
Fターム[3C269BB11]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | 高信頼化、安全性の向上 (566)
Fターム[3C269BB11]の下位に属するFターム
制御系の監視、試験の容易化 (225)
干渉回避 (131)
Fターム[3C269BB11]に分類される特許
1 - 20 / 210
工作機械
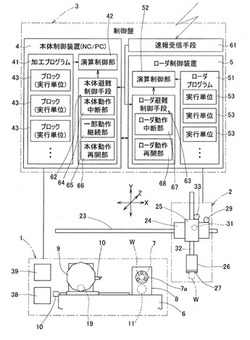
【課題】 地震による損傷を防止すると共に、緊急地震速報が誤報であった場合にも、作業者よる加工再開の操作を必要とせずに加工が再開できて、加工精度が低下することを抑えることができ、かつワークに加工中断の痕跡を残すことがないようにする。
【解決手段】 本体制御装置4に、速報受信手段61による緊急地震速報の受信に応答して、工作機械本体1に一連の避難動作を行わせる本体避難制御手段62を設ける。この手段62は、現在実行中の実行単位43の終了後に加工プログラム41の実行を中断し、工作機械本体1に退避動作を行わせる本体動作中断部62を有する。また、前記中断の後、定められた経過時間後に、工作機械本体1を退避動作前の状態に戻すと共に、加工プログラム41の実行を再開させる本体動作再開部66を有する。
(もっと読む)
数値制御装置

【課題】第2主軸台と振止台の同時トルクスキップを実現する。
【解決手段】数値制御装置は、第2主軸台の駆動指令を第2主軸台サーボ制御部に出力する第2主軸台補間処理部23と、入力された目標位置に基づいて振止台の駆動指令を振止台サーボ制御部に出力する振止台補間処理部24と、第2主軸台のサーボ駆動軸の駆動トルクτ2を検知する検出部11と、加工プログラムを介して同時トルクスキップ動作の実行が指示された場合に、前記駆動トルクτ2とトルク制限値τ1とを比較し、前記駆動トルクτ2が前記トルク制限値にτ1に達した場合には、前記第2主軸台補間処理部23に第2主軸台の駆動停止を指示するトルク判定部5と、を備え、前記振止台補間処理部24は、前記トルク判定部5により前記駆動トルクτ2が前記トルク制限値にτ1に達したと検知された場合に、前記振止台の移動目標位置として前記振止台の現在位置を設定する。
(もっと読む)
工具管理システム
【課題】工具の情報の入力作業が簡単で、誤入力、入力漏れのおそれが小さく、入力後の情報の確認作業が簡単な工具管理システムを提供することを課題とする。
【解決手段】工具管理システム2は、単一の画面23、24中に単一の工具T1〜T7の像230a、240aと、工具T1〜T7の所定の部位に関する情報項目230b、240bと、を表示する画面21を有する表示装置20を備える。作業者は、工具T1〜T7の像230a、240aおよび情報項目230b、240bを見ながら、情報を入力することができる。このため、工具T1〜T7の情報の入力作業が簡単である。また、誤入力、入力漏れのおそれが小さい。また、入力後の情報の確認作業が簡単である。
(もっと読む)
タッチパネル式入力装置及びタッチパネル式入力装置の画面表示方法
【課題】誤った入力に基づいて、コントローラに操作情報が出力されることを防止できるタッチパネル式入力装置を提供する。
【解決手段】ティーチングペンダント3が備える表示部11の表示領域に選択ボタン表示領域22と確認メッセージ表示領域24とを分割配置し、確認メッセージ表示領域24を画面の上辺に沿うように寄せて配置し、選択ボタン表示領域22を画面の右辺に沿うように寄せて配置する。選択段階では、複数の選択ボタン21を選択ボタン表示領域22に表示させ、確定段階では、選択された候補を操作者に確認させるメッセージ23を確認メッセージ表示領域24に表示させると共に、確定入力を行うための確定ボタン26を選択ボタン表示領域22外の余白スペース25に配置する。更に、選択段階から確定段階に移行する際に複数の選択ボタン21の画像を消去する。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
エアバランスを利用して退避動作を行う位置決め装置
【課題】外部の動力に依存することなく、新たな制御回路を追加することもなく、ブレーキが動作する条件で、確実に垂直軸に退避動作をさせることができる位置決め装置を提供すること。
【解決手段】固定部20に対して可動部21が鉛直方向に対して上下に移動する構造であり、圧力調整装置46はエア源(コンプレッサ)44に接続され、圧縮空気がエア配管60を介してエア源44から圧力調整装置46に供給され、圧力調整装置46に供給された圧縮空気はエアバランスの配管80を介してエアバランスに供給され、制御装置40からの圧力調整を指令する電気信号が圧力調整の信号線80を経由して圧力調整装置46に入力し、圧力調整装置46の動作が制御され、非常停止スイッチ42は手動で緊急停止させるためのスイッチであり、これが押されると制御装置40の制御が切れて非常停止状態となる。
(もっと読む)
工作機械の制御装置
【課題】指令値やコードを変更したNCプログラムを実行する場合に、安全に且つ加工精度を低下させることなく、ワークを加工可能な工作機械の制御装置を提供する。
【解決手段】工作機械の制御装置1は、NCプログラムを記憶するプログラム記憶部11と、NCプログラムをブロック毎に順次解析して送り機構6に関する動作指令を抽出するプログラム解析部16と、抽出された動作指令を実行して送り機構6を制御する実行制御部21と、NCプログラムを変更するプログラム編集部13と、NCプログラムの変更箇所に関する変更箇所情報を記憶する変更箇所情報記憶部15とを備える。実行制御部21は、動作指令を実行するに当たり、当該動作指令に係るブロックが変更箇所に係るブロックの1つ前のブロックであるか否かを確認して、1つ前のブロックであると判断した場合には、当該動作指令の実行前又は実行後に送り機構6の作動を一時停止させる。
(もっと読む)
7軸多関節ロボットの制御方法、制御プログラム及びロボット制御装置
【課題】7つの関節のうち基端側にある3つの関節の各回転軸のうち少なくとも1軸が他の軸と一点で交わらない機構を持った7軸多関節ロボットを人間の腕のように滑らかに動作させる制御を適切に実現する。
【解決手段】基端から先端に向かって順に設けられた7つの関節を具備し、当該7つの関節が次の関節を旋回させる回転軸と次の関節を回動させる回転軸とを交互に有しており、かつ当該基端側にある3つの関節の各回転軸が一点で交わらないように構成された7軸多関節ロボットの制御方法であって、前記3つの関節のうち中間関節の回転軸を肩とみなした場合の擬似的な肘角度が一定となるような前記中間関節の関節角を拘束条件に用いて逆変換を実行する(ステップS505)。
(もっと読む)
工作機械における加工方法
【課題】回転軸の回転速度を連続的に変動させるような機能を有していなくても、回転速度を低下させたり取り代を小さくしたりすることなく、びびり振動を抑制することができる工作機械の加工方法を提供する。
【解決手段】NC装置5からの指令により回転速度を変化させるタイミングと、工具のワークへの切り込み及び退避のタイミングとを同期させており、工具がワークから退避した状態においてNC装置5からの指令により回転速度を一段階変化させるとともに、その指令により回転速度が変化するタイミングで工具をワークへ切り込ませ、工具のワークへの切り込みに伴う回転速度の変化が終了するタイミングで工具をワークから退避させるようにした。
(もっと読む)
NCプログラム作成方法及び作成装置
【課題】工具が工具使用限界時間を超過した状態で被加工物を加工することに起因する工具破損や加工精度の低下を確実に防ぎ、工具を工具使用限界時間まで適切に使用することを可能とするNCプログラム作成方法及びNCプログラム作成装置を提供する。
【解決手段】各加工経路に使用する工具を選択する工具選択指令と当該工具の加工経路とが記述される加工データと、工具の工具番号及び工具使用限界時間が記述される工具データとを読み込むステップと、加工データから工具選択指令を検出するステップと、検出された工具選択指令により選択される工具の加工経路から工具使用時間を算出し、工具使用時間と工具使用限界時間とを比較するステップと、工具使用時間が工具使用限界時間を越える加工経路の前に、当該工具を工具番号の異なる同一の工具と交換する工具交換指令を追記するステップとを含むようにした。
(もっと読む)
ロボット制御装置
【課題】
手動操作座標系を自動的に切り換えても、手動操作座標系が切り換わったことを作業者が本当に認識しない限り、意図しない方向へロボットを手動操作により移動させてしまう可能性がある。
【解決手段】
ロボット制御装置RCは、複数のユーザ座標系を表示装置30に表示させることにより、表示された複数のユーザ座標系の中からいずれか1のユーザ座標系の選択を促すCPUを備える。CPUは、自動選択された座標系をティーチペンダントTPの表示装置30に表示するようにする。さらに、手動により選択された座標系と、自動選択された座標系とが一致した場合のみ、手動操作座標系の切り替え制御を行う。自動選択された座標系と作業者が意図している座標系とが相違することがなく、安全性を高めることができる。
(もっと読む)
遠隔操作装置及び工作機械
【課題】操作パネルの操作スイッチの状態と工作機械の内部情報を一致させることが可能な遠隔操作装置を提供する。
【解決手段】工作機械1を操作する操作スイッチを有する操作パネル4に着脱可能であって、工作機械1とは遠隔地に配置された別体のパソコン30からの操作指示により操作スイッチを遠隔操作する遠隔操作装置20において、操作パネル4の操作面に装着するパネル装着部21と、操作スイッチを操作する操作部23と、操作部23を操作パネル4に対向して移動する送りユニット22と、操作指示に基づき、操作部23及び送りユニット22を制御する制御部25と、を備え、パネル装着部21に、操作部23、送りユニット22、及び制御部25を設けた。
(もっと読む)
多関節ロボットアーム型搬送装置の軌道情報生成装置
【課題】始点から終点までの搬送対象物を直線移動させるにあたり、移動時間の短縮と振動の低減とを両立した軌道情報生成装置を提供する。
【解決手段】多関節ロボットで搬送対象物を直線移動させるにあたり、搬送装置103の動力学モデルに基づいて始点Sから終点Eまでの移動に要する時間teをパラメータの一つとして含む評価関数の値が最小となるように最適化手法を用いて軌道情報132を生成する。動力学モデルとして搬送対象物Wを搬送する先端リンクの動作を直線動作に限定したモデルを予め設定しておき、予め設定された搬送装置の振動特性を用いて先端リンクの移動により生じる模擬振動の大きさ(x−xa)を算出し、算出した模擬振動の大きさ(x−xa)をパラメータの一つとして評価関数に含め、少なくとも上記2つのパラメータである移動時間te及び模擬振動の大きさ(x−xa)を含む評価関数の値が最小となるように軌道情報132を生成する。
(もっと読む)
工作機械
【課題】ワーク加工時のびびり振動を自動的に抑制する工作機械を提供する。
【解決手段】2台のサーボモータ7a、8aはその駆動力を歯車で伝達して一つの傾斜送り軸を駆動する。制御装置Mはワークの加工中の上記歯車の接触歯面に予圧がかかるように制御する。制御装置Mは、加工中にびびり振動が検出されると、上記歯車の接触歯面の面圧を増加させてびびり振動を抑制するようにサーボモータ7a、8aを制御する。
(もっと読む)
レーザ発振器制御装置
【課題】レーザ発振器からの送信に異常があった場合のレーザ発振器の不所望な動作を防止する。
【解決手段】コントローラ1は、所定周期で変化する交番信号S2を生成し、この交番信号S2をレーザ発振器2に送信する交番信号送信回路11,13を有し、レーザ発振器2は、コントローラ1からの交番信号S2に対応して周期的に変化する戻り信号S3を生成し、この戻り信号S3をコントローラ1に送信する戻り信号送信回路21,26を有する。さらにコントローラ1は、レーザ発振器2からの戻り信号S3を監視し、戻り信号S3が異常であると判定すると、レーザ発振器2によるレーザ照射を停止するための停止制御信号S5を出力する監視回路12,15を有する。
(もっと読む)
穴加工用NCプログラム作成装置
【課題】複数の穴が交差する場合の穴加工用NCプログラム作成装置を提供する。
【解決手段】穴領域抽出手段120により、製品形状三次元CADデータ20において加工すべき複数の穴領域G1,G2,G3を抽出する。交差穴領域抽出手段130により、複数の穴領域G1,G2,G3の中から相互に交差する二つの穴領域G2,G3を抽出する。加工工程決定手段160により、相互に交差する二つの穴領域G2,G3のうち先に加工する一方の穴領域G2に対して尖ドリルT2により加工し、後に加工する他方の穴領域G3に対して少なくとも交差部を平ドリルT3により加工し、交差部より奥側を尖ドリルT2により加工するように加工工程を決定する。この加工工程に基づいて、NCプログラム作成手段170がNCプログラムを作成する。
(もっと読む)
円盤刃物送り制御方法,装置およびそれを用いた切断装置
【課題】 モータの滑り、力率の変化に影響を受けないきめ細かい制御を可能とする。
【解決手段】 円盤刃物の送り制御に係わる。刃物回転モータの電力Pを計測し、刃物の回転速度fを計測する。刃物が回転中か否かを判断し、回転中なら、トルクT=P/(2×π×f)N・mの式に従い計算する。切断中か否かを判断し、切断中なら送り速度PID制御を開始し、トルクが一定となるように信号を刃物送りモータに送る。刃物回転モータが過負荷か否か判断し、過負荷でないとき、送り速度PID制御を行い、切断終了か否かを判断する。切断終了なら運転開始位置方向へ刃物を移動する。前記切断終了でないなら前記PID制御から後のいずれかの手順に戻る。前記過負荷判断で過負荷なら、送り速度を低下させ、基準時間内にトルクが正常化したか否かを判断し、正常化なら前記送り速度PID制御を行い、正常化でないなら、刃物を切断開始方向へ後退させる。
(もっと読む)
産業機械および産業機械の制御方法
【課題】 制御対象物を適切に制御できない場合であっても、制御対象物の移動を確実に停止できる産業機械および産業機械の制御方法を提供する。
【解決手段】 三次元測定機1は、所定の軸方向へ制御対象物を移動させる移動機構2と、移動機構2を制御する制御装置3とを備えるものであって、制御装置3は、制御対象物の軸方向への移動を停止させる停止手段30を有し、停止手段30は、制御対象物の軸方向への移動速度を監視する速度監視部302と、制御対象物の軸方向への移動速度が所定の閾値を超えているか否かを判定する判定部303と、制御対象物の軸方向への移動速度が所定の閾値を超えている場合に、制御対象物の移動を停止させる停止部304とを備える。
(もっと読む)
パソコン機能を有する数値制御装置
【課題】パソコンのオペレーティングシステムが起動しない場合でも、数値制御装置の画面を表示する。
【解決手段】パソコン100に接続された記憶装置は、領域1に汎用OSと表示アプリを、領域2に保守用OSと数値制御装置の画面を表示する表示アプリを格納する。(1)数値制御装置200は、パソコン100を起動する信号をパソコン100に送る。(2)パソコン100は、保守用OSを起動し、従来通りに汎用OSを起動する。(3)汎用OSが起動した場合、数値制御装置200に起動完了を通知し、表示アプリを実行する。(4)パソコン100からの起動完了の通知が無い場合、数値制御装置200は、パソコン100をリセットし再起動する。(5)数値制御装置200は、保守用OSで画面を表示するための起動信号をパソコン100に送信する。(6)パソコン100は再起動後、保守用OSを起動し、保守用表示アプリを実行してCNC画面を表示する。
(もっと読む)
穴あけ加工制御方法および穴あけ加工装置
【課題】異なる材質の材料により形成されていることで区分される複数の形成領域を有するワークに穴を形成するために、穴が形成される2以上の加工対象層をドリルに作用する負荷トルクに基づいて自動的に判別可能とすると共に、加工対象層毎に設定された加工条件での穴あけ加工の容易化および加工効率の向上を図る。
【解決手段】異なる材質の材料で区分される形成層51〜56を有するワーク50に穴70を形成する穴あけ加工装置において、加工対象層判定手段は、穴あけ加工の開始とドリル4に作用する負荷トルクの変化とに基づいて加工対象層51a〜56aを穴あけ加工の順に判定し、加工条件決定手段は、各加工対象層51a〜56aの形成材料に対応した設定加工回転速度および設定加工前進速度を決定し、駆動制御手段は、ドリル4が設定加工回転速度および設定加工前進速度で穴70を形成するように、主軸モータおよび送りモータを制御する。
(もっと読む)
1 - 20 / 210
[ Back to top ]