開先24,24にアーク溶接が施工される前にルート部26,26がレーザー溶接によって鋼板10に溶接されていると、アーク溶接によりルート部26,26まで溶接する必要がない。即ち、拡開部28,28だけにアーク溶接を施工すればよく、アーク放電をそれほど強くしなくてもアーク溶接を完了することが可能である。
従って、アーク溶接によりルート部26,26まで溶けてメルトスルー(溶け過ぎ)が発生することが良好に防止され、溶接品質の悪化を防止することができる。
【0035】
一方、上記のようにしてアーク溶接によりレ型開先24,24の拡開部28,28内に溶接金属盛30が形成されると、当該溶接金属盛30は冷却するに連れて熱収縮する。そして、溶接金属盛30が収縮すると、溶接金属盛30は冷却に伴って液状から固体に相変化するため、鋼板10や補剛材20の縁部22,22を引っ張ることになり、鋼板10内や補剛材20内に引っ張りの残留応力が溶接残留応力として発生することになる。
【0036】
このように鋼板10内や補剛材20内に溶接残留応力が発生すると、上述したように仮にルート部26,26及びこれに対向する鋼板10の部分に溶接されない部分(溶け残り部)が存在している場合、当該部分では鋼板10内や補剛材20内に溶接残留応力が発生せず、当該溶け残り部において応力分布が大きく変化することになる。これより、補剛板上を車両等が通行して補剛板が繰り返し振動すると、主として鋼板10に当該溶け残り部からき裂が入り易くなる。
【0037】
しかしながら、本発明に係る補剛板では、ルート部26,26と鋼板10とをレーザー溶接により溶接するようにしているので、ルート部26,26及びこれに対向する鋼板10の部分に上記溶け残り部が発生することがなく、故にルート部26,26と鋼板10との間に隙間ができることもなく、き裂の発生度合いを大幅に低下させることができる。
従って、本発明に係る補剛板によれば、ルート部26,26におけるメルトスルーの発生を解消しつつ完全溶け込みを実現して溶接品質の向上を図るとともに、き裂の発生を抑えて疲労強度を向上させることができる。
【0038】
また、ここでは、特に、ルート部26,26が鋼板10の板厚方向での中立面Xに到達せず、拡開部28,28が中立面Xを越えて拡開するようにレ型開先24,24を形成している。従って、仮にルート部26,26が中立面Xまで到達し、拡開部28,28が中立面Xを越えてから拡開していると、溶接金属盛30が熱収縮を引き起こしたときに中立面Xの片側だけで鋼板10内と補剛材20内に引っ張り方向の残留応力が生じ、てこの原理によりルート部26,26と鋼板10との間でレーザー溶接を剥がすような力が作用してしまうのであるが、拡開部28,28がルート部26,26側から該中立面Xを越えて拡開していることにより、溶接金属盛30が熱収縮しても、中立面Xの近傍で鋼板10内と補剛材20内に引っ張り方向の残留応力を生じさせることができる。即ち、図8に矢印で示すように、溶接金属盛30の熱収縮により、ルート部26,26と鋼板10との間に圧縮力を作用させることができる。
【0039】
これにより、ルート部26,26と鋼板10との密着性を強化して、より一層溶接品質の向上を図ることができる。
また、補剛材20として断面U字状の形鋼を用い、当該補剛材20により閉断面構造を形成しているので、補剛板において、高い剛性を確保しながら、溶接品質を向上させ、疲労強度を向上させることができる。
【0040】
また、ルート部26,26にレーザー溶接を行うに際し、レーザー溶接機40として屈曲型レーザー溶接装置41或いは41’を用いるようにし、レーザー光Rを屈曲させて鋼板10の面に沿い照射するようにしているので、板部材の単純な突き当て溶接ではなく鋼板10の面上に補剛材20を溶接する場合であっても、拡開部28,28側からルート部26,26に容易にレーザー光Rを照射してレーザー溶接を確実に行うことができる。
【0041】
以上で本発明に係る実施形態の説明を終えるが、実施形態は上記に限られるものではなく、発明の趣旨を逸脱しない範囲で種々変形可能である。
例えば、上記実施形態では、補剛材20の縁部22,22にレ型開先24,24を形成するようにしたが、これらはJ型開先であってもよい。
また、上記実施形態では、補剛材20として断面U字状の形鋼を用いるようにし、閉断面構造を形成するようにしたが、断面V字状の形鋼を用いてもよい。さらに、補剛材20は必ずしも閉断面構造を形成するようなものでなくてもよく、I型鋼等を鋼板10に立設する場合であっても本発明を良好に適用可能である。
【図面の簡単な説明】
【0042】
【図1】本発明に係る補剛板を示す図である。
【図2】図1の補剛板の一部を拡大して反転させた図である。
【図3】図2のA−A線に沿う断面図である。
【図4】補剛板の製造工程を示す図である。
【図5】レ型開先の拡大図である。
【図6】凸レンズで集光したレーザー光を平面ミラーで屈曲させる方式の屈曲型レーザー溶接装置を示す図である。
【図7】レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる方式の屈曲型レーザー溶接装置を示す図である。
【図8】溶接部を拡大して示した図である。
【符号の説明】
【0043】
10 鋼板
20 補剛材(リブ、閉断面型補剛材)
22 縁部
24 レ型開先
26 ルート部
28 拡開部
30 溶接金属盛
32 溶接金属棒
40 レーザー溶接機
41、41’ 屈曲型レーザー溶接装置
【特許請求の範囲】
【請求項1】
鋼板の面上に補剛材を単数または複数溶接してなる補剛板であって、
前記補剛材のうち前記鋼板と当接する縁部にレ型またはJ型開先が形成され、
該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする補剛板。
【請求項2】
前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、
該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先が形成され、
該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする、請求項1記載の補剛板。
【請求項3】
前記レ型またはJ型開先は、前記ルート部が前記補剛材の板厚方向での中立面まで到達しておらず、前記拡開部が前記ルート部側から該中立面を越えて拡開していることを特徴とする、請求項1または2記載の補剛板。
【請求項4】
鋼板の面上に補剛材を単数または複数溶接してなる補剛板の製造方法であって、
前記鋼板と当接する前記補剛材の縁部にレ型またはJ型開先を形成する第一工程と、
該レ型またはJ型開先のルート部にレーザー溶接を施工する第二工程と、
該第二工程を実施した後、前記レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填する第三工程と、
を有することを特徴とする補剛板の製造方法。
【請求項5】
前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、
前記第一工程では、該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先を形成することを特徴とする、請求項4記載の補剛板の製造方法。
【請求項6】
前記第一工程では、前記ルート部が前記補剛材の板厚方向での中立面まで到達せず、前記拡開部が前記ルート部側から該中立面を越えて拡開するようレ型またはJ型開先を形成することを特徴とする、請求項4または5記載の補剛板の製造方法。
【請求項7】
前記第二工程では、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする、請求項4乃至6のいずれか記載の補剛板の製造方法。
【請求項8】
前記第二工程では、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする、請求項4乃至6のいずれか記載の補剛板の製造方法。
【請求項1】
鋼板の面上に補剛材を単数または複数溶接してなる補剛板であって、
前記補剛材のうち前記鋼板と当接する縁部にレ型またはJ型開先が形成され、
該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする補剛板。
【請求項2】
前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、
該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先が形成され、
該レ型またはJ型開先のルート部にレーザー溶接が施工されるとともに、拡開部にアーク溶接が施工されて溶接金属が装填されてなることを特徴とする、請求項1記載の補剛板。
【請求項3】
前記レ型またはJ型開先は、前記ルート部が前記補剛材の板厚方向での中立面まで到達しておらず、前記拡開部が前記ルート部側から該中立面を越えて拡開していることを特徴とする、請求項1または2記載の補剛板。
【請求項4】
鋼板の面上に補剛材を単数または複数溶接してなる補剛板の製造方法であって、
前記鋼板と当接する前記補剛材の縁部にレ型またはJ型開先を形成する第一工程と、
該レ型またはJ型開先のルート部にレーザー溶接を施工する第二工程と、
該第二工程を実施した後、前記レ型またはJ型開先の拡開部にアーク溶接を施工し溶接金属を装填する第三工程と、
を有することを特徴とする補剛板の製造方法。
【請求項5】
前記補剛材は鋼板の面上に該鋼板と協働して閉断面構造を形成する閉断面型補剛材であって、
前記第一工程では、該閉断面型補剛材のうち前記鋼板と当接し前記閉断面構造を形成する縁部に該閉断面構造の外方側に拡開してレ型またはJ型開先を形成することを特徴とする、請求項4記載の補剛板の製造方法。
【請求項6】
前記第一工程では、前記ルート部が前記補剛材の板厚方向での中立面まで到達せず、前記拡開部が前記ルート部側から該中立面を越えて拡開するようレ型またはJ型開先を形成することを特徴とする、請求項4または5記載の補剛板の製造方法。
【請求項7】
前記第二工程では、凸レンズで集光したレーザー光を平面ミラーで屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする、請求項4乃至6のいずれか記載の補剛板の製造方法。
【請求項8】
前記第二工程では、レーザー光を放物面ミラーまたは球面ミラーで集光且つ屈曲させる屈曲型レーザー溶接装置を用い、該屈曲型レーザー溶接装置により前記鋼板の面に沿いレーザー光を照射することで前記レ型またはJ型開先の前記拡開部側から前記ルート部にレーザー溶接を施工することを特徴とする、請求項4乃至6のいずれか記載の補剛板の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−224137(P2006−224137A)
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願番号】特願2005−40794(P2005−40794)
【出願日】平成17年2月17日(2005.2.17)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
【公開日】平成18年8月31日(2006.8.31)
【国際特許分類】
【出願日】平成17年2月17日(2005.2.17)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
[ Back to top ]