
Fターム[3C049AA16]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の駆動機構 (318)
Fターム[3C049AA16]の下位に属するFターム
超音波加工用ホーン (43)
Fターム[3C049AA16]に分類される特許
21 - 40 / 275
眼鏡レンズ周縁加工装置
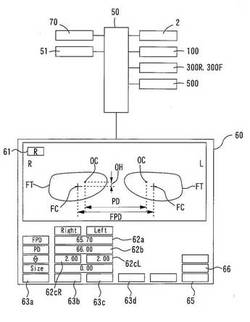
【課題】 レンズの周縁加工に際して、レンズの左右の取り間違いを軽減する。
【解決手段】 レンズチャック軸と、玉型データ及びレイアウトデータを入力するデータ入力手段と、レンズの左右を選択する左右選択手段と、を備える眼鏡レンズ周縁加工装置は、レンズの外径を検知するレンズ外径検知手段か、レンズの屈折面形状を得るレンズ屈折面形状検知手段か、少なく一方を持つレンズ形状検知手段と、レンズ形状検知手段の検知結果、レイアウトデータ及び左右の選択情報に基づき、レンズチャック軸に保持されたレンズが左か右かを確認する左右確認手段と、左右の確認結果を報知する報知手段と、を備える。
(もっと読む)
メタルシール部の加工方法および加工装置

【課題】簡易な方法で加工精度を高め、真円度および面粗度を向上させて油密性を確保するとともに、装置の簡素化により、生産コストを抑制できるメタルシール部の加工方法および加工装置を実現する。
【解決手段】ボデーB1に設けたテーパ面状のボデーシートB2に、ニードルNの先端に形成したテーパ面状のシート面N3を着座させるメタルシール部の加工を、ボデーB1の中心軸に対してニードルNの中心軸を傾斜させ、ボデーシートB2中心に対してシート面N3中心を偏芯配置して行なう。シート面N3とボデーシートB2の間に遊離砥粒を介在させた状態で、ニードルNに自転運動と、ボデーB1の中心軸周りに偏芯回転させるすりこぎ運動を与えることにより、シート面N3とボデーシートB2を同時に仕上加工する。
(もっと読む)
ウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計
【課題】製造効率を向上できるとともに、割れや欠け等の発生を抑えて歩留まりを向上できるウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計を提供する。
【解決手段】一対の研削テーブル205によりウエハWを厚さ方向両面側から挟持するウエハセット工程と、研磨部材202を、長手方向がウエハWの厚さ方向に沿うように配置して、ウエハWの外周面W1に当接させる当接工程と、研削テーブル205によりウエハWを回転させつつ、研磨部材202を長手方向に沿って往復走行させ、ウエハWを研磨する研磨工程と、を有していることを特徴とする。
(もっと読む)
平研削ホイール
【課題】効率よく超音波振動させることができる平研削ホイールを提供する。
【解決手段】中心部に取り付け穴を備えた円盤状のホイール基台61と、該ホイール基台の外周面に装着された研削砥石62とを具備する平研削ホイールにおいて、該ホイール基台における取り付け穴と外周との間に、交流電力を印加することによって超音波振動を発生する超音波振動手段63が配設されている、ことを特徴とする平研削ホイール。
(もっと読む)
主軸装置
【課題】既存の工作機械に容易に適用することができ、超音波振動を援用して自動的に多種類の加工を良好に行うことができる主軸装置を提供する。
【解決手段】主軸装置は、ハウジング11内に回転自在に支持したスピンドル本体10と、超音波振動子25を組み込んだホーン部21、及びこのホーン部21の周囲に形成した空洞部23を有しており、スピンドル本体10の先端側に設けてスピンドル本体10と共に回転するスピンドル先端部20と、このスピンドル先端部20の先端側に装着し、スピンドル本体10及びスピンドル先端部20と共に回転する工具ホルダー30と、スピンドル本体10の軸芯及びスピンドル先端部20の軸芯に挿入し、工具ホルダー30をクランプ・アンクランプするドローバー40とを備えている。
(もっと読む)
形鋼の耳状突起物除去方法
【課題】形鋼に発生した耳状突起物を確実に除去することのできる形鋼の耳状突起物除去方法を提供する。
【解決手段】研削加工ヘッド5aを有する耳状突起物除去装置5を用いて不等辺不等厚山形鋼1の端部に発生した耳状突起物2を除去するに際して、耳状突起物に接触する研削加工ヘッドの接触圧を検出し、研削加工ヘッドの接触圧が一定となるように耳状突起物除去装置の位置を制御しながら耳状突起物2を除去するようにした。
(もっと読む)
超音波補助回転機械加工用工具ユニット
【課題】工作物を超音波補助回転機械加工するための工具ユニットを提供する。
【解決手段】工具ユニットは、超音波振動を生成し、伝達するために少なくとも1つの電気音響変換部(22)を含む変換器(23)と、変換器に結合された工具(30)と、内部に変換部を含む変換器が配置構成され、工具スピンドル(10)の保持部(11)に少なくとも部分的に挿入可能であり、着脱式接続部(27)によって工具スピンドルに接続可能であるホルダ(21)とを有する。
(もっと読む)
ワークのエッジの加工方法および加工装置
【課題】ピットと呼ばれる微細な加工ひずみが加工面に生ずるのを防止でき、ワークのエッジの断面形状が砥石形状で決定されることなく、断面形状精度が砥石の精度により左右されず、断面形状違いのワークの品種ごとに砥石交換をする必要がなく、また砥石がワークの下側にも自由に入り込め、砥石幅を広く保つことができ、加工時間が短く、砥石の寿命を長くすることができるワークの加工方法及び装置を提供する。
【解決手段】カップ型砥石の軸直角端面でワークのエッジを研削加工することを最大の特徴とし、半導体ウェーハ等のワークのオリエンテーションフラットやノッチ等の加工を施すに際して溝のない砥石面でワークのエッジの各種の断面形状を作成することができるようにする構成を特徴とする。
(もっと読む)
研削ホイール
【課題】 簡単な構成で研削砥石に圧電振動子が生成する超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着される中央部に開口を有するマウント基台と、第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固着された円板状基台と、該マウント基台の外周部及び該円板状基台の外周部を連結する環状側壁と、該円板状基台の該第1面の中央部に配設された圧電振動子と、を具備したことを特徴とする。
(もっと読む)
ゴルフボールバリ取り装置
【課題】 ボールのバリ取りを行う構造体を提供する。
【解決手段】 本構造体は、アームと、アームの有効長さを変化するための歯車構造と、アームの有効角度位置を変化するためのカム構造とを含む。研磨面を持つフィンガがアーム上で往復動する。ボールは、回転ホルダに配置され、研磨面と接触してボール上の少なくとも一つのバリを除去する有効位置に位置決めされる。
(もっと読む)
ガスケット座面の補修器具および補修方法
【課題】作業熟練度にかかわらず、容易に座面を修復することができる、ガスケット座面の補修器具および補修方法を提供する。
【解決手段】軸受け部1は、補修対象のガスケット座面111を備える開口部に着脱可能に固定される。回転軸3は、ガスケット座面111の中心軸と同軸の状態で軸受け部1に支持される。回転軸3には、アーム部材4が、ガスケット座面111と対向する状態で着脱可能に連結される。アーム部材4には、ガスケット座面111に当接する定盤51等の研磨加工部材が支持される。回転軸3の回転によりアーム部材4を回転させることで、ガスケット座面111の研磨が実施される。
(もっと読む)
固定砥粒を有する研磨テープを用いた基板の研磨方法
【課題】下地層の上の上層膜のみを選択的に除去することができ、基板上のデバイスにダメージを与えず、さらには研磨痕を低減することができる効率のよい研磨方法を提供する。
【解決手段】この研磨方法は、基板Wの周縁部と研磨テープ1とを摺接させる工程と、基板Wの周縁部に接触している研磨テープ1に研磨液を供給する工程とを含む。研磨テープ1は、基材テープと、該基材テープ上に形成された固定砥粒とを有している。研磨液は、立体障害を起こす分子を含む添加剤と、アルカリ性薬液とを含んだアルカリ性研磨液である。
(もっと読む)
半導体基板のエッジ研磨装置
【課題】 半導体基板の裏面研削砥石の寿命を低下させない保護フィルム貼付半導体基板を得るエッジ研磨装置の提供。
【解決手段】 回転軸4aに軸承されたカム状フレーム4bに、ストップピン4c、半導体基板のエッジ部に前記研磨テープTの研磨面を当接するとともに供給リール2より供給された研磨テープを表面滑走させるシリコンゴムスポンジ製当て板4d、この当て板を挟んで離間して設けた一対の第一研磨テープ送りローラ4eと第二研磨テープ送りローラ4f、前記第一エンジニアリング樹脂製研磨テープ送りローラの背面に設けられ巻取リール3側に研磨テープを返送する第三研磨テープ送りローラ4gを設けた研磨ヘッド4を備える半導体基板のエッジ研磨装置1。
(もっと読む)
研削装置
【課題】 硬質難削材でも研削砥石の噛み付きが良好な研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削砥石を有する研削ホイールが回転可能に装着された研削手段とを備えた研削装置であって、該研削手段は、該研削ホイールが連結されるスピンドルを回転可能に支持するスピンドルハウジングと、該スピンドルハウジングが装着されるホルダーとを含み、該スピンドルハウジングは圧電素子を介在して該ホルダーに装着されており、研削開始時に該圧電素子に交流電圧を印加することにより該スピンドルハウジングを介して該研削ホイールに振動を付与することを特徴とする。
(もっと読む)
バリ取り装置およびバリ取り方法
【課題】ワークの孔のバリを正確に取り、ワークの孔および研削部の劣化を抑制するバリ取り装置を提供する。
【解決手段】モータ22と、モータ22の駆動軸22aに偏心して取り付けられた重り23と、ワーク13の孔13aに挿入され、重り23の偏心運動によりモータ22と一体的に動いてワーク13の孔13aのバリを取る研削手段20とを備える。
(もっと読む)
板ガラスの搬送装置とそれを備えた面取り装置
【課題】 板ガラスのパターン面を疵付けることなく安定して送ることができる板ガラスの搬送装置を提供すること。
【解決手段】 板ガラス1の反パターン面を支持して板ガラス1を搬送方向に送るベルト部11と、このベルト部11と対向する位置で前記板ガラス1のパターン面2に向けて所定圧の水圧を作用させパターン面支持水ガイド30とを有する送り機構40を備え、該送り機構40は、前記パターン面支持水ガイド30の水圧で前記板ガラス1を前記ベルト部11に押圧して、この板ガラス1のパターン面2に非接触の状態で、この板ガラス1を前記ベルト部11との間で挾持するように構成されている。
(もっと読む)
バリ取り方法及びバリ取り用衝撃波発生装置
【課題】バリを良好に除去することができるバリ取り方法を提供する。
【解決手段】バリ取り方法は、ワーク10に形成した第1穴11に対し、第2穴12を交差して連通して形成し、第2穴12の第1穴11への開口部12Aの周囲に形成されたバリ13を除去する。ワーク10の表面に形成された第1穴11の開口端部11Aを薄膜により封鎖する封鎖工程と、薄膜20を介して封鎖した第1穴11の開口端部11Aに対向する位置に処理液30を配置する待機工程と、処理液30に衝撃波を発生させる衝撃波発生工程と、衝撃波が薄膜20を破断して処理液30が第1穴内11に充満しながら高速で流入してバリ13に衝突することにより、このバリ13を折り取り除去する除去工程とを有している。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
固定砥粒ワイヤーソー装置
【課題】従来の固定砥粒ワイヤーソー装置においては、高速走行している固定砥粒ワイヤーに向けて高圧流体や超音波振動を与えた流体を噴射する噴射手段を設け、ワイヤー表面に詰まったスラッジ等を吹き飛ばす技術や、高速走行するワイヤー列に空気あるいは加工液を介して超音波振動を付加する装置があるが、いずれも十分な洗浄効果が得られないという問題がある。
【解決手段】固定砥粒ワイヤーの走行路中に超音波振動発生装置を配置し、その超音波振動発生装置に設けた印加子を、走行する固定砥粒ワイヤーに接触させて超音波振動を固定砥粒ワイヤーに直接印加させるようにしたことを特徴とする。
(もっと読む)
内径面加工方法、内径面加工用ツールおよび内径面加工装置
【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
21 - 40 / 275
[ Back to top ]