
Fターム[2G024FA02]の内容
機械部品、その他の構造物又は装置の試験 (9,137) | 判定、結果の表示 (1,375) | 測定値の処理、分析 (1,137) | 測定値の大きさによるもの (333)
Fターム[2G024FA02]に分類される特許
221 - 240 / 333
金型寿命判断装置及び金型寿命判断方法
【課題】歯車の各歯底部に現出した余肉部の進展状況を速やかに定量的に算出して、金型の寿命を判断することのできる金型寿命判断装置及び金型寿命判断方法を提供する。
【解決手段】本金型寿命判断装置1は、かさ歯車60を支持する支持具2と、該支持具2に支持されたかさ歯車60の歯底部に対向して接触・離間可能に進退運動する測定子3と、該測定子3の先端を歯底部に押し当てた際の測定子3の先端の位置を測定するダイヤルゲージ4とを具備している。これにより、2回目以降に成形されたかさ歯車60の各歯底部の高さ方向の変位量、すなわち、各歯底部に現出した余肉部の進展状況を速やかに定量的に算出でき、この算出結果に基いて、金型の各歯先部の摩耗量の増加を把握して、その寿命を判断することができる。
(もっと読む)
異常検出装置

【課題】コンパクト化や軽量化を追求することができ、また、外部振動や周囲環境温度等の外的条件への耐性を高めることができて、移動設備に搭載された転動部材の異常検出に好適な異常検出装置を提供すること。
【解決手段】移動体の転動部材の転動動作時の物理量を検出する物理量検出素子のみを有するセンサユニットを設ける。センサユニットは、前記物理量検出素子の出力信号に所定の処理を施す信号処理回路とは、別体とされ、前記転動部材の機構部品に取り付けられる。
(もっと読む)
ギヤの衝撃試験機
【課題】 歯車の噛合部に、回転時のような接線方向の剪断荷重を作用させて試験できるギヤの衝撃試験機を提供すること。
【解決手段】 試験機本体1に、鋼球Bの落下方向の移動を許容されて取付けられた移動板9と、移動を禁止されて取付けられた固定板3と、移動板9,10に取付けられ、これと一体行動するラック5,6と、ラック5,6に噛合して、固定板3に回転可能に取付けられたピニオンギヤ4とから構成した試験体Tを設けた。
(もっと読む)
車輪用軸受装置の検査装置および検査方法
【課題】組立工程後において転動体不足を検出できて、不良品を車両に搭載することがなくなって、車両の走行安定性を確保できる車輪用軸受装置の検査装置及び検査方法を提供する。
【解決手段】外径方向に延びるフランジ4を有するハブ輪1と、ハブ輪1に外嵌される軸受構造部2とを備えた車輪用軸受装置の検査装置及び検査方法である。ハブ輪1と軸受構造部2とを組立てた状態の回転中におけるハブ輪1の振れを測定手段32にて測定する。測定手段32の測定値に基づいて軸受構造部2の転動体5の公転周期の振幅を周波数分析手段33にて求める。周波数分析手段33にて求めた振幅が設定基準値を越えたものを不良品とする。
(もっと読む)
疲労センサおよび疲労損傷度推定方法
【課題】 繰返し応力を受ける構造物などを構成する部材に貼付して、それら部材の疲労損傷度を推定することができる疲労センサ、特に、溶接部に限らず各種形状の部材について疲労評価ができる疲労センサ及びその使用方法を提供する。
構造物、特に橋梁について、非熟練者であってもその耐用期間を正確に推定して、この推定に基づいて的確な保全を実施できる疲労寿命診断方法を提供する。
【解決手段】 中央部を横断して端部より薄く形成された疲労検出部3を有しこの疲労検出部に先端が亀裂の始点となるスリット5を設けた破断片1と、この破断片の両端部を固定する箔状の基板2を備えて、被検体表面に貼付して破断あるいは亀裂進展度を検知する疲労センサにおいて、疲労検出部3が亀裂進展度合いに従って選択された厚さを持ち、スリット5の先端形状が亀裂発生期間に従って選択された曲率を有するようにした。
(もっと読む)
放熱器の内部詰まり検査装置、それを利用したスラッジ除去方法
【課題】非検査物に過大な圧力を加えることなく詰まり検査をする。
【解決手段】 放熱器などの被検査物に対して過大な圧力の加えることを抜き穴で防止しながら、圧縮空気を通過させて、放熱器の詰まった部分の上流側に発生する圧力を測定しつつ、放熱器の排出出口を指なので塞ぎ、上流側の圧力変化を負圧または正圧で感知し該圧力の変化手前の排出口塞ぎ面積を知り、該塞ぎ面積で放熱器内部コア上流側と下流側の流路のおおよその詰まり具合を検査する。
(もっと読む)
スプライン嵌合部品の製造方法
【課題】摺動抵抗力が予め設定された評価規格範囲の値となるスプライン嵌合部品を容易に製造できるスプライン嵌合部品の製造方法を提供する。
【解決手段】摺動抵抗力を評価規定範囲内の値とする予圧量の適正予圧範囲を求め、予圧量を適正予圧範囲内の値とするスプライン部の加工公差幅δを算出する。そして、ボール溝加工後の高精度加工部材6のボール溝Hiを測定してボール溝加工誤差幅δ2を求める。それから、加工公差幅δ及びボール溝加工誤差幅δ2に基づいて、低精度加工部材2のボール溝加工公差幅δ1を算出し、ボール溝加工誤差がボール溝加工公差幅δ1内の値となるように低精度加工部材2にボール溝加工を施す。これにより、スプライン部の予圧量を適正予圧範囲内の値とし、摺動抵抗力を評価規定範囲内の値とするボール溝を低精度加工部材に形成する。
(もっと読む)
転がり軸受及びその製造方法、並びに転がり軸受の製造方法を評価する方法
【課題】長期に渡って高い静粛性が維持され、より簡便な検査手法でかかる静粛性が得られるか否かの確認ができる軸受を提供することを課題とする。
【解決手段】本発明は、表面に存在する微細な鉄粒子が、単位表面積(mm2)あたり700ng以下であることを特徴とする転がり軸受を提供するものである。本発明に係る転がり軸受は、例えば、転がり軸受の構成部材を組み立てる前に適宜超音波洗浄を行うことにより得ることができる。
(もっと読む)
工場、プラント等における生産設備機器等の運転状態監視システム
【課題】 聴音による診断を容易かつ効率的に実行できるようにした監視診断システムを提供することを課題としている。
【解決手段】 生産設備機器等の回転部に設けた振動検出センサーと、該センサーの出力データから診断用データを生成する第2処理回路と、指定したゾーン毎にまとめて伝送データを生成するデータ処理回路と、前記伝送データをネットワークの条件に適合したデータに変換する変換回路と、各ゾーンと中央監視室を結ぶネットワークと、該ネットワークから伝送データを受信する受信装置と、中央監視室内に設置された監視診断装置とを具備し、該診断装置は少なくとも、前記センサーの振動波の聴音による診断を可能にする聴音発生装置を備えたことを特徴としている。
(もっと読む)
主軸支持装置
【課題】転がり軸受3、3の潤滑状態が不良である事を、これら各転がり軸受3、3に損傷が発生する以前に判定自在とする。
【解決手段】導電性セラミック製の転動体6、6を組み込んだ上記各転がり軸受3、3の外輪4と内輪5との間の電位差を求める。この電位差は、潤滑状態の良否により変化するので、この電位差を表す信号を制御器15に入力すれば、上記課題を解決できる。
(もっと読む)
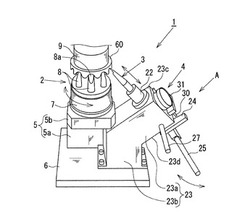
軸受検査方法及びモータの製造方法
【課題】接触式ながらモータへの負荷が少なく、簡易かつ正確に流体軸受モータの浮上回転数を検査できる軸受検査方法、及び、当該軸受検査方法による浮上回転数検査を有するモータの製造方法を提供する
【解決手段】流体軸受モータの回転子に固定された回転電極21と固定電極23との間に導電性液状物質22を介在させることで、固定電極23からの回転子への負荷による、モータ回転数の減少やモータの回転停止は発生せず、正確にモータの浮上回転数の検査を行うことが可能となる。また、流体軸受モータ検査工程の浮上回転数検査で、正確にモータの浮上回転数の検査を行うことができるため、最適な合格判定基準値を用い信頼性の高い浮上回転数の検査を行うことができる。
(もっと読む)
吊橋等のハンガーロープ端末部近傍の腐食度評価方法および装置
【目的】最も腐食しやすいと考えられるハンガーロープの下部端末部近傍の腐食度を評価できる方法および装置を提供する。
【構成】ハンガーロープの下端末部が吊橋の桁部材の支圧部分の孔を通り,その下側でソケットを付けることにより定着されている。ハンガーロープの支圧部分より上方の部分を巻回するように主励磁コイルを配置し,支圧部分の下方にあるソケットを巻回するように補助励磁コイルを配置し,これらの励磁コイルとによってハンガーロープを同方向に磁化し,上記両励磁コイルによる磁化によってハンガーロープ内を通る磁束量を,支圧部分よりも上方に配置したサーチコイルによって測定するとともに,サーチコイルによる磁束量測定位置とほぼ同じ高さ位置においてハンガーロープのまわりの磁界の強さを測定し,少なくとも測定により得られた磁束量と磁界の強さに基づいて,ハンガーロープの腐食の程度を表わす信号を生成する。
(もっと読む)
劣化診断システム及び劣化診断方法
【課題】機械の劣化の原因となる事象または劣化によって発生する現象の頻度を管理することにより劣化の程度を判断し、効率的なメンテナンスを行うための支援とすることが出来る様な劣化診断システム及び劣化診断方法の提供。
【解決手段】劣化診断のパラメータである管理値y´(t)は指数重み付き移動平均(EWMA)管理値であり、管理値y´(t)=(1−λ)y´(t−1)+λf(t)なる式で求められ、ここで、f(t)は事象発生時にf(t)=1、非発生時にf(t)=0となる様に定義されている二値関数であり、λは非常に小さな数字(例えば10−6)であり、演算した管理値y´(t)を閾値と比較することにより劣化の程度を診断する。
(もっと読む)
スラスト受け機構評価装置
【課題】実機に近い状態で、精度よく、かつ、効率的にスラスト受け機構を評価することができるスラスト受け機構評価装置を提供する。
【解決手段】スラスト受け機構評価装置21は、第一および第二の固定部材24、25と、先端に第一および第二の固定部材24、25の間に配置される偏心部30を有する駆動軸22と、偏心部30に装着され、第一および第二の固定部材24、25の間に設けられ、径方向に延びる突部45を含み、第一および第二の固定部材24、25に対して偏心回転運動を行う偏心用軸受23と、第一および第二のスラスト受け機構11a、11bにスラスト荷重を負荷するスラスト荷重負荷手段26とを備える。第一のスラスト受け機構11aは、第一の固定軌道輪を第一の固定部材24に装着して配置される。
(もっと読む)
高温プラント機器の余寿命診断システム及びこの余寿命診断システムを用いた余寿命診断方法
【課題】瞬時又は短時間的に余寿命を推定する高温プラント機器の余寿命診断システム及び高温プラント機器の余寿命診断方法を提供する。
【解決手段】余寿命診断システム30は、自社・他社プラント設備情報データベース32と、計測対象部位を計測する計測手段と、計測手段にて計測される計測データをインターネット14を介して送信する計測データ送信手段38と、計測対象部位の表面形状を観察する観察手段と、計測対象部位の内部の欠陥や不均一構造を検査する非破壊検査手段と、観察手段にて観察される観察データ及び非破壊検査手段にて検査される検査データを格納するための観察結果用データベース48と、予備診断用サーバ50と、余寿命診断用サーバ52とを備える。
(もっと読む)
ラジアル転がり軸受の試験方法
【課題】実際に使用するラジアルニードル軸受6、6を運転しつつ、スミアリングの発生状況を検査できる試験方法を実現する。
【解決手段】上記ラジアルニードル軸受6、6を、第一の駆動軸8を中心として回転するキャリア11を構成する遊星軸1、1の回りに配置する。この第一の駆動軸8によりこのキャリア11を回転させて、上記各ラジアルニードル軸受6、6に、各遊星歯車2、2に加わる遠心力に見合うラジアル荷重を負荷する。同時に、第二の駆動軸9により太陽歯車18を回転させて、上記各遊星軸1、1の周囲に設けた各遊星歯車2、2を回転させる。上記第一の駆動軸8の回転速度により上記ラジアル荷重を適正にして、スミアリングを再現させる。
(もっと読む)
アクチュエータの作動確認検査方法及びアクチュエータ
【課題】検査時に出力カムのカム面の損傷を確実に防止することができるアクチュエータの作動確認検査方法を提供する。
【解決手段】モータの駆動軸によって減速ギヤを介して回転駆動される出力ギヤ23と、この出力ギヤ23と共に回転する出力シャフト24と、この出力シャフト24の径方向に設けられた各出力カム26,26′を備えたアクチュエータを用い、このアクチュエータの各出力カム26,26′に検査用治具50を連結して該各出力カム26,26′の作動を検査するアクチュエータの作動確認検査方法において、一方の出力カム26の一面26aに形成したメイン穴部26cに検査用治具50のメイン軸部52を嵌合させると共に、他方の出力カム26′の一面26aに形成したサブ穴部26dに検査用治具50のサブ軸部53を嵌合させて該各出力カム26,26′の作動確認の検査を行う。
(もっと読む)
建造物診断システム
【課題】外部データを利用することで、閾値等の判定基準値によることなく建造物の異常検知が可能な建造物診断システムを提供する。
【解決手段】診断手段150では、現在値データを所定の閾値あるいは履歴データと比較して正常範囲にあるか否かを判定するのに加えて、前記現在値データが前記正常範囲内にあると判定された場合に、さらに外部データを用いた異常判定を行う。外部データを用いた異常判定では、現在正常範囲にある前記現在値データが今後どのように変化するかを外部データを用いて推定する。この推定では、必要に応じて前記履歴データも使用するようにすることもできる。
(もっと読む)
検査機器
【課題】ワークを検査するときにネジゲージの挿入位置にバラツキが生じるのを回避し、検査精度や作業性を向上する。
【解決手段】ポール14に支持された上部プレート16に治具20が設けられており、保持部18に雌型のネジ部52を有するワーク50が回転しないように保持される。ポール14には、移動プレート24に連結されたスリーブ部材24が摺動可能に設けられており、移動プレート24の上部にホルダー部材32がモータ28によって回転可能に支持されている。ホルダー部材32には、雄型のネジ部38を有するネジゲージ36が支持されている。モータ28でネジゲージ36を規定のトルクで回転させると、ネジゲージ36のネジ部38がワーク50のネジ部52にねじ込まれる。そして、所定値より大きいトルクがかかったときにネジゲージ36の回転が停止され、ネジゲージ36の軸方向のストローク長がエンコーダ42で測定される。
(もっと読む)
船舶用ディーゼル機関の軸受荷重測定装置
【課題】ディーゼル機関の機関主軸受における軸受荷重を精度よく求めることができる軸受荷重測定装置を提供する。
【解決手段】ディーゼル機関1の機関主軸受9の近傍において油圧ジャッキ3によりクランク軸2を上昇させ、次に減圧バルブ8を用いて段階的に下降させ、その間における機関主軸受9の近傍及び隣接する機関主軸受11近傍におけるクランク軸2の変位を、それぞれの場所に設置された変位計4、12により測定して、油圧計7の測定結果とともに解析することにより機関主軸受9の軸受荷重を求める。
(もっと読む)
221 - 240 / 333
[ Back to top ]