
Fターム[3C036AA00]の内容
穴あけ、中ぐり加工 (1,347) | 特定対象、形態の加工 (324)
Fターム[3C036AA00]の下位に属するFターム
プリント基板の加工 (74)
管の加工 (18)
クランクシャフトの加工 (1)
ボタンの加工
貝の加工 (1)
型鋼の加工 (4)
ラインボーリング加工 (10)
基準穴の加工 (6)
深穴加工 (44)
非円形穴の加工 (9)
不断水ドリル加工 (38)
ノズル穴の加工 (2)
傾斜穴の加工 (16)
テーパ穴の加工 (3)
ワーク底面よりの加工 (4)
Fターム[3C036AA00]に分類される特許
21 - 40 / 94
ドリル孔加工時のドリル逃げ防止構造

【課題】第2孔を穿設するドリルが、被加工物の成形時に設けられた第1孔の曲面に沿って逃げるのを防止し、これにより第2孔を真っ直ぐにあける。
【解決手段】鋳物製の被加工物11の成形時に被加工物11の所定方向に延びる第1孔11bとこの第1孔11bに連通し第1孔11bの長手方向に沿う矩形凹溝11fとが被加工物11に設けられ、第1孔11bに一部が重なって所定方向と交差するように第2孔11dが被加工物11にドリル12により穿設される。またドリル12により第2孔11dを穿設してドリル12が第1孔11b内に抜けるときにドリル12の先端が矩形凹溝11fの一方の側面から抜けるように構成される。更にドリル12により第2孔11dを穿設してドリル12が第1孔11b内から被加工物11に突入するときにドリル12の先端が矩形凹溝11fの他方の側面に突入するように構成される。
(もっと読む)
高速機械加工(HSM)によるメタル・マトリックス複合材(MMC)の加工方法
【課題】メタル・マトリックス複合材、いわゆるMMC材の材料から作成された構成部品を、MMC材の工作物またはブランクの高速機械加工いわゆるHSM機械加工によって機械加工して、予め定められた形状を提供する。
【解決手段】HSM機械加工は、切削工具が、特に従来の加工技術を使用する通常の場合と比較して、加工対象の工作物に対して非常に高い速度で作動することによって特徴付けられる。
(もっと読む)
合成樹脂製タンク用孔明け装置

【課題】切り屑等の残留を防止するだけでなく、刃の折損やタンクの変形をも防止して合成樹脂製のタンクに対する円形孔の加工を実行する。
【解決手段】タンク孔明け装置1は、刃物ユニット10と、刃物昇降装置20と、刃物回転装置30と、スクラップ処理装置40と、水平移動装置50と、制御装置60とから構成される。刃物ユニット10の回転軸15は中空パイプによって構成され、その上端がスクラップ処理装置50に接続される。刃物ユニット10は、切り裂き刃11の刃先11aが切削刃12の刃先12aよりも飛び出した関係とされ、切り裂き刃11で材料を切り裂くと密閉した内側で切削刃12による切削で切り抜きを進行させ、負圧によって貫通した後のスクラップを吸着回収し、正圧に切り替えて排出する。
(もっと読む)
配線孔開穿工法及び開穿支持具
【課題】内装板Pの裏がわ位置に配置された配線ボックスQの中心位置を、内装板Pの表がわから簡単に確認して配線孔P1を開穿することができる配線孔開穿工法及び開穿支持具を提供する。
【解決手段】内装板P施工時に開穿支持具1を配線ボックスQの中心部に固定する工程。内装板Pを設置する際に、突起体20の先端に設けられた鋭利な形状の穿孔部21にて内装板Pが突き破られるように内装板Pを押圧設置する工程。内装板Pの表がわに突出した突起体20の先端から該突起体20の内部にホールソーRの回転軸R1の先端部を挿入して該回転軸R1を支持する工程。突起体20に支持されたホールソーRで内装板Pに配線孔P1を穿設する工程。これらの工程からなる配線孔開穿工法。
(もっと読む)
超音波振動加工装置
【課題】超音波振動子に電力を安定して供給し、超音波振動を利用した加工を良好に行うことができる超音波振動加工装置を提供する。
【解決手段】超音波振動加工装置は、ハウジング10、スピンドル20、切削・研削工具1が取り付けられた工具ホルダー30、切削・研削工具1を超音波振動させる超音波振動子40及び超音波振動子40に電力を供給する給電装置50を備えている。給電装置50は、第1対向面61Aが形成された一次側コイル61を有し、スピンドル20より後方で回転軸方向に往復移動可能に設けられ一次側トランス60と、第2対向面71Aが形成された二次側コイル71を有し、スピンドル20の後端部に連結された二次側トランス70と、第1対向面61Aと第2対向面71Aとの隙間を設定間隔に保持する隙間保持機構80とを具備している。給電装置50は電磁誘導により一次側トランス60から二次側トランス70に電力を供給可能である。
(もっと読む)
超音波振動加工装置及びその工具ホルダー用放熱部材
【課題】メンテナンス及び部品交換を容易にすることができる超音波振動加工装置を提供する。
【解決手段】超音波振動加工装置は、ハウジング10と、スピンドル20と、切削・研削工具1が取り付けられた工具ホルダー30と、切削・研削工具1を超音波振動させる超音波振動子40と、超音波振動子に電力を供給する給電装置50とを備えている。スピンドル20は空洞部21A、22Aを有している。工具ホルダー30は、チャック部31と、ホーン部32と、外縁部がスピンドル20に連結されたフランジ部33とを有している。超音波振動子40は、ホーン部32の後端面に直接的に接続されている。フランジ部33より後方側に延びたホーン部32の後端部32Bと超音波振動子40とは、スピンドル20の先端側から空胴部21A、22A内に挿入可能な外形状に形成され、スピンドル20の先端側へ引出し可能に空洞部21A、22A内に挿入されている。
(もっと読む)
ガラス板の製造装置とその製造方法
【課題】ガラス板の穿孔工程において、ガラス板端面の開口部にチッピング等の微細なカケが残る事態を可及的に防止して、貫通孔を精度よく形成する。
【解決手段】ガラス板3の下端面の側から切削を伴い先行ドリル1を厚み方向に侵入させて有底孔31を形成した後に先行ドリル1を後退させ、然る後、ガラス板3の上端面の側から切削を伴い後行ドリル2を先行ドリル1と同軸に侵入させることでガラス板3に貫通孔34を形成する。少なくとも一方のドリル1に、軸方向に沿って一定の外径寸法を有する胴部11と、胴部11のドリル基端側に位置し胴部11よりも外径寸法の小さい小径部12と、胴部11と小径部12とをつなぐつなぎ部13とを備え、一方のドリル1の先端から少なくともつなぎ部13の胴部11側までの部分に切削能力を持たせたものを穿孔工程に使用すると共に、一方のドリル1を最も奥深くまで侵入させた状態では、つなぎ部13がガラス板3の厚み方向内側にまで達するようにした。
(もっと読む)
保持治具の製造方法
【課題】小型部品が円滑に移動可能な保持孔が形成された弾性部材を備えて成る保持治具の製造方法を提供すること。
【解決手段】支持孔11が形成された補強部材5と、保持孔15が形成された弾性部材6とを備え、保持孔15が支持孔11の内部を通るように補強部材5が弾性部材6に埋設されて成る保持治具1の製造方法であって、補強部材5を埋設するように成形された弾性体7の一方の表面7aから他方の表面7bに向かう第1の有底穴21を弾性体7に形成する工程と、前記表面7bから前記表面7aに向かう第2の有底穴22を弾性体7に形成する工程と、第1の有底穴21及び第2の有底穴22を形成する穴加工工具8よりも外径が大きな穴加工工具9を用いて第1の有底穴21と第2の有底穴22とを貫通させる工程とを有することを特徴とする保持治具1の製造方法。
(もっと読む)
ピストンにピンホールを形成する方法およびそのための穿孔システム
ピストンピンホール穿孔システムおよびこれを用いてピンホールを形成する方法は、ピストンを、スライド部材によって支持された固定具に固定することを含む。次に、切削部材を第1の軸を中心として回転させ、上に固定具を載せた状態でスライド部材を第1の軸に沿って切削部材に向けて移動させ、ピストンを切削部材と切削接触させる。さらに、固定具を、各々第1の軸と交差して延びる第2の軸および第3の軸に沿って移動させ、ピストンに、ピンホールの所望の輪郭を、切削部材を用いて機械加工によって形成する。 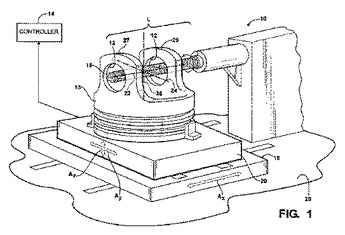 (もっと読む)
(もっと読む)
溶射前処理方法及び溶射前処理装置
【課題】溶射皮膜が形成される部材の表面に形成される酸化皮膜による溶射皮膜の密着力低下を抑制する。
【解決手段】ボーリング用カッタボディ5を、円形の孔3内に挿入して回転させつつ軸方向に移動させることで、先端外周部に設けたバイト13によりねじ状の谷部15を形成するとともに、谷部15の形成により発生する山部の先端を破断した破断面19を形成する。これと同時に、バイト13に対し、ボーリング用カッタボディ5の回転方向前方に設けてあるノズル9から酸化皮膜除去剤11を吐出して円形の孔3の加工表面に付着させる。酸化皮膜除去剤11は、その後の溶射皮膜形成時の熱によって、水分が気化するとともに残留するフラックス成分が活性化し、加工表面の酸化皮膜を溶解して除去し、かつ新たな酸化皮膜の生成を抑制する。
(もっと読む)
ガラス板の孔開け方法及びその装置
【課題】 ガラス板に撓みを生じさせずに精確に孔開けすることができ、簡単な構成にして製造コストを低く抑えることができると共に整備作業をも容易に行い得、ガラス板の孔開けを短時間で行うことのできるガラス板の孔開け方法及びその装置を提供すること。
【解決手段】 ガラス板の孔開け装置1は、ガラス板2の部位P1及びP2に貫通孔3を形成する孔形成ヘッド4と、孔形成ヘッド4により貫通孔3を形成すべきガラス板2の部位P1及びP2の近傍を同時的に支持する広さを有する支持面5を具備する支持台9と、孔形成ヘッド4による貫通孔3の形成が行える位置にガラス板の部位P2を配すべく、支持面5を孔形成ヘッド4に対してR方向に回転させる回転手段6とを具備している。
(もっと読む)
粗面化加工方法
【課題】 粗面加工用工具の高寿命化を図るとともに、粗面化する加工面を均一化する。
【解決手段】 シリンダボア部5に対し、その軸線方向に切削工具3を送りつつ回転させて、シリンダボア内面7をねじ状に切削加工して粗面化する。このとき、粗面化加工に使用する粗面加工用工具13を、粗面化加工の前加工に使用するファインボーリング用工具11とともに同一の工具本体9に保持させ、この工具本体9の一方向の移動によって、ファインボーリング用工具11によるファインボーリング加工に追随するようにして粗面加工用工具13による粗面化加工を行う。
(もっと読む)
木材の穿孔方法
【課題】木材へ多数の深い細孔を穿設する場合に、直径の小さなドリルが欠損し難く、効率良く穿孔できる木材の穿孔方法を提供する。
【解決手段】木材内部の透過性を向上させるために、ドリルを用いて木材に多数の細孔を穿設する木材の穿孔方法であって、ドリルの直径を1.0〜2.5mmとし、ドリルの突出長さHを、穿孔深さhとドリル直径dとに対してah(4√d)・・・(1)
の関係式によって定め、式(1)における係数aを1.20以上とすることを特徴とする。複数ある各ドリル21は個々独立して昇降可能であり、木材1に抜け節3があることが抜け節検知手段28によって検知されると、該検知信号に基づいて、NC制御手段が抜け節3に対応するドリル21のみを下降させないように制御する。
(もっと読む)
機構部品における微細孔の加工方法
【課題】前加工として下穴加工と、仕上げ加工を組み合わせ実行する加工法を採用にした、機構部品における微細孔の加工方法を提供する。
【解決手段】微細孔18を形成すべき部位に、形成方向をガイドすべき下穴Phの加工を、予め、ウォータジェットレーザ加工装置1によって施し、下穴加工に沿ってドリル加工などの仕上げ加工を施すようにした。
(もっと読む)
動弁系ホルダの軸孔加工方法
【課題】本発明は、複数のホルダに、高い精度で、複数のシャフト部材を挿通させるための複数の軸孔を加工させることができる軸孔加工方法を提供する。
【解決手段】本発明の軸孔加工方法は、シリンダヘッドに搭載される一基分の数量のホルダ1a〜1eを、各軸孔30,32,34の被加工位置が連なるようシリンダヘッドに搭載されるときの所定ピッチより短い間隔で並べた後、同並べて集約したホルダ群の側方から切削工具40a〜40cを進めて、ホルダ群をなす各ホルダの被加工位置を順次突き通すように切削加工することとした。これにより、ホルダを突き通す際の切削工具の振れは抑えられる。
(もっと読む)
据えぐり加工機のアタッチメントクランプ装置
【課題】アタッチメントを交換するときのアンクランプ、クランプ動作を自動化できるようにした据えぐり加工機のアタッチメントクランプ装置を提供する。
【解決手段】据えぐり加工機の主軸24の外周面に形成された雄ねじ部155に螺合する雌ねじ部156を有し、主軸24の回転を上下動に転換してアタッチメント20の本体80を主軸24に着脱可能に固定するノーズナット152と、ノーズナット152を回転可能または回転不能に選択的に切り換える回り止め装置154とからアタッチメントクランプ装置を構成する。
(もっと読む)
据えぐり加工装置
【課題】アタッチメントの切込軸と送り軸の2軸の駆動を、固定された主軸台の方から中空2重の伝動機構により伝動することにより、2軸とも信頼性の高いNC化を図った据えぐり加工装置を提供する。
【解決手段】工具の送り軸と、工具をワークに切り込ませる切込軸と、前記送り軸と切込軸にそれぞれ動力を伝動する平行伝動軸と、を有するアタッチメント20を用い、アタッチメントが取り付けられる主軸24の主軸台には、主軸24を駆動するサーボモータを有する主軸回転駆動機構と、アタッチメントの切込軸駆動用サーボモータを有する切込軸駆動機構と、前記アタッチメントの送り軸駆動用サーボモータを有する送り軸駆動機構と、を設け、主軸24には、内側伝動軸42と、中空伝動軸44とからなる二重伝動軸を設け、この二重伝動軸とアタッチメント間でクラッチを介して伝動接続をする。
(もっと読む)
携帯用工具
【課題】
歯車が損傷する事が少ない簡単な構成で安価に電動工具を提供すること
【解決手段】
上記の課題は、モータと、前記モータにより回転するピニオンと、前記ピニオンと噛合するハスバ歯車と、前記ハスバ歯車に接続され、所定の作業を行う先端工具と、を有する電動工具であって、前記ハスバ歯車は、回転軸を有しており、前記ハスバ歯車は、前記回転軸の軸方向に移動可能に設けられており、前記回転軸には、前記ハスバ歯車を前記軸方向に付勢する付勢手段が設けられていることにより解決することができる。
(もっと読む)
シリコン基板の製造方法
【課題】シリコン基板に貫通電極用の貫通穴を形成する場合、ドライエッチング法やレーザ法のような装置が高価で生産性の低い貫通穴形成技術を使う必要があった。これらに代替する簡便で生産性の高い貫通穴形成技術の開発を課題とした。
【解決手段】シリコン基板を局所冷却しつつドリルにて貫通穴もしくは非貫通穴を形成するシリコン基板の製造方法であって前記ドリルの回転数が8、000rpmから50、000rpmの範囲であることを特徴とするシリコン基板の製造方法である。
(もっと読む)
仮鋲を用いた穿孔加工方法
【課題】 作業者による作業工数の増大および穿孔加工装置の負荷の増大を防止するとともに仮鋲のドリルアウトに伴う不具合をなくし、生産効率の低下を防止することのできる仮鋲を用いた穿孔加工方法およびその装置を提供する。
【解決手段】 マーク部を有する頭部を引き抜くことによって本鋲と略同一径を有し、ワークから離脱可能に構成される仮鋲を用い、相互に接合されるべき複数の部材が位置決めして積重された状態のワークに対し、予め定める複数の打鋲位置を穿孔して複数の第1下孔を形成する第1工程と、第1工程で形成された複数の第1下孔に仮鋲を打設して、各部材を仮止めする第2工程と、第2工程で仮止めされたワークを撮像して得られた画像から予め定める複数の本鋲打設位置を算出し、算出された各位置を穿孔して、本鋲を挿入するための第2下孔を形成する第3工程とを含む仮鋲を用いた穿孔加工方法である。
(もっと読む)
21 - 40 / 94
[ Back to top ]