
Fターム[2G024CA02]の内容
機械部品、その他の構造物又は装置の試験 (9,137) | 測定項目 (1,868) | 長さ、距離 (52)
Fターム[2G024CA02]に分類される特許
21 - 40 / 52
2物体間の間隔を推定するシステムおよび方法
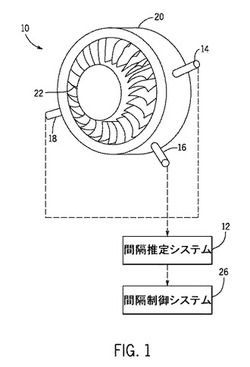
【課題】2物体間の間隔を推定するシステムおよび方法を提供すること。
【解決手段】回転機械(10)内の間隔推定用処理システム(12)は、1つまたは複数のセンサ(14、16、18)と、推定間隔(46)を算出する1つまたは複数のデジタル信号プロセッサ(32、40)とを備えている。処理システム(12)は、リアルタイム間隔推定値を得るための技術、および平均化した間隔推定値を得るための技術を含むことができる。処理システム(12)の態様はまた、回転機械(10)の動作状態によって、リアルタイム間隔推定値および平均化間隔推定値を切り換える方法を含むことができる。
(もっと読む)
歯車の歯面形状の測定装置、測定方法、その方法を実現させるプログラムおよびそのプログラムを記録した記録媒体

【課題】歯車のかみ合い進行方向に沿う歯面形状を高精度に測定できる測定方法を提供する。
【解決手段】歯車のかみ合い進行方向に沿って歯面形状を測定する方法であって、かみ合い進行方向に沿って歯面形状の実測値を測定する工程(S60)と、実測値に以下の式で求められる補正値Ccompを乗じて歯面形状を算出する工程(S70)とを備える。
ただし、CCVは歯形方向の機械精度誤差に対する補正値、CLDは歯すじ方向の機械精度誤差に対する補正値、αは歯形方向とかみ合い進行方向とによって形成される角度、βは歯車の基礎円筒上ねじれ角を表す。
(もっと読む)
鋼構造物のモニタリング方法
【課題】犠牲試験片を鋼構造物の使用期間中に貼付し、当該犠牲試験片の亀裂長さを長期にわたって計測することで、鋼構造物の異常状態を検知することができる鋼構造物のモニタリング方法を提供することを課題とする。
【解決手段】貼付工程1により、対象とする鋼構造物と犠牲試験片4の貼付部位に関する事前調査を実施し、事前調査に基づいて犠牲試験片4の貼付位置を決定し、決定された貼付位置に犠牲試験片4を貼付する。そして、亀裂長計測工程2により、犠牲試験片4の貼付状況を確認し定時に亀裂長さを計測する。そして、検知工程3により、鋼構造物が設置されてからの設置経過年数と犠牲試験片4の亀裂長さとの関係を示すデータから鋼構造物の異常状態を検知する。
(もっと読む)
外側継手部材の測定装置および測定方法
【課題】軸方向位置が相違する部位での内部寸法測定を安定して正確に行うことができ、しかも、作業性に優れる外側継手部材の測定装置および測定方法を提供する。
【解決手段】測定すべき外側継手部材の軸線を鉛直軸線に合わせた状態でそのカップ部2の開口部が上方を向くように支持する。カップ部2に、位置決め用治具11を挿入して、カップ部2の内部底面2aから測定すべき位置までの高さ位置を決定する。位置決め用治具11にて決定した高さ位置でのカップ部2の内部寸法を測定する。
(もっと読む)
歯車形軸継手の使用限界判定方法
【課題】歯車形軸継手を稼動中に開放することなく、内部の歯車の摩耗量を検知し、歯車形軸継手の使用限界の判定を行う
【解決手段】 内歯車5を有する外筒6と、外歯車4を有する内筒3とを備える歯車形軸継手に外筒6に連動して回転する第1反射体11、および、内筒3に連動して回転する第2反射体10を設置し、駆動側軸1bの回転数と同調して発光させた光を第1反射体11および第2反射体10に照射し、反射光から把握される第1反射体11および第2反射体10の相対的な位置関係により歯車の摩耗量を検知し、歯車形軸継手の使用限界を判定する。
(もっと読む)
大型鋳造構造体の内部欠陥診断方法及びこれを利用した大型鋳造構造体の使用寿命延長方法
【課題】疲労亀裂の発生起点となる鋳物内部欠陥の有無を精度よく検出することができる大型鋳造構造体の内部欠陥診断方法と、その診断結果に基づく大型鋳造構造体の使用寿命延長方法を提供する。
【解決手段】大型鋳造構造体の応力集中部位における使用時の発生応力分布をFEM解析により求め、そのFEM解析結果に基づいて、疲労亀裂が進展する可能性のある鋳物内部欠陥の限界寸法を表層からの深さ別に求め、疲労亀裂が進展する可能性のある鋳物内部欠陥の有無を、表層からの深さに応じて異なる探傷法によって検出する。その結果、疲労亀裂が進展する可能性のある鋳物内部欠陥が検出されたときには、切削加工を行なうことにより、使用寿命の延長が可能である。
(もっと読む)
軸受隙間計測装置
【課題】軸受に適合する計測ロードによる軸受の隙間を容易かつ正確に計測することができ、同一の装置でラジアル隙間とアキシャル隙間を計測する。
【解決手段】内輪1と外輪2を有する軸受3の隙間を計測する軸受隙間計測装置。軸受を固定するための支持面11を有する支持本体12と、支持面より垂直に延び、支持面に沿って対称に移動可能であり、内輪1又は外輪2の側面を支持面に平行に保持可能な1対の保持部材14と、外輪2又は内輪1に計測方向のロードFを付加するロード付加装置16と、ロードを検出するロードセル18と、外輪2の計測方向の変位量を検出する変位量センサ20と、ロードセルと変位量センサの検出データを同期して取り込む同期データ検出器22と、ロードが所定の規定ロードに達したときの変位量から計測方向の隙間を演算する隙間演算装置22とを備える。
(もっと読む)
検査対象物の相対位置検査方法及び装置
【課題】長手方向に任意な間隔で公差を有して検査対象物が配設された長尺検査対象体において、前記検査対象物の相対位置を瞬時に検査可能な相対位置検査方法を提供する。
【解決手段】長尺検査対象体に配設された複数個の検査対象物の相対位置検査方法であって、前記検査対象物のうちの一つを支承し基台に固定して基準支承手段とし、この基準支承手段に隣接する検査対象物を夫々支承し、前記基台上に相対移動可能に搭載して可動支承手段とすると共に、これらの可動支承手段に隣接する検査対象物を夫々支承し、前記可動支承手段上に相対移動可能に順次繰り返し積層して搭載し可動支承手段をなす一方、前記可動支承手段の各々に取り付けられた1本の触針が、前記基台及び可動支承手段の各々に取り付けられた電極の何れかに接触することにより、通電してNG信号を出力させる。
(もっと読む)
ハイポイドギヤの歯面形状の測定方法および測定装置
【課題】リングギヤの歯面を正確に測定することができるハイポイドギヤの歯面形状の測定方法を提供する。
【解決手段】ハイポイドギヤの歯面形状測定方法は、リングギヤ20を位置決めする工程と、リングギヤ20とドライブピニオン10とが正規バックラッシで噛み合うようにリングギヤ20を移動させる工程と、その移動量に応じてリングギヤ20の位置を補正してリングギヤ20の形状を測定する工程とを備える。
(もっと読む)
軸受測定装置
【課題】軸受のアキシアル隙間を測定すること。
【解決手段】外輪32を支持する外輪受108と、外輪受108に支持された外輪32に、ばね122の弾性力を荷重として印加するプレッシャリング118と、エアシリンダ126のロッド132に固定されたボビン134と、ボビン134に固定された内輪押し板138と、ボビン134に装着されて、弾性力を内輪押し板138を介して内輪30に付与するばね136と、内輪30上に配置されて、内輪30の浮き上がりに応答して、上方に移動する検出軸142と、検出軸142の移動に伴う浮き上がり量を外輪32のアキシアル隙間として検出する検出器146を備えている。
(もっと読む)
ばね等検査部品の自動測定判別機
【課題】ばね等の検査部品に要求される複数の検査部品の検査を一連の検査の流れで行うと共に、検査の都度不良品はその段階で検査の流れから外し、最終的に良品のみを検査の流れから取り出すことにより、効率よく検査を行うことにある。
【解決手段】ばね等検査部品の複数の検査項目を自動的に測定して良品、不良品を判別するばね等検査部品の自動測定判別機であって、回転盤20と、検査部品供給経路装置14と、検査部品搬出経路装置16と、複数の測定ユニットと、不良品排出装置122とからなり、検査部品供給経路装置14から回転盤20に供給された検査部品をその公転移動中に複数の測定ユニットにより複数の検査項目の測定を行い、不良品は検査の都度、不良品排出装置122により排出し、最終的に良品の検査部品のみ検査部品搬出経路装置16から搬出することを特徴とする。
(もっと読む)
直動転がり案内装置の検査方法及び直動転がり案内装置
【課題】ベルト状転動体セパレータの各転動体収容孔に転動体が組み入れられているか否かを多くの手間や時間を要することなく容易に検査することのできる直動転がり案内装置の検査方法を提供する。
【解決手段】転動体センサ9をスライダ1に設けた状態でスライダ1を一定速度で移動させ、ベルト状転動体セパレータ4Aがスライダ1内の転動体無負荷循環路2を一周する間に転動体センサ9から出力される転動体検出信号のピーク数またはピーク間隔を検出して、ベルト状転動体セパレータ4Aの各転動体収容孔に転動体3が組み入れられているか否かを検査する。
(もっと読む)
すべり軸受の寿命判定方法
【課題】自励振動の有無を検出することにより、すべり軸受に傷などが発生しない状態にて、その寿命を判定し得るすべり軸受の寿命判定方法を提供する。
【解決手段】軸受と回転軸体との隙間をパラメータに含むゾンマーフェルト数と摩擦係数とで表される軸受潤滑指標を用いると共に、この軸受潤滑指標の式に、実験で得られた回転軸体が自励振動を起こす軸受潤滑指標の限界値を代入して限界値での隙間δを求め、或る運転時間の経過後に測定される測定隙間に基づき比摩耗量を求め、この求められた比摩耗量に基づき、軸受の隙間が上記限界値での隙間に至るまでの運転時間h、すなわち余寿命を算出するようにした寿命判定方法である。
(もっと読む)
転動体の移動量の測定装置
【課題】外輪と円筒ころと保持器とを有する転がり軸受用サブアッセンブリにおいて、保持器における円筒ころの移動量を簡単に測定することができる測定装置を提供する。
【解決手段】サブアッセンブリ10の直径方向に伸縮可能である測定本体部1と、この測定本体部1の伸縮方向の両端部にそれぞれ設けられた一対の接触部4,5とを備えている。接触部4,5は、サブアッセンブリ10の中心軸線Cを挟んで対向した位置にある対の円筒ころ13,13をそれぞれ内径側から吸着する。この接触部4,5が円筒ころ13,13を吸着した状態で、当該円筒ころ13,13を径方向へ移動させることによって生じる測定本体部1の伸縮量を、計測部7によって計測する。
(もっと読む)
減肉検知装置、減肉検知方法
【課題】被覆の施された配管であっても、手間と時間がかからずに配管の減肉の有無を判定することができる装置を提供する。
【解決手段】減肉検知装置1は、配管10の内面より所定深さの位置に埋め込まれ、配管10を流れる流体と接触したことを検知する圧力センサ11と、圧力センサ11による検知結果に基づき減肉の有無を判定する減肉判定部20と、を備える。
(もっと読む)
振動又は音波の測定装置、振動又は音波の測定方法、配管の減肉検知方法
【課題】センサが劣化することのなく、手間がかからず測定を行うことのできる被覆の施された配管に生じた振動測定装置を提供する。
【解決手段】振動測定装置1は、被覆11の施された配管10に生じた振動又は音波を測定する装置であって、一端が被覆11より突出し、他端が配管10に取り付けられた振動を伝達する振動伝達部材20と、振動伝達部材20に伝達された振動を測定する振動計21を備える。
(もっと読む)
鉄道車両監視装置
【課題】計測データの変動を車両構成部材における異常によるものと計測条件の相違によるものに分けて、正確に車両構成部材の状況を監視することができるようにしたい。
【解決手段】レール11上を走行する車両10について地上に設置した計測装置1a,1bで車両構成部材100の状況を監視する鉄道車両監視装置であり、計測装置の計測データを記録し、一定量の計測データが蓄積されたところで、それらの計測データについて度数分布を求め、所望の分布領域内の計測データについて平均値を求め、その平均値をもって車両構成部材の計測データとする処理手段4を設けた。
(もっと読む)
スプライン嵌合部品の製造方法
【課題】摺動抵抗力が予め設定された評価規格範囲の値となるスプライン嵌合部品を容易に製造できるスプライン嵌合部品の製造方法を提供する。
【解決手段】摺動抵抗力を評価規定範囲内の値とする予圧量の適正予圧範囲を求め、予圧量を適正予圧範囲内の値とするスプライン部の加工公差幅δを算出する。そして、ボール溝加工後の高精度加工部材6のボール溝Hiを測定してボール溝加工誤差幅δ2を求める。それから、加工公差幅δ及びボール溝加工誤差幅δ2に基づいて、低精度加工部材2のボール溝加工公差幅δ1を算出し、ボール溝加工誤差がボール溝加工公差幅δ1内の値となるように低精度加工部材2にボール溝加工を施す。これにより、スプライン部の予圧量を適正予圧範囲内の値とし、摺動抵抗力を評価規定範囲内の値とするボール溝を低精度加工部材に形成する。
(もっと読む)
歯車の噛合状態評価方法および装置
【課題】実際に歯車を噛合して回転駆動した場合の騒音との相関が高く、定量的な評価が可能な歯車の噛合状態評価方法、および歯車の噛合状態評価装置を提供する。
【解決手段】歯車の噛合状態評価方法は、駆動歯車11の歯面11aの立体形状および被駆動歯車12の歯面12aの立体形状をそれぞれ計測する歯面形状計測工程S100と、駆動歯車11の歯面11aの立体形状および被駆動歯車12の歯面12aの立体形状についてそれぞれ二次元フーリエ変換することによりパワースペクトルを作成するパワースペクトル作成工程S200と、駆動歯車11および被駆動歯車12のそれぞれについてのパワースペクトルの差分を算出することにより差分パワースペクトルを作成する差分パワースペクトル作成工程S300と、差分パワースペクトルに基づいて駆動歯車11および被駆動歯車12の噛合状態を判定する噛合状態判定工程S400と、を具備する。
(もっと読む)
建造物健全性判定システム
【課題】GPSを利用して被測定建造物の健全性を判定することができる建造物健全性判定システムを提供する。
【解決手段】この建造物健全性判定システム10は、ビルの屋上に設置されたGPSアンテナ12A〜12DおよびGPS受信機13と、GPS受信機13がGPS衛星から受信した観測データに基づいてGPSアンテナ12A〜12D間の基線ベクトル15A〜15Eを算出するコンピュータ14とを備えている。コンピュータ14は、基線ベクトル15A〜15Eによって画成された基準三角形と実測三角形との比較要素の相違点を用いてビルの残留変形を測定する。
(もっと読む)
21 - 40 / 52
[ Back to top ]