
Fターム[3E054DB04]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(プッシャ、リフタ) (589) | 横押し用 (143)
Fターム[3E054DB04]に分類される特許
81 - 100 / 143
包装システムならびにその制御方法
【課題】後処理装置22が停止しても良品のPTPシート1を系外に排出する必要がなく、かつ、包装システム10を停止してもポケット2に収容された内容物5が熱による劣化を生じない包装システム10を提供する。
【解決手段】基材シート6に形成されたポケット2に内容物5を充填する充填装置14と、シート状の蓋材4を基材シート6に熱圧着してポケット2の開口部を閉塞する蓋取付装置18と、基材シート6および蓋材4の接合体からPTPシート1を打ち抜く打抜装置20と、PTPシート1を後処理装置22へ向けて搬送する搬送装置24とを備える包装システム10に対して、さらに、後処理装置22が停止したときに後処理装置22に代わってPTPシート1を受け入れるバッファ装置32を搬送装置24の下流側に配設することにより上記課題を解決することができる。
(もっと読む)
箱詰め装置及びそれを用いた箱詰め方法

【課題】複数の外装箱に同時に物品を箱詰め可能であって、かつ、吸着装置と外装箱配置装置とをより簡素に構成することができる箱詰め装置とそれを用いた箱詰め方法を提供する。
【解決手段】2以上の所定数の物品Wを並列させた物品群の状態として配置位置Pに配置する物品配置装置3と、配置位置Pの下方の箱詰め位置Uに所定数の外装箱Cを物品Wの並列方向に並行するようにして配置する外装箱配置装置80と、配置位置Pの上方において並列方向に並行して並ぶ所定数の吸着具14Fを有し、吸着具14Fは相互に並列方向に離隔可能であって、かつ全ての吸着具14Fが配置位置Pを通って昇降可能に構成されている吸着装置14と、配置位置Pの床を開放する開閉装置13と、を有する。
(もっと読む)
移送路に沿うパッケージのグループ分けユニット
移送路(T)に沿ってパッケージ(2)をグループ分けするユニット(1)であって、パッケージ2を受取るために移送路(T)に平行な複数の長手方向ラインとして配列された受取りステーション(5)と、それぞれの長手方向ラインからの、移送路(T)を横断する少なくとも1列に整列された所定個数のパッケージ(2)で成るグループ(3)の取出しステーション(6)と、各グループ(3)の個数に等しい個数のパッケージ(2)を所定の時間間隔で供給され、パッケージ(2)を移送路(T)に沿って送る移動コンベヤ面(9)と、移送路(T)に平行な作用部分(R1)を有する第1の移動路(R)に沿って周回移動する少なくとも1つの整列部材(45)と、受移送路(T)に平行な作用部分(S1)を有する第2の移動路(S)に沿って周回移動する少なくとも1つの押し部材(50)とを含み、整列部材(45)および押し部材(50)が独立した第1および第2のコンベヤ手段(48,53)によりそれぞれ移動され、第1および第2の移動路(R,S)の作用部分(R1,S1)が互いに一致しているユニット(1)が記載される。 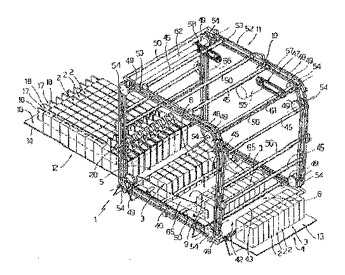 (もっと読む)
(もっと読む)
整列コンベア用供給装置及びその運転方法、並びに箱詰め装置。
【課題】無端軌道に載っている物品の回転角度を正確に判断することができ、かつ正確な回転角度の判断を比較的低コストで実現できる整列コンベア用供給装置の運転方法、及びその運転方法を利用した整列コンベア用供給装置及び箱詰め装置を提供する。
【解決手段】本発明の整列コンベア用供給装置の運転方法は、無端軌道204と、無端軌道204の上方に配設された二次元コード読み取り装置202と、二次元コード読み取り装置202と通信可能に構成された制御装置30と、を有し、二次元コード読み取り装置202が無端軌道204によって搬送される物品Wの上面に表示されている二次元コードQの読み取り角度を取得する角度取得ステップと、制御装置30が読み取り角度を二次元コード読み取り装置202から取得して読み取り角度に基づいて物品Wの回転角度を算出する回転角度算出ステップと、を有する。
(もっと読む)
集積装置およびこれを備えた箱詰め装置
【課題】1台の装置内において、複数の集積パターンによって物品の集積を効率よく行うことが可能な集積装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1では、搬送装置10から搬送されてくる商品X1,X2を、互いに並列に配置された2つの集積処理部(搬送機構30および吸着搬送機構40)において、異なる集積パターンによって集積処理を行う。そして、搬送機構30と吸着搬送機構40とにおいてそれぞれ集積処理された商品X1,X2を、共通の排出位置である排出装置50の2Fの階層部分から下流側に配置されたフラップ開口装置60の方へ排出する。
(もっと読む)
箱詰装置
【課題】本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記検出手段により検出される厚みに基づいて、前記一群の袋を前記規定サイズの箱に詰めることの適否を判断する判断手段と、記判断手段によって不適と判断される場合に、前記一群の袋のうち交換すべき袋を選択する選択手段と、を備えることを特徴とする。
(もっと読む)
集積装置
【課題】物品のサイズに応じて搬送手段の長さが変化することにより、物品のサイズの大小に拘わらず、物品の姿勢が不安定になることなく姿勢変更手段に渡すことができる集積装置を提供する。
【解決手段】物品Mを水平姿勢で第1の方向Xに搬送する搬送手段10と、物品Mを受け取って、物品Mの側面が第1の方向Xおよび鉛直方向に沿った起立姿勢に姿勢を変更させる姿勢変更手段20と、物品Mを第1の方向Xに直交する第2の方向に重ねた整列状態となるように集合させる整列手段40とを備え、搬送手段10が第1の方向Xに伸縮可能で、搬送される物品Mの第1の方向Xの長さに応じて搬送手段10が伸縮して搬送手段10と姿勢変更手段20との間の空間の距離を変更可能であることを特徴とする。
(もっと読む)
箱詰め装置及び箱詰め方法
【課題】物品群の保持への床の開閉動作の影響を排除することによって、箱詰め作業のトラブルを抑制する箱詰め装置及び箱詰め方法を提供する。
【解決手段】物品を整列させてなる物品群を整列方向から挟圧する挟圧ステップS3と、挟圧された物品群が載っている床を開放する開放ステップS7と、挟圧された前記物品群の上面に吸引ヘッドを接触させて物品群の上面を吸引して保持する保持ステップS4と、開放ステップS7後に吸引ヘッドを降下させることによって床の下方の外装箱に物品群を押し込む押し込みステップS8と、を有する、箱詰め方法であって、開放ステップS7の前に吸引ヘッドを物品群が床から離れる程度上昇させた状態とする上昇ステップS5を有する。
(もっと読む)
部材を箱に包装する装置およびその方法
【課題】部材を箱内に正確に載置する。
【解決手段】部材20を箱23に包装する装置1は、部材20を搬送方向に供給するコンベヤ2と、圧力板14を備えているプッシュ装置13とを備えており、圧力板14は、少なくとも1つの部材20を、閉位置から開位置までおよびその逆に移動しうるフラップ9上で移動させるために、搬送方向に対し横断する方向にのびた水平プッシュ方向に移動可能であり、箱20は、フラップ9の下方に位置決め可能であるものである。装置は、さらに、フラップ9の両側に位置させられた2つのガイド板5、6を備えており、ガイド板5、6は、圧力板14に対し横断する方向にのびている。装置は、圧力板14と平行にのびかつプッシュ方向に移動しうる保持板17を備えている。装置は、さらに、保持板17およびプッシュ装置13の間に位置させられたストッパを備えており、ストッパは、フラップ9の上方に、部材20の高さより小さい一定距離をおいて位置させられており、部材20および/またはストッパが、フラップ9上の部材20移動間に変形可能である。
(もっと読む)
選果施設
【課題】
フリートレイ式の選果施設において、箱詰め部で果実を取り出した空トレイを循環コンベアに排出しやすくすることを課題とする。
【解決手段】
果実トレイt2から果実fを取り出された空トレイt2を等階級選別コンベア部6の後工程の空トレイ受けコンベア部7の空きスペースに供給する構成にすることで、空トレイ受けコンベア部7はスペースが多く空いているため空トレイ搬送コンベア22から空トレイt2を円滑に供給しやすくすることができる。
(もっと読む)
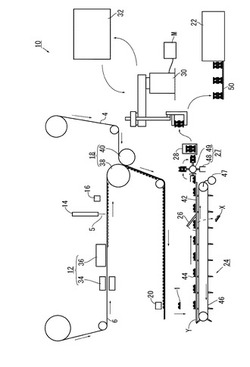
フィルム包装装置
【課題】パックに適度な張力でフィルムを掛けて確実に貼り付け、被包装物を傷めることなくパックを集積し、集積状態からパックを容易に取り出せるようにする。
【解決手段】フィルムロールからフィルムFを繰り出し、包装位置7へ供給して、所定長さに切断すると共に、被包装物が収納されたパックPを1パックずつ包装位置7に送り込み、包装位置7に位置づけられたパックPを、上昇ばね28aの付勢力による持上部材27の上昇に伴い持ち上げて、パックPにフィルムFを被せ、フィルムFの両側の粘着部をパックPの側面に上方から下方へ撫で付けるように押し付けて貼り付け、下降シリンダ28bの駆動により持上部材27と共にパックPを下降させ、フィルムFが掛けられたパックPを包装位置7から搬出し、ストッカ4に、前後列のパックPに間隔が開くように集積コンベヤを制御して、パックPを集積する。
(もっと読む)
瓶整列装置及び瓶自動収納方法
【課題】瓶の収納ケースへの収納を効率良く行なう。
【解決手段】支持台7上に設けた2つの瓶取出位置7a,7bの間に1列の瓶1を搬入する搬入コンベア8と、搬入された1列のの瓶1を係止する係止部材10と、各瓶取出位置7a,7bにおいて搬入コンベア8と直角方向に配設された複数の固定ガイド14a,14bと、固定ガイド14a,14bと直角方向に配設され、各瓶取出位置7a,7bにおいて固定ガイド14a,14bと平行な方向に移動可能な複数のスライドガイド15とから瓶整列装置を構成し、スライドガイド15の押圧移動により複数列の瓶1をスライドガイド15と固定ガイド14a,14bとにより各瓶取出位置7a,7bに交互に整列させ、整列された複数の瓶1を敏把持装置により一括把持し、一括移動し、収納ケース20に一括収納する。
(もっと読む)
包装装置
【課題】装置をコンパクト化すると共に、包装サイクルの短縮化を図るようにした。
【解決手段】物品搬送手段18の上流側に、一端がエンドシールされた筒状フィルム16a中に向けて物品20を押送する物品供給機構22が配設される。物品供給機構22は、物品押送方向に沿って進退動可能な移動部材46に、押送部材40が連結されて該押送部材40を物品押送方向に沿って進退動するエアシリンダ66が一体的に移動するよう配設される。移動部材46は、サーボモータ54によりボールネジ48のネジ軸50を正逆回転することで、物品押送方向に進退動する。そして、サーボモータ54およびエアシリンダ66を作動して押送部材40を前進移動することで、物品20は筒状フィルム16a中に押送される。
(もっと読む)
箱詰め装置
【課題】複数の収容個数の物品が並置された状態で整列コンベアに供給される場合において、収容個数の物品がそれぞれ収容部内の所定の位置に収容された状態を検出することができる箱詰め装置を提供する。
【解決手段】反転部16Eにおける一連の仕切板10の延伸端を結んで形成される円弧Mよりも外周側において収容位置Rにおける接線方向に延びる検出用光路L1,L2が複数水平方向に並列するようにして配設されている複数の遮光形検出器2A,2B,3A,3Bと、遮光形検出器2A,2B,3A,3Bの検出信号に基づいて無端軌道16を制御する制御装置と、を有する。
(もっと読む)
物品移載装置
【課題】バケットコンベアのバケットに個別保持された物品を複数個ずつ押し出して次工程へ送り出すに際し、次の作業がやりやすい形に物品をまとめられるようにする。
【解決手段】バケットコンベア10の複数のバケット11に個別保持された複数の物品2は、第1押し出し装置30により中間保持部20の物品受入部21に押し出される。中間保持部20には押し出しバー41が配置されており、押し出しバー41は第2押し出し装置40により、物品受入部21における物品2のオーバーランを止める第1位置から物品受入部21内の物品2の背後に回り込む第2位置へ、さらに物品2を物品受入部21から移載チャック120への受け渡し箇所へと押し出す第3位置へと順次変位せしめられる。
中間保持部20と受け渡し箇所の間には、中間保持部20から押し出された複数の物品2を密集状態にするテーパ状ガイド23が設けられている。
(もっと読む)
物品の振り分け装置
【課題】搬送経路における上流側の搬送手段で搬送された物品を下流側の複数の搬送手段に振り分けることができるとともに、後工程における作業性を向上させることができる物品の振り分け装置を提供する。
【解決手段】供給された物品Wを搬送する第1搬送手段1と、該第1搬送手段1より搬送経路の下流側に配設された第2搬送手段2,3と、第1搬送手段1で搬送された物品Wを受けて搬送しつつ、その物品Wを第2搬送手段2,3のうち任意選択されたものに対して振り分ける振り分け手段4とを具備した物品の振り分け装置において、振り分け手段4は、第1搬送手段1から受けた物品Wをその搬送方向に対する向きを保持しつつ搬送して第2搬送手段2、3に振り分けるものである。
(もっと読む)
容器計数装置
【課題】高速化が容易に図れるとともに、筒状容器の所定個数が正確に計数分離することができる容器計数装置を提供する。
【解決手段】筒状容器Wのフランジ部が咬合可能な螺旋溝53aが形成された3個のスクリュー軸53を備え、その螺旋溝53aは、リード量が漸増してなる漸増部と、この漸増部の下流側に形成され均一なリード量の均一部とを有してなり、筒状容器Wを分離するフィンガ75は、前記均一部に達した区間内で上昇するように構成し、上流側から搬送された筒状容器Wが所定個数に達した時期に、フィンガ75をスクリュー軸53により搬送される筒状容器Wと並走させるとともに、フィンガ75を上昇させて、所定個数の筒状容器群を後続の筒状容器Wから分離して下流工程へ送出するようにしたものである。
(もっと読む)
包装装置及び包装方法
【課題】連続して送り出される包装シート(12)を筒状連続体(20)に整形するフォーマ(13)と、筒状連続体(20)の上流端内に被包装物(A)を供給する物品供給装置(34)と、筒状連続体(20)に整形された包装シート(12)の両側縁を溶着するセンタシール装置(16)と、その下流側のエンドシール装置(6)を具備し、前記エンドシール装置(6)は、前記筒状連続体(20)の最下流部に位置する包装単位数の被包装物(A)の組と、これの上流側に隣接する被包装物(A)の組の相互間にて前記筒状連続体(20)を挟圧することにより溶着すると共に切断する包装装置に於いて、包装シート(12)の必要量を少なくする。
【解決手段】筒状連続体(20)の最下流部に位置する被包装物(A)の組が充填されている切断対象部(S)を、前傾姿勢にする傾斜機構(4)が設けられ、エンドシール装置(6)は、前記姿勢に傾斜された前記切断対象部(S)の後端を溶着すると共に切断する。
(もっと読む)
ボトルの把手組付装置
【課題】 ブロー成形ボトルの把手取付用凹部に把手を確実かつ効率良く組み付け可能な把手組付装置を提案すること。
【解決手段】把手組付装置50は、二軸延伸ブロー成形機40から受け取ったボトル1を、位置決め部60に送り込み、各ボトル1の送りピッチおよび向きを揃える。送りピッチおよび向きが揃ったボトル1を、ボトル送り機構170によって、空気漏れ検査部80、把手挿入部100、把手固定部120、および不良ボトル排出部140を経由して、把手付きボトル取り出し部56に送り出す。把手10の取付不良の発生を抑制でき、効率良く把手組付動作を行うことができる。
(もっと読む)
グルーピング装置
【解決手段】 第1グルーピング機構6は、搬送コンベヤ2上に係合ピン14を突出させて包装品5に当接させることで、包装品5の移動速度を規制するようになっている。係合ピン14は、搬送方向後方側へ突出する突出部14Aと、その隣接下方側に位置する空間である逃げ部14Bを備えている。包装品5は、開口部4Aが前方となるようにして搬送コンベヤ2によって搬送されるようになっている。
係合ピン14の突出部14Aが包装品5の開口部4Aを介して缶3に当接して包装品5の移動速度を規制するが、その際、包装品5の包装材4の前端4Bは逃げ部14B内に位置して係合ピン14と当接しない。
【効果】 包装材4の前端4Bを損傷させることなく包装品5を所定数にグルーピングすることができる。
(もっと読む)
81 - 100 / 143
[ Back to top ]