
Fターム[3C058CA01]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 課題(ワーク種別) (3,461) | 種類(物品名) (1,107)
Fターム[3C058CA01]に分類される特許
21 - 40 / 1,107
ワークの切断方法及びワイヤソー
【課題】ワイヤソーによるワークの切断において、特にピッチを狭くしたワイヤ回収側でワークの切り始めが局所的に薄くなり、TTVが悪化するのを抑制できるワークの切断方法及びワイヤソーを提供することを目的とする。
【解決手段】複数の溝付きローラに巻掛けされたワイヤを軸方向に往復走行させ、前記ワイヤにスラリを供給しつつ、ワークを相対的に押し下げて、往復走行する前記ワイヤに押し当てて切り込み送りし、前記ワークをウェーハ状に切断するワークの切断方法であって、前記溝付きローラの複数の溝の底部の位置と該溝付きローラの回転軸との間の距離がワイヤ供給側からワイヤ回収側に向かって徐々に短くなるように形成された前記溝付きローラを準備する工程と、前記ワイヤ供給側のワイヤが前記ワイヤ回収側のワイヤよりも先に前記ワークに押し当てられるようにして前記ワークを切断する工程とを含むことを特徴とするワークの切断方法。
(もっと読む)
ホーニング加工用装置

【課題】マシニングセンタを用いたホーニング加工を低コストで実施可能にする。
【解決手段】定量ホーニング用と定圧ホーニング用の2種類の砥石3A、3Bのいずれか一方を選択的に外周部から突出させ得るホーニング工具2を回転可能に保持し、回転しつつ回転軸方向に進退動可能な主軸4を有する工作機械の主軸4に装着され、主軸4の回転をホーニング工具2に伝達するホーニング加工用装置100であって、外部から空気が供給されることで空気圧が上昇する定量用空気室31と、定量用空気室31の空気圧を利用して定量ホーニング用砥石3Aをホーニング工具2の外周部から突出させるよう作動する定量拡張用部材11と、外部から空気が供給されることで空気圧が上昇する定圧用空気室14と、定量空気室14の空気圧を利用して定圧ホーニング用砥石3Bをホーニング工具2の外周部から突出させるよう作動する定圧拡張用部材12と、を備える。
(もっと読む)
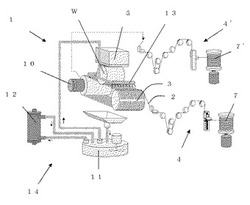
ガラス板研磨装置の監視方法及び監視システム
【課題】本発明は、ガラス板の破損発生率を低減できるガラス板研磨装置の監視方法及び監視システムを提供する。
【解決手段】実施の形態の監視システムは、吸着シート22に対するガラス板Gの異常吸着形態を常時監視し、異常と判定した場合には、そのガラス板Gの研磨を実施せず、研磨部18を停止したり、アラーム58から警告音を発生させたりして、オペレータに異常を知らしめる。実施の形態の監視システムは、グリセリン塗布部12、板吸着部14、研磨部18を有する通常設備のガラス板研磨装置10において、板吸着部14と研磨部18との間に、撮像部16を有する判定部20を備える。撮像部16は、板吸着部14から研磨部18に移動する吸着シート22をライト38によって照明し、その反射光をカメラ40によって撮像する。そして、判定部20は、カメラ40で撮像された画像に基づき、吸着シート22にガラス板Gが正常に吸着されたか否かを判定する。
(もっと読む)
基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法および修正キャリア
【課題】基板の研削工程において、ダイヤモンド粒子を含む固定砥粒を定盤に配置した両面研削装置を使用する場合に適した、基板の製造方法を提供する。
【解決手段】固定砥粒11が研削面に配備された上定盤と下定盤10を備える研削装置を用いてガラス基板の2つの主表面を両面研削する研削工程を有する基板の製造方法であって、修正部材53、55を備える修正キャリア51を前記定盤上で自転させながら公転させ、修正キャリア51の修正部材53、55と定盤の研削面とを互いに押圧させて摺動させて定盤の面修正を行う修正工程を有し、修正キャリア51は、上定盤および下定盤10にそれぞれ対向する2つの対向面を有する本体部と、2つの対向面にそれぞれ配置された修正部材53、55とからなり、修正部材53、55は、対向面の外周側に沿って配置され、かつ修正キャリアの自転軸と外周側の特定点とを結ぶ直線上の対向面にも配置されている。
(もっと読む)
研磨布
【課題】従来の極細繊維からなる研磨布ではなし得なかった、表面粗さが低く、動摩擦係数が小さい高性能の研磨布を提供する。
【解決手段】平均単繊維直径0.05〜5.0μmの極細繊維を含む繊維構造体であって、その繊維構造体の表面粗さが1〜20μmであり、動摩擦係数が0.1〜1.0であることを特徴とする研磨布であり、その繊維構造体の少なくとも一部に、10〜3000ppmの珪素化合物が存在し、その繊維構造体の少なくとも片側の表面に、極細繊維からなる立毛を有するものである。
(もっと読む)
ワイヤソー装置およびワーク切断方法、ウエハの製造方法、半導体ウエハ
【課題】ワイヤの往復走行でワイヤがワークから抜け切らずに切断することによる切れ味の低下を抑制または防止して切断速度を改善する。
【解決手段】所定の間隔で配置された複数の溝付ローラ2,3間に巻き付けられた切断用のワイヤ41,42の一方端が供給ボビン51,52に巻き付けられ、その他方端が回収ボビン61,62に巻き付けられて、ワイヤ41,42を往復走行させて複数の溝付ローラ2,3間のワイヤ41,42の複数列でワーク7を切断するワイヤソー装置1において、供給ボビン51と回収ボビン61の1対と、供給ボビン52と回収ボビン62の1対との2対設けられ、この2対に対応した2本のワイヤ41,42を往復走行させている。
(もっと読む)
ウエーハ研磨装置及びウエーハ検査方法
【課題】表面に現れずに内在する研磨時の欠け、割れ等の原因を有するウエーハの研磨を防止するためのウエーハ研磨装置を提供する。
【解決手段】ウエーハ研磨装置は、ウエーハWを載置するステージ51と、前記ステージ51上の前記ウエーハWに圧力を加える加圧器52、53とを含む検査部5と、前記検査部5により検査済みの前記ウエーハWを研磨する研磨部6と、を有し、検査により異常がないとされた半導体ウエーハWを研磨する。
(もっと読む)
研磨装置、並びに磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体の製造方法
【課題】被研磨体を安定的に研磨できる、研磨装置を提供すること。
【解決手段】吊り機構80と、吊り機構80に吊るされた上定盤40と、上定盤40に対向する下定盤30と、上定盤40及び吊り機構80を軸継ぎ手55を介して昇降させるピストンロッド54及びシリンダ52を有する昇降機構50とを備え、上定盤40と下定盤30との間に配置された被研磨体を研磨する研磨装置であって、ピストンロッド54に連動するフランジ部120と、吊り機構80とフランジ部120との間に介在する制振機構100とを備えることを特徴とする、研磨装置。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンドを高速かつ高い面精度で研磨することができるダイヤモンド用研磨盤を提供すること。
【解決手段】ダイヤモンドの研磨に用いられる研磨盤であって、ダイヤモンドと当接する研磨盤の研磨面が、酸化物を50体積%以上含み、押し込み硬度が500Kgf/cm2以上である材料からなることを特徴とするダイヤモンド材料研磨用の研磨盤であり、酸化物としてはSi,Al,Ti,Cr及び、Zrからなる群より選ばれた1つ以上の元素の酸化物を用いることが好ましい。
(もっと読む)
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法
【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンド材料を高速かつ高い面精度で研磨することができるダイヤモンド材料研磨用の用研磨盤を提供すること。
【解決手段】ダイヤモンド材料研磨用の研磨盤であって、少なくとも研磨盤の研磨面がダイヤモンド粒子と結合材とからなり、隣接するダイヤモンド粒子が互いに結合して連続した構造を有しており、前記結合材は、Ni,Co,及びFeからなる群より選ばれる少なくとも1種の元素と、Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,及びWからなる群より選ばれる少なくとも1種の元素と、Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,及びWからなる群より選ばれる少なくとも1種の元素の炭化物を含むダイヤモンド焼結体からなることを特徴とするダイヤモンド材料研磨用の研磨盤。
(もっと読む)
砥粒埋め込み装置、ラッピング装置及びラッピング方法
【課題】研磨定盤に対し、砥粒の埋め込みばらつきを抑制しつつ、効率よく砥粒を埋め込む。
【解決手段】研磨定盤の表面に砥粒を含む砥液を供給しつつ押圧手段で砥液を介して研磨定盤を押圧するとともに押圧手段と研磨定盤とを摺動させて砥液に含まれる砥粒を研磨定盤の表面に埋め込む砥粒埋め込み装置において、押圧手段は、1以上の押圧部材と、押圧部材の上方に配設され押圧部材を研磨定盤に押しつける錘部材と、押圧部材に超音波を付与する超音波振動子とを有し、押圧部材が、複数の円盤状の押圧チップが配設された押圧面を有することにより、押圧手段と研磨定盤との相対摺動方向に対して各押圧面を互いに同じ長さとし、流体応力のばらつきを抑えることで、研磨定盤に対する砥粒の埋め込みばらつきを抑制する。
(もっと読む)
ドリル研磨装置及びその部品並びにドリル
【課題】従来よりも多数の切削加工を連続して行えるようにドリルの加工を行うためのドリル研磨装置を提供する。
【解決手段】本発明のドリル研磨装置は、すくい面を含むドリル切刃とこのドリル切刃と連なるチゼル切刃とが形成されたドリルを、回転する砥石1の研磨面に当接させることにより研磨加工する。研磨面は、前記ドリル切刃を研磨するためのドリル切刃研磨面11と、ドリル切刃研磨面11に連通して形成された逃げ面12とを有する。ドリル切刃研磨面11と逃げ面12とのなす傾斜角が20度〜26度の範囲内であり、逃げ面の長さが1.1[mm]以上である。回転するドリル切刃研磨面11にドリル切刃が当接され、逃げ面12にドリルのすくい面及びチゼル切刃が当接されることで、ドリル切刃とチゼル切刃とのなす角度を154度〜160度の範囲内に形成する。
(もっと読む)
パイプ成型品のメッキ部研削機
【課題】パイプ状部材の何ヵ所のメッキ部位を削り取るのに、手作業で行っていたが、手間が掛かりすぎる非効率性と、精度の悪さの問題を解消する。
【解決手段】装置テーブル10に、複数のサンダー固定具9を適当なる位置に設け、この各固定具に上下動手段と傾角動手段を設けた、ベルトサンダー3を設ける。さらにテーブルの中央に部材固定具4を設け、この固定具に、さらに研削部材を位置決めして固定するクランプ手段2を設ける。これらに研削部材であるパイプ成型品1を、各ベルトサンダー3の研削するベルト部7と、適切な位置決めをして、クランプ手段2でもって固定して設ける。
(もっと読む)
固定砥粒ワイヤおよび半導体基板の製造方法
【課題】固定砥粒ワイヤの張力を下げても、軌跡不良を低減して半導体基板をスライスすることが可能な固定砥粒ワイヤを提供する。
【解決手段】ワイヤ芯線表面に砥粒を固定した固定砥粒ワイヤであって、ワイヤ芯線径は80μm以下で、ワイヤ芯線の単位表面積当たりの砥粒の個数は400個/mm2以上である固定砥粒ワイヤ。
(もっと読む)
手持ち式電動工具
【課題】手持ち式でありながらも被加工物に対する加工部の角度を容易に一定に保持することができる手持ち式電動工具を提供する。
【解決手段】回転砥石2よりも前側にチップソー90の台金91に当接して工具本体1を面で支持する支持部30が設けられている。支持部30の下面にチップソー90の台金91に当接する平坦な支持面が形成されている。支持部30の下面に該下面を前後方向に縦断する逃げ部が凹設され、該逃げ部の左右両側に支持面が各々形成されている。
(もっと読む)
仕上加工用工具及びその工具を用いた加工方法
【課題】被加工部位の切削加工を行うマシニングセンタなどの工作機械にそのまま装着でき、短時間の仕上加工で切削加工後の被加工部位の表面粗さを飛躍的に向上することができる仕上加工用工具及びその工具を用いた加工方法を提供する。
【解決手段】軸線13回りに回転する工具本体10の先端部に、軸線13上に加工中心14を持つ所定半径の球面形状に研削形成又は切削形成された1又は2以上の球面加工部11を有する仕上加工用工具及びその工具を用いた加工方法。
(もっと読む)
板状体研磨装置及び研磨システム
【課題】特に大きなサイズの基板を研磨する際、スラリー流量を減らすことなく、中央付近の研磨量を確保し背厚を低減して正常な研磨を行うとともに、スラリーの循環を良くすることで、研磨した基板の成分が基板の被研磨面に再付着することを抑制する。
【解決手段】一辺の長さが1000mm以上の板状体を保持する板状体保持手段と、前記板状体保持手段に保持された前記板状体に対向して設置された研磨パッドと、を有し、前記研磨パッドは、前記板状体の対向面に形成され、前記研磨パッドと前記板状体との当接部にスラリーを供給する複数のスラリー供給孔と、前記板状体の対向面の中央部のみに形成され、前記当接部に供給された前記スラリーを吸引するスラリー吸引孔と、が形成されていることを特徴とする。
(もっと読む)
パラジウム研磨用CMP研磨液及び研磨方法
【課題】 少なくともパラジウム層の研磨速度を、従来のCMP研磨液を用いた場合よりも向上させることができるCMP研磨液、及びそのCMP研磨液を用いた研磨方法を提供すること。
【解決手段】 1,2,4−トリアゾール、リン酸類、酸化剤、及び会合度が1.5以上2.5未満である砥粒を含有するパラジウム研磨用CMP研磨液。また、基板と研磨布の間にCMP研磨液を供給しながら、基板を研磨布で研磨する基板の研磨方法であって、基板は、パラジウム層を有する基板であり、CMP研磨液は、1,2,4−トリアゾール、リン酸類、酸化剤及び1.5以上2.5未満である砥粒を含有するCMP研磨液である、研磨方法。
(もっと読む)
ガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計
【課題】ガラス基板の接合面の表面精度の向上を図り、キャビティ内の気密を確保することができるガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計を提供する。
【解決手段】研磨剤を供給しつつリッド基板用ウエハ50の接合面53を研磨する、研磨工程を有するガラス基板の研磨方法であって、研磨工程は、研磨剤に酸化セリウムを主成分とする第1研磨剤を用いてリッド基板用ウエハ50の接合面53を研磨する前段ポリッシュ工程と、研磨剤にコロイダルシリカを主成分とする第2研磨剤を用いてリッド基板用ウエハ50の接合面53を研磨する後段ポリッシュ工程と、を有することを特徴とする。
(もっと読む)
21 - 40 / 1,107
[ Back to top ]