
Fターム[2B250HA01]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理のための方法・装置 (435) | 方法・工程に関するもの (346)
Fターム[2B250HA01]に分類される特許
101 - 120 / 346
板材の接合方法
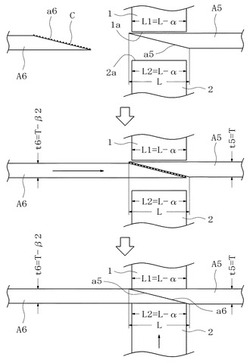
【課題】板材の厚さ誤差、板材の搬送誤差等に起因する、板材の接合不良を、防止乃至は大幅に軽減させる。
【解決手段】接合すべき板材A5、A6の端面を、夫々スカーフ状に形成すると共に、板材A6のスカーフ面a6へ、接着剤Cを塗布し、次いで、双方の板材A5、A6のスカーフ面a5、a6を重ね合わせると共に、前記接着剤Cの性状に適応する加熱機能又は冷却機能を具備した一対の加圧部材1、2を用いて、板材5、6の表裏面から、重ね合わせたスカーフ面a5、a6を熱圧又は冷圧することにより、前記接着剤Cを硬化させて、板材A5、A6を接合するに際し、前記一対の加圧部材1、2の加圧面1a、2aの長さL1、L2を、正常な厚さTを有する板材A5の表裏面に対する前記スカーフ面1aの投影長さLよりも、適宜寸法αだけ短く設定し、主として各板材A5、A6のスカーフ面a5、a6の中央を中心とする大部分を、限定的に熱圧又は冷圧する。
(もっと読む)
プレカット加工システム

【課題】部材が正しく加工されているか否かをチェックするための情報を、加工部位や基本印字情報の印字位置に重なることなく適切に木材に付すこ。
【解決手段】木材に対して施されるべき加工の内容を印字用のイメージ情報として部材毎に生成し、各加工及び通り芯番地等の基本印字情報の両端位置から空白部を抽出し、長さが所定条件(例えば、より長いもの、一定値以上であって先端に近いものなど)を満足する空白部の中心を記入中心位置に設定すると共に、長さが所定条件を満足しない場合にイメージ情報が当該空白部に収まる様に長さ方向を縮小する縮尺倍率を設定することにより、プレカット制御手段によるプレカット加工、基本印字情報の印字、及びイメージ情報の記入を行ったときに、当該イメージ情報が加工や基本印字情報に重なって見難くなるということがない。
(もっと読む)
ロール巻き化粧シートの枚葉自動貼方法と化粧シートの枚葉自動貼装置
【課題】 化粧シートを台板に貼り付けする方法において、ロール状の化粧シートを連続で貼り付けする方法では、ロール交換時に巻始めと巻き終わりの化粧シートが無駄になる。また化粧シートを一旦枚葉にカットしてから貼り合わせる方法では、工程や設備面積が増え、化粧シートによっては巻き癖の影響で生産性が低下する問題があった。
【解決手段】 化粧シートはロール状で供給可能とし、化粧シートの先端と台板先端を位置決めして挟み込んだ後、台板先端から後端に向けて化粧シートの貼り合せと接着を行い、台板後端で化粧シートを切り離すと同時に次の化粧シート先端を位置決め保持することで、台板の投入に応じた枚葉生産を可能とした。
(もっと読む)
函体形成方法
【課題】函体を形成する際の取扱い性が向上し、容易かつ簡便に函体を形成することができる函体形成方法を提供する。
【解決手段】通し穴が設けられた板状体に対して、2枚の異なる板状体の通し穴のそれぞれに1本の索状体を通して環状部を形成することにより、前記2枚の板状体を連結する連結工程を含み、複数の板状体が函体の側板及び底板となるように展開配置された状態で、前記連結工程を用いて、各板状体を連結し、前記各板状体を連結部分で折り曲げて前記索状体にて仮止めされた状態で、隣り合う板状体を接合して函体を形成し、前記索状体を取り除く。
(もっと読む)
搬送車用板材
【課題】多量に製造したとしても、木材資源の枯渇及びそれによる環境破壊を防止することができ、しかも長期間にわたって一定の品質を維持することができる搬送車用板材を提供する。
【解決手段】主素材板2をその厚さ方向に並べ、厚さ方向の側面どうしを接着固定する。主素材板2の上下の側面には、幅が主素材板2の厚さより広い下表面素材板3及び上表面素材板4を配置する。下表面素材板3及び上表面素材板4の厚さ方向の各側面を主素材板2の幅方向の各側面にそれぞれ接着固定する。これにより、平板状をなす搬送車用板材1を構成する。板材1を構成する主素材板2、下表面素材板3及び上表面素材板4は、竹材によって形成する。
(もっと読む)
木材難燃化用化粧シートおよび難燃化された木製化粧ボード
【課題】 可燃性の木製板を化粧しながらも難燃化するために用いられるシート(木材難燃化用化粧シート)、および当該化粧シートを用いることにより化粧とともに難燃化された難燃性の木製化粧ボードを提供する。
【解決手段】木材難燃化用化粧シートとして、少なくとも5μmの厚みを有する銅箔表面に、接着層およびシート状基材を介して、石灰含有組成物から形成される化粧層が200μm以下の厚みで積層されてなることを特徴とするシートを用いる。当該シートを貼着することで可燃性の木製板を、化粧しながら難燃化することができる。
(もっと読む)
複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法
【課題】ハニカム構造材に対し十分な接着強度を得ることができ、化粧縁部材の剥がれを防止することが可能な複合化粧パネルを提供する。
【解決手段】ペーパーハニカム2、表面材3、及び裏面材4からなるサンドイッチ構造のパネル体5と、パネル体5の木口面5aに貼着された化粧縁部材7とを備える。特に、ペーパーハニカム2の端面には、パネル体5の木口面5aから外方に突出するように形成され、且つその後、木口面5aに沿って折曲げられた複数の折曲突出片12が設けられ、化粧縁部材7は、複数の折曲突出片12を含むパネル体5の木口面5aに、接着剤を介して貼着されている。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
シミュレーション方法、シミュレーション装置およびシミュレーションプログラム
【課題】節を有する木材であっても適切な圧縮成形を行うことを可能にし、歩留まりの向上を実現することができるシミュレーション方法、シミュレーション装置およびシミュレーションプログラムを提供する。
【解決手段】記憶手段が記憶する画像データを読み出し、この読み出した画像データを用いた画像認識を行うことによってブランク材の表面に表出している節を検出し、節が検出された場合、記憶手段が記憶するブランク材の形状情報を参照することによって該節の形状を推定し、この推定結果に基づいて、該節の一部を含み、かつ該節の部分の厚さがブランク材を圧縮した後の厚さと略等しくなるようにブランク材の切削箇所および切削形状を決定する。
(もっと読む)
集成材の防腐処理方法
【課題】複数のラミナを積層して構成される集成材に、その集成材を傷めず、重量を増加させず、かつその強度を十分に保ちつつ、防腐剤を、容易かつ十分に浸透させることのできる防腐処理方法を提供する。
【解決手段】ラミナ2の片面に、繊維方向に沿って一本または複数本の溝Gを形成して溝付きラミナ2aを形成し、溝付きラミナ2aの少なくとも片面に、溝Gを形成していないラミナ2である通常ラミナ2bを固着して集成材1を構成する。集成材1を、防腐剤Sを含む液剤Lに浸漬し、集成材1の表面および溝Gからその内部に、防腐剤Sを浸透させる。
(もっと読む)
圧縮木製品の製造方法
【課題】工数を増やすことなく圧縮後に切削した木材の端面に水分が浸入するのを防止することができる圧縮木製品の製造方法を提供する。
【解決手段】原木から形取った所定形状のブランク材を一対の金型によって挟持して圧縮力を加える圧縮工程と、この圧縮工程で圧縮したブランク材を切削によって複数の部分へ分割する分割工程と、を有し、ブランク材のうち分割工程で分割される複数の部分の境界に対応する領域の圧縮工程における圧縮率は、該ブランク材の他の領域の圧縮工程における圧縮率よりも大きく、境界の幅は前記分割工程で前記ブランク材を切削する際の切削幅よりも大きいこととする。
(もっと読む)
扉部材の製造方法
【課題】熱可塑性樹脂製積層化粧シートを用いて、木質基材の表面および木口面に異なる模様を、簡易につくるための方法を提供することである。また、枠付きの扉部材を簡易につくるための方法を提供することである。
【解決手段】転写箔と透明熱可塑性樹脂フィルムとを、該透明熱可塑性樹脂フィルムの一方の表面において押出ラミネートする工程と、前記透明熱可塑性樹脂フィルムの他方の表面に、スクリーン印刷により、二種以上の異なる模様を印刷し熱可塑性樹脂化粧シートを製造する工程と、略矩形立体形状をなす木質基材の表面部および木口部を前記熱可塑性樹脂化粧シートによって被覆する三次元ラミネート工程と、から少なくとも構成されていることを特徴とする扉部材の製造方法である。
(もっと読む)
難燃性木質ボードおよびその製造方法。
【課題】木質破片は、廃棄物として費用がかかるようになり、その処分方法も焼却処分となるため環境への負荷が懸念される。
本発明は、木地質チップを主原料に用いて準不燃性を備えた木質ボードの製造可能を提供する。
【解決手段】木質繊維の特性を有効活用し、無機質繊維状の不燃材料及び熱硬化性樹脂系を混合、添加成形し熱圧にて硬化させる。
(もっと読む)
床暖房用床材及びその製造方法
【課題】含水率の異なる合板と木質繊維板とを使用した場合にも、製造時のみならず使用後の経時変化でも、合板から木質繊維板への湿気の移行の影響がなくてフラットであるとともに、床暖房使用時の熱による熱変形も少ない床暖房用床材A及びその製造方法を得る。
【解決手段】合板基材1上に、厚さが0.01mm以上でかつ0.08mm未満であって30g/m2・24h以下の防湿性能を有する防湿層3と、含水率が7%以下の木質繊維板層5と、30g/m2・24h以下の防湿性能を有する表面化粧層7とをそれぞれ順に積層一体化する。合板基材1の水分が木質繊維板層5に移行するのを防湿層3により遮断し、床材A表面から木質繊維板層5に水分が移行(浸入)するのも防湿性表面化粧層7により遮断する。合板基材1と木質繊維板層5とを積層一体化するときの圧力で生じる防湿層3の防湿欠損や、床暖房時の防湿層3自体の熱膨張を抑制する。
(もっと読む)
機能性繊維成形体の製造方法
【課題】植物性繊維を主材料とする機能性繊維成形体において、簡易な方法によって機能性粉粒体を適度に分散させて含有させ得る機能性繊維成形体の製造方法を提供する。
【解決手段】植物性繊維11を主材料とし、機能性粉粒体13を含有した機能性繊維成形体16を製造する方法であって、前記植物性繊維に、前記機能性粉粒体を散布して、これら植物性繊維及び機能性粉粒体を分散させながら、気流を発生させることで、これらを混合し、その混合した状態で堆積させることで、該機能性粉粒体を内部に分散させて含有させた後、成形して機能性繊維成形体を製造する。
(もっと読む)
積層板の接着加工方法
【課題】積層板の耐熱性及び生産性に優れる、積層板の接着加工方法を提供する。
【解決手段】熱硬化性樹脂化粧板の基材に沿って折り曲げられる箇所から5mmは非反応性ホットメルト接着剤を塗布し、残りの平面部にはポリウレタン反応性ホットメルト接着剤を塗布する。次に基材を重ね合わせ、ピンチローラーで圧締することによって、平貼り体を得る。さらに側面部にポリウレタン反応性ホットメルト接着剤を塗布し、熱硬化性樹脂化粧板をヒーターで加熱しつつピンチローラーで折り曲げて圧締する。裏面部も同様に折り曲げ加工を行い、基材を熱硬化性樹脂化粧板でコの字状に被覆した積層板を得る。
(もっと読む)
構造用集成材
【課題】撓み難く、所要の剪断強度を備える構造用集成材を提供する。
【解決手段】接着一体とされた五層以上の角材状をなす構造用集成材10であって、最も外側に位置する外側層Aaと、当該外側層Aaに隣り合う強化層Abと、前記外側層Aaとの間に当該強化層Abを挟む内側隣接層Acとを備えており、前記強化層Abは並設された複数本の角状材12と強化繊維シート13を備えてなり、この強化繊維シート13が、前記角状材12と外側層Aa又は内側隣接層Acとの間と、互いに隣り合う角状材12、12間とに屈曲されて挟み込まれて前記強化層Abの幅方向の一方端から他方端にわたるように備えられており、前記接着一体とされている各層Aを構成する板状材11及び前記角状材12が繊維の向きをほぼ平行にして構成してある。
(もっと読む)
フィンガージョイントによる木材の接合方法とこれにより接合された木材
【課題】フィンガージョイントされた接合部において接着層が目立つことがなく、一定の強度も確保できる木材の接合方法を提供する。
【解決手段】複数の木片10のフィンガー部11同士を勘合させて接合した状態で、木材20の全体に熱硬化性樹脂30を含浸させた後、接合方向と直交する方向に熱プレスにより圧縮する。熱硬化性樹脂30は、固形分濃度5〜20重量%の熱硬化性樹脂溶液の状態で木材20に含浸され、熱プレスによる圧縮率は、30%以上とする。
(もっと読む)
木材成形品の加工方法
【課題】木材成形品を加工する際にクラックや欠け等が発生しない新規な木材成形品の加工方法を提供する。
【解決手段】木材成形品の素材となる木材を軟化させる木材軟化工程と、この軟化された木材を所定の厚みに圧縮加工する木材圧縮工程Dと、この木材3を切削加工することにより所定形状のブランクを得るブランク製造工程Gと、得られたブランクを軟化させるブランク軟化工程と、軟化されたブランクを圧縮加工して目的形状の木材成形品に成形するブランク圧縮工程と、上記圧縮状態位置を所定温度で所定時間保持する形状保持工程とを含む木材成形品の加工方法。
(もっと読む)
柔細胞を含むクッション材およびその製造方法
【課題】高コストな既存の接着剤使用量を低減しつつ、所望のクッション性能を発現し得るクッション材を提供する。
【解決手段】クッション材の破片2と接着剤4と該接着剤の代替材料3を混合し成形してなるクッション材11であって、前記接着剤の代替材料として竹の柔細胞(とりわけ竹の短繊維に付着した状態の柔細胞)3が使用されていることを特徴とするクッション材11により達成できる。
(もっと読む)
101 - 120 / 346
[ Back to top ]