
Fターム[3E054FA07]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(配列) (913) | グループ化するもの (232)
Fターム[3E054FA07]に分類される特許
141 - 160 / 232
ストロー付き容器の整列搬送装置
【課題】酒、ワイン、牛乳、ジュース、コーヒー、お茶等の液体内容物を収納する円柱形状または円錐形状等の容器の外側面にストロー等が付着されているストロー付き容器を搬送中に一定の向きに整列させるストロー付き容器の定位置整列搬送装置に関する。
【解決手段】
ストロー付き容器を所定間隔で連続的に垂直方向に載置し搬送する直線状の搬送コンベアーと、搬送コンベアーの左右両側のいずれか一方に搬送コンベアーと走行するサイドベルトコンベアーと、他方に矯正固定ガイドとを具備しているストロー付き容器の整列搬送装置であって、
サイドベルトコンベアーと矯正固定ガイドとによってストロー付き容器の側面を挟み回転させ、容器のストロー部がサイドベルトコンベアーで停止して、定位置に整列させることを特徴とするストロー付き容器の整列搬送装置。
(もっと読む)
包装システムならびにその制御方法

【課題】後処理装置22が停止しても良品のPTPシート1を系外に排出する必要がなく、かつ、包装システム10を停止してもポケット2に収容された内容物5が熱による劣化を生じない包装システム10を提供する。
【解決手段】基材シート6に形成されたポケット2に内容物5を充填する充填装置14と、シート状の蓋材4を基材シート6に熱圧着してポケット2の開口部を閉塞する蓋取付装置18と、基材シート6および蓋材4の接合体からPTPシート1を打ち抜く打抜装置20と、PTPシート1を後処理装置22へ向けて搬送する搬送装置24とを備える包装システム10に対して、さらに、後処理装置22が停止したときに後処理装置22に代わってPTPシート1を受け入れるバッファ装置32を搬送装置24の下流側に配設することにより上記課題を解決することができる。
(もっと読む)
箱詰め装置及びそれを用いた箱詰め方法
【課題】複数の外装箱に同時に物品を箱詰め可能であって、かつ、吸着装置と外装箱配置装置とをより簡素に構成することができる箱詰め装置とそれを用いた箱詰め方法を提供する。
【解決手段】2以上の所定数の物品Wを並列させた物品群の状態として配置位置Pに配置する物品配置装置3と、配置位置Pの下方の箱詰め位置Uに所定数の外装箱Cを物品Wの並列方向に並行するようにして配置する外装箱配置装置80と、配置位置Pの上方において並列方向に並行して並ぶ所定数の吸着具14Fを有し、吸着具14Fは相互に並列方向に離隔可能であって、かつ全ての吸着具14Fが配置位置Pを通って昇降可能に構成されている吸着装置14と、配置位置Pの床を開放する開閉装置13と、を有する。
(もっと読む)
移送路に沿うパッケージのグループ分けユニット
移送路(T)に沿ってパッケージ(2)をグループ分けするユニット(1)であって、パッケージ2を受取るために移送路(T)に平行な複数の長手方向ラインとして配列された受取りステーション(5)と、それぞれの長手方向ラインからの、移送路(T)を横断する少なくとも1列に整列された所定個数のパッケージ(2)で成るグループ(3)の取出しステーション(6)と、各グループ(3)の個数に等しい個数のパッケージ(2)を所定の時間間隔で供給され、パッケージ(2)を移送路(T)に沿って送る移動コンベヤ面(9)と、移送路(T)に平行な作用部分(R1)を有する第1の移動路(R)に沿って周回移動する少なくとも1つの整列部材(45)と、受移送路(T)に平行な作用部分(S1)を有する第2の移動路(S)に沿って周回移動する少なくとも1つの押し部材(50)とを含み、整列部材(45)および押し部材(50)が独立した第1および第2のコンベヤ手段(48,53)によりそれぞれ移動され、第1および第2の移動路(R,S)の作用部分(R1,S1)が互いに一致しているユニット(1)が記載される。 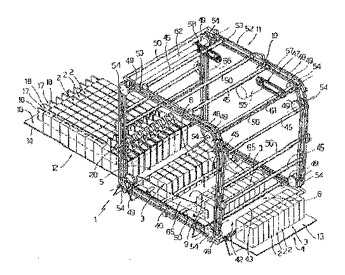 (もっと読む)
(もっと読む)
農産物の箱詰装置
【課題】低コスト化を図りながら迅速な箱詰め作業を可能とする箱詰装置を提供することを目的とする。
【解決手段】吸着子がm行n列のマトリックス状に配置された第1の吸着部と、該第1の吸着部に並設された第2の吸着部とからなる吸着ユニット(8,9)と、該吸着ユニットを箱詰待機位置と箱詰位置との間で移動させる移動手段(74など)と、前記吸着ユニットに設けられ、外力を受けて、少なくとも前記第1の吸着部の吸着子の列間隔を変更する第1の間隔変更機構(77,78)と、前記吸着ユニットに設けられ、外力を受けて、前記第1及び第2の吸着部間の間隔を変更する第2の間隔変更機構(77、88、79など)と、前記第1及び第2の間隔変更機構に対してそれぞれ、前記外力を付与する第1及び第2の外力付与手段(76、86)とを有する農産物の箱詰装置。
(もっと読む)
箱詰め装置
【課題】重量の比較的重い物品や比較的多数の物品を綺麗に整列させて確実に箱詰めする。
【解決手段】予め定めた数の整列させる物品をその整列の長さ方向の両側から保持部9により挟み込んで保持し、保持部9により挟み込まれている物品を押し込み部15により上から押さえて外装箱2に詰める。保持部により略水平方向に整列して保持された物品のうち略中央の物品を上方に向かって吸引するサクションボックスを設け、保持部による挟み込む力とサクションボックスによる吸引力によって物品を保持する。
(もっと読む)
PTP段積み装置
【課題】ピロー包装の前工程でPTPを段積みするPTP段積み装置において、様々な段積み数に対応できるとともに、段取り替えの容易なものを提供する。
【解決手段】PTP段積み装置1は、PTP100を搬送する第1主コンベア11と第2主コンベア12、第2主コンベア12に並走する副コンベア13、第1主コンベア11、第2主コンベア12、及び副コンベア13の末端に一部が近接配置された段積み用コンベア14、第2主コンベア12上のPTP100を上下反転して副コンベア13に載置する反転移載装置20、及び、第1主コンベア11と第2主コンベア12の上に上下反転無しの状態で存在するPTP100と、副コンベア13上の上下反転有りのPTP100を所定の段積み順序で段積み用コンベア14の第1群のバケット15aまたは第2群のバケット15bに積み上げるロボット30を備える。
(もっと読む)
集積装置およびこれを備えた箱詰め装置
【課題】1台の装置内において、複数の集積パターンによって物品の集積を効率よく行うことが可能な集積装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1では、搬送装置10から搬送されてくる商品X1,X2を、互いに並列に配置された2つの集積処理部(搬送機構30および吸着搬送機構40)において、異なる集積パターンによって集積処理を行う。そして、搬送機構30と吸着搬送機構40とにおいてそれぞれ集積処理された商品X1,X2を、共通の排出位置である排出装置50の2Fの階層部分から下流側に配置されたフラップ開口装置60の方へ排出する。
(もっと読む)
箱詰装置
【課題】 本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】 個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記一群の袋について、前記厚み検出手段より検出される前記各個別の袋の厚みを加算し、または前記厚み検出手段より検出される前記各個別の袋の厚みを所定値から減算する演算手段と、を備えることを特徴とする。
(もっと読む)
製品を手で運搬するための包装組立体及び工業用の製品包装設備
本発明は、製品を手で運搬するための包装組立体に関し、その特徴は、剛性平板上に順に上下に載せられたホイール部材20と一個以上の製品ユニット40とが含まれ、該ホイール部材20のホイール21が剛性平板10の外側に残され、包装組立体の部分が垂直方向の保持部材31,32によって固定的に相互位置に維持され、それにより、包装組立体100,101が前記ホイール21により運搬可能な点にある。本発明は、更に、本発明による包装組立体を製造する包装設備に係わる。該包装設備は、包装作業ライン260を含み、該ラインの上流で軸/ホイール組立体20が送入され、包装物の他の部分と組み合わされるためにライン260を滑り落とされ、前記包装設備が、更に、前記ライン260の予め定められた箇所に平板10を位置させるための手段210と、前記平板10及び前記軸/ホイール組立体20を一時停止させる手段270と、前記平板上に製品を載置して包装する手段240と、包装物を垂直に保持する手段31,32を付加するためのアプリケータ220,280とを含んでいる。  (もっと読む)
(もっと読む)
箱詰装置
【課題】本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記検出手段により検出される厚みに基づいて、前記一群の袋を前記規定サイズの箱に詰めることの適否を判断する判断手段と、記判断手段によって不適と判断される場合に、前記一群の袋のうち交換すべき袋を選択する選択手段と、を備えることを特徴とする。
(もっと読む)
物品箱詰め装置
【課題】 従来の物品箱詰め装置は、物品を定位置で積層するのに、簡単な構成で、処理スピードが速く、且つきれいに整列させた状態で積層できるものはなかった。
【解決手段】 コンベア装置1で順次搬送されてくる平面視矩形で薄形の物品Yをコンベア終端部1aから順次無停止状態で送出して、各物品Yをコンベア終端部1aの下方で待ち受ける収納箱X内に所定個数だけ積層状態で収納し得るようにした物品箱詰め装置において、コンベア終端部1aに、該コンベア終端部から送出される物品Yを乗り越させて減速させた後、表裏反転させて落下させるための物品減速反転部材2を取付けていることにより、物品Yを収納箱X内に、簡単な構成で、処理スピードが速く、且つきれいに整列状態で収納・積層できるようにした。
(もっと読む)
集積装置
【課題】物品のサイズに応じて搬送手段の長さが変化することにより、物品のサイズの大小に拘わらず、物品の姿勢が不安定になることなく姿勢変更手段に渡すことができる集積装置を提供する。
【解決手段】物品Mを水平姿勢で第1の方向Xに搬送する搬送手段10と、物品Mを受け取って、物品Mの側面が第1の方向Xおよび鉛直方向に沿った起立姿勢に姿勢を変更させる姿勢変更手段20と、物品Mを第1の方向Xに直交する第2の方向に重ねた整列状態となるように集合させる整列手段40とを備え、搬送手段10が第1の方向Xに伸縮可能で、搬送される物品Mの第1の方向Xの長さに応じて搬送手段10が伸縮して搬送手段10と姿勢変更手段20との間の空間の距離を変更可能であることを特徴とする。
(もっと読む)
箱詰め装置及び箱詰め方法
【課題】物品群の保持への床の開閉動作の影響を排除することによって、箱詰め作業のトラブルを抑制する箱詰め装置及び箱詰め方法を提供する。
【解決手段】物品を整列させてなる物品群を整列方向から挟圧する挟圧ステップS3と、挟圧された物品群が載っている床を開放する開放ステップS7と、挟圧された前記物品群の上面に吸引ヘッドを接触させて物品群の上面を吸引して保持する保持ステップS4と、開放ステップS7後に吸引ヘッドを降下させることによって床の下方の外装箱に物品群を押し込む押し込みステップS8と、を有する、箱詰め方法であって、開放ステップS7の前に吸引ヘッドを物品群が床から離れる程度上昇させた状態とする上昇ステップS5を有する。
(もっと読む)
部材を箱に包装する装置およびその方法
【課題】部材を箱内に正確に載置する。
【解決手段】部材20を箱23に包装する装置1は、部材20を搬送方向に供給するコンベヤ2と、圧力板14を備えているプッシュ装置13とを備えており、圧力板14は、少なくとも1つの部材20を、閉位置から開位置までおよびその逆に移動しうるフラップ9上で移動させるために、搬送方向に対し横断する方向にのびた水平プッシュ方向に移動可能であり、箱20は、フラップ9の下方に位置決め可能であるものである。装置は、さらに、フラップ9の両側に位置させられた2つのガイド板5、6を備えており、ガイド板5、6は、圧力板14に対し横断する方向にのびている。装置は、圧力板14と平行にのびかつプッシュ方向に移動しうる保持板17を備えている。装置は、さらに、保持板17およびプッシュ装置13の間に位置させられたストッパを備えており、ストッパは、フラップ9の上方に、部材20の高さより小さい一定距離をおいて位置させられており、部材20および/またはストッパが、フラップ9上の部材20移動間に変形可能である。
(もっと読む)
フィルム包装装置
【課題】パックに適度な張力でフィルムを掛けて確実に貼り付け、被包装物を傷めることなくパックを集積し、集積状態からパックを容易に取り出せるようにする。
【解決手段】フィルムロールからフィルムFを繰り出し、包装位置7へ供給して、所定長さに切断すると共に、被包装物が収納されたパックPを1パックずつ包装位置7に送り込み、包装位置7に位置づけられたパックPを、上昇ばね28aの付勢力による持上部材27の上昇に伴い持ち上げて、パックPにフィルムFを被せ、フィルムFの両側の粘着部をパックPの側面に上方から下方へ撫で付けるように押し付けて貼り付け、下降シリンダ28bの駆動により持上部材27と共にパックPを下降させ、フィルムFが掛けられたパックPを包装位置7から搬出し、ストッカ4に、前後列のパックPに間隔が開くように集積コンベヤを制御して、パックPを集積する。
(もっと読む)
製品流れの調整方法とこのような方法を実施するためのレイアウト
本発明は、2つのライン(F1、F2)の製品(Pn、P’n)の流れ(F)を調整することを目的とする調整方法に関し、この調整方法は、ライン(F1、F2)の一方に属する第1の製品(Pn、P’n)と、すぐ上流に位置し、ライン(F1、F2)の他方に属する第2の製品(Pn、P’n)との間隔(E)の値が、第1の設定値(PAS1)より小さいときに減速させる、第1のステップと、下流にある、第1のライン(F1)の製品(Pn)と、すぐ上流に位置する、近接する、第2のライン(F2)の製品(P’n)との間隔(E)の値が、第2の設定値(PAS2)より小さいときに減速させる、第2のステップと、を少なくとも備えることと、前記第1の減速ステップおよび第2の減速ステップは、キャビティ(Ai)へ移送する装置(24)に応じて決定されるシーケンス(PAS1、PAS2)に従って、第1および第2のライン(F1、F2)の製品(Pn、P’n)の間隔(E、E1、E2)の位相をそろえるために、それぞれ選択的に実施されることと、を特徴とする。 (もっと読む)
卵移し替え装置
【課題】 N行M列(N<M)の収容座を有し、サイズの異なる卵が収容された卵トレーを2個並置して、一部卵の移し替えを行い、サイズの異なる卵が千鳥状に配置されたようにする場合、卵を吸着した移し替え機構を水平方向に180度回転させるにあたって、移し替え機構の回転の中心を変えたり、吸着部5の配置を可変にすることなく、卵トレー1の停止位置のみを変えることにより、簡易に、サイズの異なる卵を千鳥状に配置させることができる装置を提供する。
【解決手段】 一の搬送路には所定距離を隔てて卵トレー1の進行を阻止するストッパ3a、3bを設け、他の一の搬送路には前記所定距離とは異なる距離で隔ててストッパ3c、3dを設ける。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】整列不良の物品の束を下流工程に受け渡すことを回避して全体工程における効率化に寄与することが可能な搬送装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1は、第1バケット41と、第2バケット42と、背板44a,44bとをそれぞれ独立して駆動するように構成された、いわゆるトリプルループ構成において、検知部48が、商品Xの束の整列状態が不良であることを検知すると、制御部49が、商品Xの束を排出位置Rよりも下流側に設けられた排出部60まで搬送するように第1〜第3駆動モータM1〜M3を制御し、また、第1横送り機構51が作動しないように制御している。
(もっと読む)
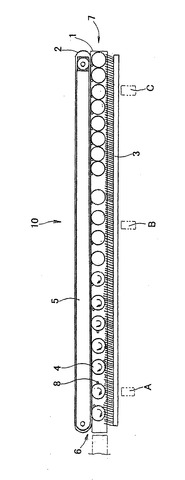
箱詰め装置
【課題】複数の収容個数の物品が並置された状態で整列コンベアに供給される場合において、収容個数の物品がそれぞれ収容部内の所定の位置に収容された状態を検出することができる箱詰め装置を提供する。
【解決手段】反転部16Eにおける一連の仕切板10の延伸端を結んで形成される円弧Mよりも外周側において収容位置Rにおける接線方向に延びる検出用光路L1,L2が複数水平方向に並列するようにして配設されている複数の遮光形検出器2A,2B,3A,3Bと、遮光形検出器2A,2B,3A,3Bの検出信号に基づいて無端軌道16を制御する制御装置と、を有する。
(もっと読む)
141 - 160 / 232
[ Back to top ]