
Fターム[3E050GB07]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(切断) (786) | シーラーに組込まれた切断具 (392) | 溶断 (56)
Fターム[3E050GB07]に分類される特許
21 - 40 / 56
包装装置
【目的】排出口を底面側に設けた包装装置において、設置ミスにより設置卓上面で排出口がふさがるのを防ぎ、かつ使い勝手の良い包装装置を提供する。
【構成】排出口から排出される包装体の落下方向を遮る受け部を有する受け部材が、筐体底面から下方に延びるように設ける。受け部材が設置卓上面と干渉しないようにしなければ筐体を設置できない。必然的に排出口が設置卓上面によってふさがれることはなくなり、設置ミスを防ぐことができる。包装体は受け部上に落下するので、設置卓上面と床面との間の高さの差が大きくても傷がつくことが無く、しかも取り出しやすいから、使い勝手が良い。
(もっと読む)
充填機及び当該充填機を備えた充填包装装置

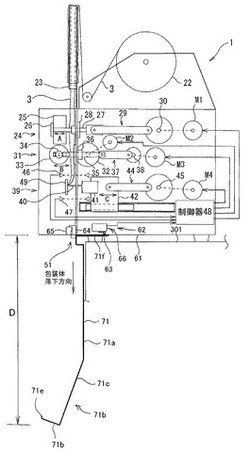
【課題】削り節等の軽量で薄片状等の自然落下し難い充填物を包装体に対し迅速に充填することができ、効率のよい充填を実現できる充填機、更に包装を行うことができる充填機及び充填包装装置を提供する。
【解決手段】シュート41の一端部と筒状体33の上端部との間の辺りに来たところで、エアパイプ49の噴射口51からエアを勢いよく0.5秒間、噴射する。包装材Sは通気性を有するので、黒塗りの小さい矢印で示す筒状体33内に排出口47へ向かう気流が発生して、この気流は包装材Sから抜ける。従って、筒状体33内が一瞬負圧になり、削り節Kは白抜きの矢印で示す経路で筒状体33へ吸い込まれるようにして落下し、一端部Saが閉じられた包装材Sの下端部分に収容される。
(もっと読む)
包装ライン及び別個の製品を連続的に包装するための方法
【課題】異なる長さを有する製品のための異なる長さを有する包装品をランダムな順序で製造する。
【解決手段】第1のコンベヤに沿って設けられた多数のフィーダとを有する製品集合パスと、包装チューブを形成するための折り曲げ手段7と、包装チューブを進めるための第2のコンベヤ8と、別個の包装品を包装チューブから横切る方向に切離するためのクロス切離装置10とを有する包装モジュール5と、前記フィーダからの製品の供給を制御し、前記コンベヤの輸送速度を制御するとともに、クロス切離装置の速度を制御するための制御部であって、クロス切離装置は2つの切離要素を有し、これらの切離要素は所定の垂直ストローク長の往復垂直移動と、所定の水平ストローク長の往復水平移動の両方を行い、少なくとも水平ストローク長は短い製品及び長い製品の両方を処理するように設定可能である制御部とを備えている。
(もっと読む)
物品をプラスチック材料のフィルムにより包装する方法
【課題】物品又は製品の良好な包装を危うくする弱い横方向溶着を除去することができる包装方法を提供する。
【解決手段】縦方向(F)において横方向溶着装置(18)に関して下流に位置している他の横方向溶着装置(20)のモータ(36)及びオシレータ(42)を駆動せしめ、これにより、ひとつの物品(2)とこの物品(2)に続く他の物品(3)との間の間隔の一部分で前記フィルム(16)を溶着すると共に分離する段階と、前記縦方向(F)において前記横方向溶着装置(20)に関して上流に位置している前記横方向溶着装置(18)のモータ(36)及びオシレータ(40)を駆動せしめ、これにより、前記物品(3)とこの物品(3)に続く他の物品(4)との間の間隔の一部分で前記フィルム(16)を溶着すると共に分離する段階とを包含する。
(もっと読む)
静電電極
【課題】包装用フィルムをブロッキングさせることなく良好な静電シールを施すことができる静電電極を提供する。
【解決手段】包装用フィルムFを筒状に成形して被包装物に被せ、該包装用フィルムFの合せ部Lを静電シールにより接合するようにしたフォーマ5に設けられる静電電極であって、送り移動される包装用フィルムFの合せ部Lに面接触するように配設される平板状の静電電極板1と、該静電電極板1との間に包装用フィルムFの合せ部Lを介在させた状態にて、静電電極板1に対して所定の間隔をおいて面直に配設される先尖り状の放電電極2と、を備え、包装用フィルムFの合せ部Lに対する接触面積を減ずるために静電電極板1に複数の穿孔3を施している。
(もっと読む)
包装装置
【課題】2つのフィルムロールから繰り出した2枚のフィルムシートの間に被包装物を挟んで前後左右を熱溶着して包装する包装装置において、溶着先端がずれたり、しわができたり、折れた状態で溶着されたりしないようにする。
【解決手段】従来装置における、搬送ベルト、被包装物の先端、後端検知センサ、制御手段に加えて、少くとも一方のフィルムロールに対し搬送ベルトとより遅い速度でフィルムを繰り出せるフィルム駆動手段を設け、包装開始前の状態で被包装物挿入押し込みの抵抗を小さくするためフィルムにたるみを持たせておき、フィルムに挟まれた被包装物が搬送ベルトで搬送されるとフィルム駆動手段も駆動させ、たるみが少なくなって行きゼロになる瞬間では駆動させておき張力の衝撃を柔らげその後停止させ、被包装物後端側の熱溶着が終った後で、次の包装のためのたるみを形成させる。
(もっと読む)
商品の包装方法
【課題】商品の箱詰めの自動化を可能とする商品の包装方法の提供。
【解決手段】フィルムロール5から幅方向に二つ折りされた熱収縮性フィルムFをテーブル上に引き出し、上下フィルムF1、F2間に台紙を挿入し、台紙ごとフィルムFを引っ張って、包装用テーブル2より下方に位置する搬送コンベヤ10a上に引き出し、搬送コンベヤ10a上において上下2枚のフィルムF1、F2の側縁間に形成される開口部から台紙上に商品を載置する。その後上下2枚のフィルムF1、F2の互いに重なり合う側縁部の長さ方向と、側縁から折曲げ部に至る幅方向とを平面L形に熱溶着すると共に、その熱溶着部幅の略中央位置で溶断して商品が包装されたフィルム袋を形成し、そのフィルム袋を搬送コンベヤ10cによりシュリンク装置11内を通過するよう搬送して熱収縮させ、商品包装体を形成する。
(もっと読む)
角錐パック用自動包装機の製袋機構
【課題】 充填された内容物が舞い上がることなく筒状包装フイルムを扁平形状にすることができる製袋機構を提供する。
【解決手段】本発明の角錐パック用自動包装機は、円筒形状の包装フィルムFAを扁平形状の包装フィルムFA'に成形するために、横シールを施す前にエアー噴射部材20とエアー噴射部材21から圧縮エアーを噴射し、その後、扁平形状になった包装フィルムFA'に対して横シールバー10、11が挟み込んで横シールを行う。この結果、内容物の噛み込み発生を防ぐと共に、シール部分の皺発生を防ぐことが可能になり、皺に起因したシール不良や包装袋の外観劣化を阻止することができる。
(もっと読む)
麺玉の自動丸め方法及び自動包装方法並びにその装置
【課題】麺玉を設計形状に形成するとともに、逆ピロー包装装置を使用して麺玉群を正ピロー状態で包装する。
【解決手段】設計長さに切断された麺線群mを、固定ローラ6と変位ローラ7とからなる一対のローラ上に供給し、該記両ローラの回転により前記麺線群mを丸める方法であって、前記両ローラを正回転させて前記麺線群mを丸めて麺玉M0を形成する行程と、前記麺線群mの終端部が前記ローラの食い込み入口に達したときに、前記変位ローラ7を変位させてローラ間隙tを広げ、食い込みローラ間隙t1にする行程と、前記変位ローラ7を逆回転させ、前記ローラ隙間t1に食い込まれる前記麺玉M0を押圧しながら元の位置に戻す行程と、を備えている。
(もっと読む)
バンド従動パッケージおよびそのコンポーネントの製造
バンド従動パッケージを製造する方法又はパッケージ用バンド駆動コンポーネントを製造する方法と、これらの方法を実行する機械とが開示される。1つの方法は、可撓性を有する第1および第2のウェブを供給方向に供給する工程を含み、基材の各面に1つのウェブを供給することによって、両ウェブが供給方向に関して基材の前後で互いに対面配置される。この方法はさらに、対面配置された両ウェブを基材の前方の第1結合部と基材の後方の第2結合部とにおいて結合する工程を含み、両結合部は、両結合部の間にある基材を協働で取り囲むウェブ部分に隣接する。この方法はさらに、結合されたウェブ部分をウェブの残り部分から分離することによって、両結合ウェブ部分が協働でバンドを形成して基材を包囲し、パッケージの使用中、基材の周囲でスライド可能に構成する。  (もっと読む)
(もっと読む)
光学フィルム重畳体の包装方法
【課題】より簡単で、光学フィルム重畳体の型崩れを起こすことなく、更にはホコリなどの異物が混入したり、接着層が包装フィルムに付着して接着層が欠けたり、光学フィルムの表面に接着剤が付着するというという不具合を起こさない光学フィルム重畳体の包装方法を提供する。
【解決手段】本発明の光学フィルムを複数枚積み重ねた光学フィルム重畳体を包装フィルムで包装する方法は、上下2枚の包装フィルム間に、上下に保護シートを配置した光学フィルム重畳体を挿入する工程、該光学フィルム重畳体の周囲をヒートシールすると共に溶断してフィルム包装体とする工程および該フィルム包装体を加熱して表面の包装フィルムを熱収縮させる工程を有することを特徴とする。
(もっと読む)
包装装置
【課題】挿入した被包装物の検知信号によりその被包装物に対する包装フィルム印刷部位の修正ができる包装装置の提供。
【解決手段】印刷位置マーク検知手段(レジセンサ11)と、包装物において先端と印刷位置マーク間の適正とされる距離を置いた被包装物先端検知手段(内部センサ13)と、印刷フィルム2の引き出しに対するブレーキ手段(ブレーキローラ3)と制御回路18を設け、制御回路18は両検知信号を同時に受信したときは修正せず、印刷位置マーク検知信号のみを受信したときはブレーキ手段を予め定めた時間動作させ、先端検知信号のみを受信したときは、印刷位置マーク24の後端を検知した後予め定めた時間を経過したときに搬送ローラ19を停止させる。
(もっと読む)
筒状包装体及びその包装方法と包装装置
【課題】合成樹脂線材を封止材として用いた包装方法において、さらに確実な封止工程を提供して密封性に優れた包装体を高い歩留まりで提供する。
【解決手段】フィルム18に向かって、V字形の開口部と該V字の底部からU字形に延びるフィルム引き込み部を有し、同一水平面上に配置した集束板11a,11bをフィルム18に向かって前進させ、フィルム18を引き込み部にたくし込んで水平断面形状が略円形の集束部を形成すると当時に、集束板11a、11bの側面がフィルム18を挟んで対峙する集束手段を有する包装装置とする。
(もっと読む)
梱包装置及び梱包袋形成方法及び梱包方法
【課題】小型化を図りつつ原反ロールから引き出されて折り重ね合わされたシートの折り曲げ部にシワが生じるのを極力防止できる梱包装置の提供。
【解決手段】シート4を底辺部6と頂角部7とを結ぶ斜辺8’に沿って張力を付与しつつ底辺部6から頂角部7に向かって滑らせながら頂角部7により折り曲げ部11を形成すると共に底辺部側に三角形状の開放空間12を形成する三角形状板3と、折り曲げ部11を挟持しつつシート4の幅方向中間部分を引き出すと共に重なり合わされた幅方向各辺部14を引き出す引き出し用ローラ13と、重なり合わせ部16を幅方向に溶着かつ切断して折り曲げ部11を底部11’として開放空間12を被梱包部材の挿入開口12’とする梱包袋を順次形成する溶着切断部材17とを備え、引き出し用ローラ13は、シート4の折り曲げ部11の引き出し量を抑制する方向の抗力を発生するように三角形状板3に対して配置されている。
(もっと読む)
遊技機用梱包機
【課題】遊技機の自重が加わる下部を溶着することなく、遊技機を四方封止状態に梱包することのできる梱包設備を提供する。
【解決手段】パチンコ機用梱包設備1は、コンベア装置10、L字形溶着・溶断装置20、ガイド部材30、チェーン式押圧装置40及びフィルム回収装置50を備え、長尺状フィルム材2は、折り目2cを搬送方向後方に向けた水平状態で、ガイド部材30の後方直近位置に対し、第1コンベア11の下を通る様に、第1コンベア11の側方から供給される。第1コンベア11の下方に供給されたフィルム材2は、上方に折り返されると共に、両側縁2a,2bを、それぞれコンベア11の外側からコンベア11を包み込む様に持ち上げられる。そして、持ち上げられた両側縁2a,2bは、それぞれ、ガイド部材30の分離プレート31,32の外側から内側へと掛けられる。
(もっと読む)
編集製品をプラスチックフィルムにより包装する方法及び関連する包装品
【課題】新聞、雑誌等の編集製品をプラスチックフィルムにより包装する方法において、先端部にラベル表示部分を設ける方法の提供。
【解決手段】プラスチックフィルム12をボビン13からほどいて、多数の予め印刷した自己接着ラベル16を2つのラベルの間を包装しようとする編集製品11の長さよりも大きい予め設定した長さだけ離して、かつフィルム送り方向Fに関して横向きにしてプラスチックフィルム12上にはり付け、編集製品11を前記プラスチックフィルム12上で隣接する2つのラベル16間に置き、プラスチックフィルム12を複数の編集製品11を覆うように折り重ねて縦方向に溶接し、ラベル16と編集製品11の間を溶着22し、また完成包装品100の先端および後端を溶断して分離する。
(もっと読む)
遊技機用梱包機
【課題】遊技機を四方封止状態に梱包するに当たり、装置の大型化を招くことなく梱包作業の効率を改善すると共に、見栄えよく梱包し、機械の故障等を防止する。
【解決手段】パチンコ機用梱包機1は、コンベア装置10、L字形溶着・溶断装置20、ガイド部材30、チェーン式押圧装置40及びフィルム回収装置50を備える。L字形溶着・溶断装置20は、水平腕21と垂直腕22とからなるL字形で、フィルム材2の上端を溶着する第1溶着部23と下方に伸びる第2溶着部24によるL字形の溶着部と、第1溶着部23の上方の外側溶断部25と第2溶着部24の後方の後方溶断部26によるL字形の溶断部とを備える。また、後方溶断部26の後方に第3溶着部27も備えている。L字形溶着・溶断装置20は、第1溶着部,第2溶着部,第3溶着部,後方切断部及び外側切断部を同時に作動させ得る装置として構成されている。
(もっと読む)
横シーラー、ピロー包装装置及びシュリンク包装体
【課題】 シュリンク包装体の横シール端部に角部を発生させないようにした横シーラーを提供する。
【解決手段】 ピロー包装工程において、被包装品3を筒状に包んだフィルムを、前記被包装品3の前後でフィルムの送り方向に直交する方向に溶断シールするための横シーラー6であって、加熱可能な切断刃14と受刃15を備え、前記切断刃14は、一対の直線部14a,14aの両端に、横シール端部12を面取り状に溶断シールするための面取部14b,14bを、外方に向けて互いに末広がり状となるように連設するように形成している。
(もっと読む)
製袋包装装置及び計量包装システム
【課題】適切な包装袋を形成する可能な製袋包装装置を提供する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
(もっと読む)
一対のシール装置、縦型製袋包装機、および計量包装システム
【課題】 包材を良好にシールすることができる一対のシール装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 固定機構60は、ナイフ40の長手方向両端部に複数設けられており、主として、静止部61と、可動部62と、を有する。可動部62は、静止部61と押圧部材67との間に配置されており、押圧部材67からの押圧力によって静止部61の第1傾斜面61aを摺動可能に設けられる。これにより、可動部62が押圧部材67から押圧方向AR3の押圧力を受けると、可動部62は、静止部61の第1傾斜面61aに沿って傾斜方向AR4に摺動し、突起部63はナイフ40の切欠部41と嵌合して押圧する。そのため、ナイフ40は、押圧方向AR3だけでなくナイフ40長手方向にも押圧され、支持部50の溝部に安定して固定される。
(もっと読む)
21 - 40 / 56
[ Back to top ]