
Fターム[3C100BB21]の内容
Fターム[3C100BB21]の下位に属するFターム
Fターム[3C100BB21]に分類される特許
21 - 40 / 180
搬送制御システム、搬送制御方法、およびコンピュータプログラム
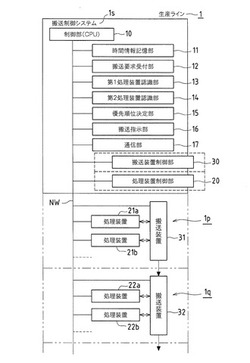
【課題】処理装置での処理が実行されない時間となる搬送ロス時間の継続的な発生を防止し、搬送ロス時間の発生を最小限に抑制してスループット(生産性。単位時間当たりの処理能力)を向上させる搬送制御システム、搬送制御方法、コンピュータプログラムを提供する。
【解決手段】搬送制御システム1sは、複数種類の処理対象物をそれぞれ並列的に処理する処理装置21a、処理装置21b、・・・と、複数の処理装置と連係して処理対象物の搬送を行う搬送装置31とを備えた生産ライン1での処理対象物の搬送を制御する。搬送制御システム1sの制御部10は、機能実現手段(機能実現部)を構成し、搬送要求受付部12、第1処理装置認識部13、第2処理装置抽出部14、優先順位決定部15、搬送指示部16などとして機能する。
(もっと読む)
生産管理システム、生産管理方法及びプログラム

【課題】部品や原材料の調達計画や、運搬・在庫を含めた生産計画を立案する上で、サプライチェーン全体のリードタイム削減や在庫の圧縮を図ることが出来る生産管理システムを提供する。
【解決手段】製品又は子部品について在庫または発注残の引当を行って正味所要量及び所要期日を計算する正味所要計画部23と、生産に必要な作業と、設備の日産能力に基づいて、期日に遅延しないような生産日程を計画し、且つ、生産日程に合わせて部品や原材料となる品目の所要期日を計画する作業計画作成部26と、生産すべき品目について所要量展開を行い、子品目の総所要量を計算する総所要量計算部29と、運搬を伴う品目について期日に遅延しないような運搬日程を計画し、運搬する品目の総所要量及び運搬の所要期日を計画する運搬計画作成部29と、供給手段が調達と定義されている品目について期日に遅延しないような調達計画を行う調達計画作成部29と、を備えた。
(もっと読む)
生産設備、構造体、および生産方法
【課題】2層化により容積効率を高めつつ、原料等の飛散流出、コンタミネーション、クロスコンタミネーションの防止、および省エネルギーの実現がなされる生産設備等を提供する。
【解決手段】製薬設備1は、製薬処理部2と、側壁21により製薬処理部2と隔てられ、製薬処理部2の側方に設けられる入室部3と、側壁22により製薬処理部2と隔てられ、製薬処理部2の側方に設けられる退室部4と、天井部23により製薬処理部2と隔てられ、製薬処理部2の上方に設けられる投入コンテナ搬送部6とを具備し、投入コンテナ8より天井部23の開口部26を通じて製薬処理部2に被処理物が搬送され、処理物が側壁部21の開口部28を通じて収缶コンテナ5に搬送される。収缶コンテナ5は入室部3を搬送される。投入コンテナ8の排出口8aはシート部材11により封じられ、収缶コンテナ5の投入口5aはシート部材13により封じられる。
(もっと読む)
倉庫作業計画作成システムおよび倉庫作業計画作成方法
【課題】複数の棟によって構成される倉庫内の製品を搬入出するための運搬設備および荷役設備の作業計画を実用的な時間で一度に作成すること。
【解決手段】作業割付部13bが、複数の棟に関係する運搬設備および荷役設備の作業計画を計画対象期間に割り付けた後に、個別の棟のみに関係する運搬設備および荷役設備の作業計画を割り付ける。すなわち、作業割付部13bは、複数の棟に関係する運搬設備および荷役設備の作業計画を作成する処理と、個別の棟のみに関係する運搬設備および荷役設備の作業計画を作成する処理との2段階に分けて作業計画を作成する。このような倉庫作業計画作成処理によれば、1回の作業計画の作成処理で探索される組み合わせ数が減るので、複数の棟によって構成される倉庫内の製品を搬入出するための運搬設備および荷役設備の作業計画を実用的な時間で一度に作成することができる。
(もっと読む)
供給計画作成装置、供給計画作成方法、および供給計画作成プログラム
【課題】短時間で供給計画を変更することが可能な供給計画作成装置、供給計画作成方法、および供給計画作成プログラムを提供する。
【解決手段】予め設定された制約条件に従ってサプライチェーンに関する製品の供給計画を作成する供給計画作成装置100であって、制約条件を定めた複数の定義情報を記憶する記憶部110と、記憶部110が記憶する定義情報を変更するための定義変更情報の入力を受け付ける入力受付部130と、記憶部110に記憶された定義情報に従って製品の供給計画である標準供給計画を作成し、作成した標準供給計画を定義する定義情報のうちの定義変更情報によって変更される定義情報以外の定義情報と、入力受付部130が受け付けた定義変更情報とに基づいて、標準供給計画に対して定義変更情報を反映させた変更供給計画を作成する制御部120と、を備える。
(もっと読む)
搬送計画の作成装置、方法およびプログラム
【課題】前後の工程間で、車両やコンベア等によって複数種類の原料や中間製品を搬送するための搬送計画を作成するにあたって、適切な搬送を実現する。
【解決手段】(a)で示すように周期変化する後工程の生産量に合わせて、単純には搬送設備はその1日前に(b)で示す搬送が、前工程にはさらにその1日前に(c)で示す生産が必要になるところ、搬送設備の能力にTHで示す上限があって、しかしながら前工程に余力があると、(d)で示すように、搬送設備の能力が不足する7,8日目の中間製品a,bを余力のある5,6日目に前倒し搬送する。これによって、能力に不足がある搬送設備でも、それが生産のボトルネックとなることを抑えた適切な搬送を実現できる。その際、先に使用する中間製品aを後(6日目)に搬送することで、後工程には必要な中間製品が後入れ先出しとなるように搬入され、配置換えが不要となって作業性も向上できる。
(もっと読む)
搬送計画の作成装置、方法およびプログラム
【課題】前後の工程間で車両やコンベア等によって複数種類の原料や中間製品を搬送するための搬送計画を作成するにあたって、搬送コスト(エネルギーや人員)を削減する。
【解決手段】(a)で示すように周期変化する後工程の生産量に合わせて、単純には搬送設備はその1日前に(b)で示す搬送が必要になるところ、搬送設備の能力の上限THおよび前工程に余力があると、(c)で示すように、搬送数量の少ない4・5日目の中間製品d,eを、余力のある2・3日目に前倒し搬送する。これによって、搬送日数を削減し、コストを削減することができる。その際、先に使用する中間製品dを後(3日目)に搬送することで、後工程には必要な中間製品が、後入れ先出しとなるように搬入され、配置換えが不要となって作業性も向上できる。
(もっと読む)
生コンクリート製造プラントの出荷管理方法
【課題】 操作盤と出荷管理装置との間で送受信される製品の製造・出荷指示に関する指令データの整合性を事前にかつ自動的にチェックすることにより、計量ミスや出荷ミスの発生を未然に防止するようにした生コンクリート製造プラントの出荷管理方法を提供する。
【解決手段】 出荷管理装置4より操作盤3に送信する指令データAをスランプ管理を行うスランプ管理装置5に送信しておく。そして、操作盤3が受信した指令データAに基づいて製品の製造・出荷を開始する前に、製造・出荷開始予定の製品の配合値や出荷量、出荷車両番号等を開始確認データBとしてスランプ管理装置5に送信する。スランプ管理装置5では受信した開始確認データBと、先に出荷管理装置4より受信した前記指令データAとの整合性を確認し、両データA、Bが一致する場合に限って操作盤3に製品の製造・出荷開始を指示する開始指示信号Cを送信する。
(もっと読む)
ロット搬送制御装置及びロット搬送制御方法
【課題】ポートである中継棚を特定ロット用と通常ロット用に分けて設定することで、製造装置にロスなく確実にロットを供給する。
【解決手段】工程内の特定の製造装置のみで処理を行う特定ロットと、工程内のいずれの製造装置においても処理を行うことができる通常ロットとが混在する生産ラインのロット搬送制御装置であって、搬送装置の仕様情報と製造装置の仕様情報とロットの種類及び位置の情報とを更新しながら管理記憶している基本情報記憶部11と、基本情報記憶部11に記憶されている情報に基づいて、複数のポート70を、通常ロットの専用ポートと特定ロットの専用ポートのいずれかに設定するポート設定決定部12と、バッファ55からの通常ロット及び特定ロットを、ポート設定決定部12によって設定された対応する各専用ポートに搬送先として割り付けるロット搬送先決定部12と、を備えている。
(もっと読む)
生産ラインシミュレーション装置およびプログラム
【課題】生産ラインシミュレーションの結果に基づきCO2排出量を算出する。
【解決手段】演算部は、レイアウトシートとレイヤによって定義された複数の工程からなる生産ラインにおいて、生産管理データ、装備パラメータおよび物流装備パラメータを参照して、製品を生産するときの前記装備と前記物流装備の稼働時間と待機時間を算出する。排出量算出部は、予め設定された単位時間当たりの二酸化炭素排出量と稼働時間および待機時間とを掛け合わせることで、製品を生産する間に装備および物流装備によって排出される二酸化炭素量を算出する。排出量算出部は、装備および物流装備のそれぞれについて算出された二酸化炭素量を、生産ラインを構成する全ての装備および物流装備について加算するとともに、生産ライン以外の工場設備によって排出される二酸化炭素量を足し合わせることで、工場全体から排出される二酸化炭素量を算出する。
(もっと読む)
生産ラインシミュレーション装置およびプログラム
【課題】生産ラインシミュレーション装置において、生産管理データの入力を容易に行うためのプロセスエディタ機能を提供する。
【解決手段】複数の工程からなる生産ラインにおいて、製品の生産時間および生産能力を演算する生産ラインシミュレーション装置を提供する。プロセスエディタ部40は、工程毎に、工程に投入する素材に関する投入素材データ、工程から排出される素材に関する排出素材データ、および工程での所要時間を少なくとも含む生産管理データを作成する。プロセスエディタ部40は、生産管理データの少なくとも一部が表示されたプロセスセルオブジェクトを工程毎に作成する。プロセスエディタ部40は、各工程への投入素材数を含む投入ロット領域と、各工程からの排出素材数を含む排出ロット領域とをプロセスセルに表示し、複数のプロセスセル同士で排出ロット領域と投入ロット領域とを関連づけることで、工程間の流れを表現する。
(もっと読む)
ルート指示システム
【課題】出庫作業における誤り防止と作業効率向上を可能とするルート指示システムを提供することにある。
【解決手段】部品が置かれている棚の情報を示す部品棚情報,携帯端末に入力される部品情報又は部品の出庫作業完了の情報を受信して更新される部品配膳台車の通行情報,出庫部品と出庫数と部品棚情報を記録した出庫指示情報を含むデータベースと、携帯端末から機種情報を受信して前記データベースの出庫指示情報から出庫部品の部品棚情報,通行情報から部品配膳台車及び他の部品配膳台車の現在位置情報を検索し、検索された部品配膳台車及び他の部品配膳台車の現在位置情報と出庫部品の部品棚情報から部品配膳台車の最短移動ルート,他の部品配膳台車が最短移動ルートに存在するか否かを計算して、次の出庫部品の移動ルートを決定するデータ管理サーバを備えた。
(もっと読む)
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
生産管理システム及び生産管理方法
【課題】 成型工程に用いる部材の生産指令を等量生産による指令で行う生産管理システムにおいて、成型工程に部材を供給する台車を有効利用し生産効率の低下を回避する。
【解決手段】 [成型指令]をもとに処理する「材料指令」は、代表指令No.で表す成型指令のロット(A,Bタイヤ何れも1本1ロット)に対応する等量指令(原単位1だから、部材C1個の生産指令)を定め、定めた等量指令を台車単位の積載量を最大にする数(積載量3個だから、指令数3)まとめて材料指令として発行する。まとめたことにより、従来、等量指令数(成型工程のロット数12)と同数必要としていた台車数を材料指令数(4)に減らすことができる。ただ、日限の管理が必要になり、この処理を材料指令処理で行う。
(もっと読む)
材料搬送制御方法及び材料製造設備
【課題】材料の衝突を回避し生産性を向上させ得る材料搬送制御方法及び材料製造設備を提供する。
【解決手段】材料を製造ラインの所定の位置へ投入する前処理設備と、投入された材料を加工処理する加工処理設備とを有し、加工処理設備による処理中の材料の移動領域に、上記所定の位置が含まれる製造設備における材料搬送スケジュールの制御方法において、加工スケジュール通りに加工処理される第1材料と、投入スケジュール通りに投入される第2材料とが、製造ライン上で衝突するか否かを判定する工程と、該工程で衝突すると判定された場合に、第1材料が所定の位置よりも下流側に移動してから第2材料が製造ラインへと投入されるように投入スケジュールを変更する処理を含む工程と、を有する材料搬送制御方法とし、上記前処理設備及び上記加工処理設備を有し、加工処理設備による処理中の材料が移動する領域に所定の位置が含まれる材料製造設備とする。
(もっと読む)
カセット搬送制御方法、プログラム、及び製造実行システム
【課題】なるべく少ない回収用カセットで、ラインの停止や滞留を防止する。
【解決手段】カセット毎情報を常時監視し、このカセット毎情報と各ラインの最小必要カセット数とに基づいて、各ブロックに最小必要な回収カセット数を算出し(S3)、回収カセット数が最小必要数よりも不足しているブロックに、回収カセット数が最小必要数よりも上回っている他のブロックから、回収カセットを補充する搬送指示を出力すること(S13)を特徴とするカセット搬送制御方法。
(もっと読む)
作業管理システム及び作業管理方法
【課題】部品の拾い上げ作業の効率化及び正確化を実現する作業管理システム及び作業管理方法を提供する。
【解決手段】対象となる部品18の位置を示す画像を表示装置116に表示させる表示制御手段152と、リストリーダ28により読み取られた部品箱タグ16tが対象となる部品18に対応するものであるか否かを判定する物品正誤判定手段158と、その物品正誤判定手段158の判定が肯定される場合には正しい拾い上げが行われた旨を画像に反映させる一方、判定が否定される場合には間違った拾い上げが行われた旨の報知を出力させる拾い上げ作業評価手段160とを、備えたものであることから、拾い上げ対象となる部品18の位置を表示装置116に視覚的に表示させられることに加え、作業者が部品18を手に取ろうとした際にその部品18が正しい拾い上げ対象部品18であるか否かを直感的に把握させることができる。
(もっと読む)
作業指示提供システム、作業指示提供装置、制御方法、及びプログラム
【課題】順序関係のある複数の処理をそれぞれ異なる機械によって行う場合に、当該一連の処理に関連する作業指示を提供する。
【解決手段】運搬作業者端末と、作業指示提供装置とを備え、作業指示提供装置は、スケジュール入力受付部と、一致判定部と、第1の物品特定部と、物品が一致すると一致判定部が判定した場合に、当該物品を処理終了時に得る機械を特定する第1の機械特定部と、物品が一致すると一致判定部が判定した場合に、当該物品を処理開始時に必要とする機械を特定する第2の機械特定部と、第1の物品特定部が特定した物品を、第1の機械特定部が特定した機械の場所から、第2の機械特定部が特定した機械の場所へ運搬するよう、運搬作業者に指示する旨の内容を含む作業指示を生成する作業指示生成部と、作業指示生成部が生成した作業指示が運搬作業者端末に送信されるよう出力する作業指示出力部とを有する。
(もっと読む)
搬送車システム
【課題】搬送車システムにおいて、下位のコントローラだけで運用試験を行うときに自動運転を可能にする。
【解決手段】搬送車システムは、搬送車を搬送させるための搬送車システムであって、複数のストッカ(51,53,55,57)と、搬送車(44,48)と、複数のコントローラ(52,54,56,58)とを備えている。ストッカは、内部で物品を搬送可能である。搬送車は、複数のストッカ間で物品を搬送可能である。複数のコントローラは、互いに通信可能であり、複数のストッカおよび搬送車を制御する。コントローラは、搬送制御部61と、シナリオ記憶部63と、搬送指令作成部62とを有している。搬送制御部61は、搬送指令を実行することで搬送制御を行う。シナリオ記憶部63は、複数の搬送指令作成情報を含む搬送パターンシナリオを記憶する。搬送指令作成部62は、搬送指令作成情報に対応する搬送指令を作成する。
(もっと読む)
バルク製品混合および包装工場の性能指数を最適化する方法および装置
重要な稼働制約条件を満たしながら、1つ以上のバルク製品混合および包装工場の稼働を、指定された性能指数に関して最適化する、生産能力、生産量、および在庫の各計画を、指定された計画対象期間に対して生成する方法を提供する。さらに、この方法を実行するための意志決定ツールおよびコンピュータ実装プログラムを提供する。  (もっと読む)
(もっと読む)
21 - 40 / 180
[ Back to top ]