
Fターム[3C037BB00]の内容
穴あけ工具 (3,056) | 刃先位置、形状、構造 (620)
Fターム[3C037BB00]の下位に属するFターム
切刃先端角度 (71)
先端切刃なし(コアドリル等除く) (4)
切刃が曲線 (22)
ニック付切刃(切粉分断用) (17)
すくい面部の特徴 (61)
逃げ面部の特徴 (55)
シンニング (41)
切刃取付部 (208)
Fターム[3C037BB00]に分類される特許
21 - 40 / 141
穴明け工具
【課題】環境性及びコスト性に秀れた極めて実用的な穴明け工具の提供。
【解決手段】工具本体の外周に工具先端から基端側に向かう螺旋状の切り屑排出溝が一若しくは複数形成された刃部2を有するボデー部1と、基端側に前記刃部2より径大なシャンク本体15を有するシャンク部3とから成り、前記刃部2は炭化タングステン及びコバルトを主成分とする超硬合金部材、一方、前記シャンク部3はステンレス鋼部材で形成されており、また、この超硬合金部材及びステンレス鋼部材は溶接接合され、前記刃部2と前記シャンク本体15との間には、その途中部の外径が前記刃部2より大きく且つ前記シャンク本体15より小さいステップ部4が設けられた穴明け工具であって、前記ステップ部4の外径は基端側ほど段階的若しくは連続的に径大となるように設定する。
(もっと読む)
スローアウェイ式ドリル

【課題】ボディにガイド部を形成しても連結部への切粉の溜まりを効果的に防止して、良好な加工精度を維持する。
【解決手段】スローアウェイ式ドリル1は、周面に切粉排出溝6,6を形成したボディ2の先端に、インサート3を着脱可能に連結する一方、ボディ2におけるインサート3の連結部4より後方部位に、インサート3のドリル径Dと同径のガイド部5を備えて、ガイド部5のランド面7,7に、連結部4の切粉を切粉排出溝6,6に導く切欠部8,8を、連結部4と軸心及び径を同じくする曲面状に凹設している。
(もっと読む)
ドリルビット
ドリル
【課題】高張力鋼板に対して、従来よりも多数の切削加工を連続して行えるドリルを提供する。
【解決手段】本発明のドリル1は、すくい面4が形成されて軸線O周りに回転される略円柱型のドリル本体を2有し、このドリル本体2の先端の逃げ面6から突出してチゼル7が設けられている。すくい面4及び逃げ面6により形成される切刃5と、この切刃5に連なってすくい面4及びチゼル7により形成されるチゼル切刃7bとのなす角であるチゼル根元角θが151.6度よりも大きく形成されている。また、チゼル根元長Wが5.0[mm]以下に形成されている。
(もっと読む)
ドリル
【課題】剛性が高く、切屑の排出性が高いドリルを提供することを課題とする。
【解決手段】ドリル1は、軸回りに回転可能な軸部20と、軸部20に螺旋状に延在し、軸部20の回転軸に対して180°回転位置に配置される一対のフルート部21a、21bと、軸部20の先端に配置されるチゼル部22と、チゼル部22に敷設される一対の内刃23a、23bと、各々、内刃23a、23bの径方向外端に連なり、フルート部21a、21bの回転方向を向く端面210a、210bに沿って延在する一対の外刃24a、24bと、を備える。ドリル1は、内刃23a、23bおよび外刃24a、24bを垂直方向から見た場合の切刃直視比(L1/L2)が0.50以上0.60以下であり、チゼル角θ1が145°以上149°以下であることを特徴とする。
(もっと読む)
シールされたマージンを有する回転式切削工具およびこれを製造する方法
回転式切削工具(10)は、第1の端部(12)と、第2の端部(14)と、その間の長手方向の軸線(16)とを有する略円筒状の本体を含む。取付部(18)が第1の端部(12)の周りに配置され、外径(D)を有する頭部(20)が第2の端部(14)の周りに配置され、頭部(20)よりも小さい外径(d)を有する本体逃げ部(22)がその間に配置される。頭部(20)は工作物に係合し切削するように構成される。複数の溝(24)が略円筒状の本体の第2の端部(14)から頭部(20)に沿って、かつ本体逃げ部(22)の少なくとも一部に沿って延在する。頭部(20)は複数のマージン逃げ面(30)を含み、そのそれぞれが隣接する溝(24)間に配置され、頭部(20)の外径(D)から距離(t)で内側に設けられ、略円筒状の本体の第2の端部(14)から延在し、頭部(20)内のマージンシール(32)において終端する。  (もっと読む)
(もっと読む)
鑞付けドリル
【課題】ドリル本体の先端に硬質チップを鑞付けして取付け、切れ刃の径方向外端側をその硬質チップで形成した鑞付けドリルは、硬質チップのドリル内径側先端コーナ部のエッジが欠け易いのでその問題を解決することを課題としている。
【解決手段】ドリル本体2に設ける切屑排出溝5の先端コーナ部にチップ座6を形成し、硬質チップ3を、そのチップのドリル内径側側面3fのチップ座の座側面6bに対する接合部が、ドリルの軸心に対してドリル本体の先端側で前記軸心からの離反量が大きくなる方向に傾斜させてチップ座6に鑞付けして取付けた。
(もっと読む)
切削工具
【課題】工具寿命を向上するとともに、チップブレーカによって切屑を良好に切断することが可能な切削工具を提供することを課題とする。
【解決手段】ワーク2を切削する切削刃21と、切削刃21に連続し、ワーク2の切削により発生する切屑3をすくい取るすくい面22と、すくい面22に連続して設けられ、すくい面22によってすくい取られる切屑3を切断する壁面23aを含むチップブレーカ23と、を具備する切削工具(ドリル1)であって、すくい面のすくい角αを、ドリル1の回転軸芯Cに対して負角に設定し、かつ、チップブレーカ23の壁面23aのせん断角βを、ドリル1の回転軸芯Cの垂線Bに対して負角に設定する。
(もっと読む)
穴あけ工具のための複数切刃交換可能切削板(multiplexexchangeablecuttingplate)
本発明は、特に用途の広い穴あけ工具で使用するように設計され、これに適した複数切刃交換可能切削板(multiplex exchangeable cutting plate)(1)に関する。本発明はさらに、交換可能切削板を装着したときに特に効果的に動作させることのできる穴あけ工具(12)に関する。複数切刃交換可能切削板(1)は、相互に平面平行で、板軸(2)に垂直であり、実質的に三角形の外形を有する2つの端面(3)を有する。2つの端面(3)の各稜線において、主切刃(6)が形成され、これは実質的に稜線の長さ全体にわたって延びる。さらに、複数切刃交換可能切削板(1)は、板軸(2)の周囲での120°の回転に関して回転対称であり、板軸(2)に対して横方向の180°の回転に関して回転対称である設計を有する。穴あけ工具(12)は、切削板(1)のための第一の受容部(18a)を有する。第一の受容部(18a)には、切削板(1)の端面(3)の1つと接触するための、実質的に三角形の主要接触面(19)が設けられている。これに加えて、主要接触面(19)は、工具軸(14)に対して90°〜約60°の角度の向きに配置され、3つの稜線の1つの領域において、直接的に工具外周(24)まで延びる。  (もっと読む)
(もっと読む)
ツイストドリル
ツイストドリル(12)は、切削部分(10)およびドリルボディー(14)を含む。切削部分(10)は、チゼルエッジ(28)、セグメントレリーフ面(22)、面取りレリーフ面(24)およびドリルボディー(14)まで長手方向に延びる少なくとも2つの丸溝(20)を有する。各丸溝(20)は、すくい角面(34)およびチゼルエッジ(28)から離れて延びる深溝(36)を有する。切削部分(10)は、少なくとも2つの切削セグメント(18)をさらに有し、各切削セグメント(18)は、第1の曲線状切削エッジ(38)、第2の曲線状切削エッジ(40)、および面取り切削エッジ(42)を有する。  (もっと読む)
(もっと読む)
位置決め手段を有する刃先交換可能な多刃インサート及びそれを用いる材料除去工具
刃先交換可能な切削インサート(20)は少なくとも2つの側面(28)を含み、それぞれがインサート(20)の刃先交換可能な切れ刃(30)を画定し、少なくとも2つの切削歯(40,42)が各刃先交換可能な切れ刃(30)上にある。切削インサート(20)は上面(102)のある平面及び/又は下面(110)のある平面に位置決め手段(112)を含む。材料除去工具に装着されると、位置決め手段(112)は材料除去工具の作用面(502)上の受容部(524)と協同して切削インサート(20)の自由度を拘束する。さらに、装着された切削インサート(410,410’)は、それぞれ、切削歯の径方向切れ刃(402,406,402’,406’)を材料除去工具の回転軸に中心がある円(412)の共通の円周上の有効位置に位置決めさせる。装着システムそのもの、並びに材料除去工具でワークピースから材料を除去する方法も開示される。  (もっと読む)
(もっと読む)
穴あけ用ドリル
【課題】穴あけを行いつつ、穴加工を行うことで、工作物に無垢の状態から内周壁面粗さの良好な穴を形成することが可能な穴あけ用ドリルを提供する。
【解決手段】ランドのヒール側に第2副溝を設けて、この第2副溝のドリル回転方向前方側を向く内壁面と前記刃先部の先端逃げ面との交差稜線部に第2副刃を形成し、前記主切刃と前記第2副溝の間に第1副溝を設けて、この第1副溝のドリル回転方向前方側を向く内壁面と前記刃先部の先端逃げ面との交差稜線部に第1副刃を形成し、かつ、前記主切刃の主切刃径方向すくい角θ1を−25°≦θ1≦−5°、前記第1副刃の第1副刃径方向すくい角θ2を0°<θ2≦20°、及び前記第2副刃の第2副刃径方向すくい角θ3を−40°≦θ3<0°の範囲とするのが良い。
(もっと読む)
ドリル
少なくとも一つの正面の主切刃(7、7')と、ドリル(1)の周面(17)の領域内に設けられた少なくとも一つの副切刃(19、19')と、少なくとも一つの副切刃(19、19')の円周側に隣接する少なくとも一つの丸研磨マージン部(29)とを備えた、繊維強化プラスチックを有する被加工物に穴を製造するためのドリル(1)を提供する。ドリル(1)は、丸研磨マージン部(29)が、副切刃(19)の前方領域内の第一の長手区間(31)全体に延びていること、及び第一の長手区間に隣接する第二の長手区間(35)内では、副切刃(19)の円周側に副逃げ面(37)が隣接していることを特色とする。 (もっと読む)
多機能切削工具
本発明は切削工具に関するものであり、より詳細には、旋削加工及びドリリング加工に用いられる多機能切削工具に関するものである。本発明の多機能切削工具は、切削装置に固定されるための平坦面を有するシャンク部と、前記シャンク部の両端部からそれぞれ延長する円筒状の第1切削部及び第2切削部と、切削工具の回転軸方向に前記第1切削部の端部から前記第2切削部の端部まで貫通して直線に延長する冷却ホールとを備える。 (もっと読む)
穿孔工具
本発明は、工具シャンク(3)の長手方向中心軸線(2)に対して直角に延び、これにより1つのドリル主切刃を形成する少なくとも2つの部分的切刃(10)を有し、かつ工具シャンク(3)の方向に凹設されたクリアランス(11)を部分的切刃(10)の間に有する穿孔工具(1)に関する。  (もっと読む)
(もっと読む)
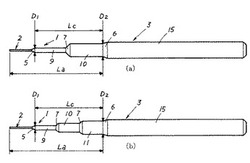
切削ドリル及びプリント配線板の製造方法
【課題】 再研磨により長期に渡り切削が経済的に行い得るアンダーカットタイプの切削ドリルを提供する。
【解決手段】 切削ドリル10は、第1刃先部21の軸方向の長さM1が、再研磨を繰り返し精度の高い切削を行い得る最短長さに至ったときに、第1刃先部21を除去する(図1(C))。これにより、第2刃先部22の先端を露出させ、第2刃先22の軸線方向長さの削りしろの分、切削ドリルの寿命を延ばす、即ち、アンダーカット切削ドリルの寿命を従来技術の倍にすることができる。
(もっと読む)
切削工具、切削工具ホルダ、およびそのための切削インサート
角度αのワークピース角をその中に形成するために、操作中にワークピースから材料を切り出すことができる切刃を備える、切削操作で使用するための切削要素。切刃の部分が、それぞれの接触点AおよびBで切刃部分の内の部分に接して配向される第1の線および第2の線によって区切ることができる少なくとも1つの表示が存在する。線は、その間に、ワークピース角の角度αに相当する切削角度を形成し、頂点Oを有する。点Cでの切刃の部分を交差する切削角度の二等分線の場合、1つの表示の平面に垂直に、頂点Oを通過する線OL上の切刃の部分の点Cの突出部C‘は、線OL上の切刃の部分のそれぞれの点AおよびBの突出部A’および‘とB‘との間に位置する。 (もっと読む)
リップと二次切れ刃との間に負の軸方向すくい角の移行部を有するツイストドリル
ワークピース内に穴を形成するためのドリル(105)は、長手方向軸線(115)に沿って延びる本体(110)と、その本体(110)に沿って延びる少なくとも1つのフルート(120)と、本体(110)の端部(112)から延びるドリル先端(125)とを有する。ドリル先端(125)は、周囲(127)を有し、チゼルエッジ(135)と、周囲(127)から内側に延びる一次切れ刃(145)と、チゼルエッジ(135)から外側に延びる二次切れ刃(150)と、一次切れ刃(145)と二次切れ刃(150)とを接続する三次切れ刃(155)とを備え、三次切れ刃(155)は負の軸方向すくい角(Z)を有する。さらに、このようなドリル先端(125)を製造するための方法が開示される。  (もっと読む)
(もっと読む)
ドリルビット
少なくとも一つ主切刃(3,3')と少なくとも一つの中央切刃(15,15')とを有するドリルビット(1)であって、前記ドリルビット(1)が一つの縦軸(13)を有しており、さらに前記少なくとも一つの主切刃(3,3')及び前記少なくとも一つの中央切刃(15,15')にそれぞれ一つのすくい面(7,7',11,11')が付属するドリルビット(1)が提案される。前記ドリルビット(1)は、前記少なくとも一つの中央切刃(15,15')に付属する前記すくい面(11,11')が、−前記ドリルビット(1)の前記縦軸(13)に対して横向きに見たときに−鈍角を成して相互に交差する少なくとも二つの部分面(19,19';21,21')を有することによって、前記少なくとも一つの中央切刃(15,15')が少なくとも二つの部分切刃(23,23';25,25')から成ることを特色とする。 (もっと読む)
刃先交換式ドリル
【課題】切屑の排出性が高められ、高精度に安定して加工が行える刃先交換式ドリルを提供する。
【解決手段】軸線O回りに回転されるドリル本体と、ドリル本体の先端から突出する切刃15を用いて被削材を切削するインサート10とを備えた刃先交換式ドリルであって、インサート10は少なくとも2つ設けられるとともに、軸線Oに対する径方向の内周側と外周側とに夫々配置され、これらのインサート10の切刃15の軸線O回りにおける回転軌跡同士が互いに交差させられ、この回転軌跡同士の交点から内周側に延びて内周側インサート10Aの切刃15が被削材を切削する切刃長が、前記交点から外周側に延びる外周側インサート10Bの切刃15における切刃長よりも大きく設定され、内周側のインサート10Aの切刃15は、軸線Oを含みドリル本体を先端側から見て該切刃15に平行な仮想平面SAに対して、回転方向Tの前方側に配置されている。
(もっと読む)
21 - 40 / 141
[ Back to top ]