
Fターム[3E054FA07]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(配列) (913) | グループ化するもの (232)
Fターム[3E054FA07]に分類される特許
121 - 140 / 232
包装機及び包装方法
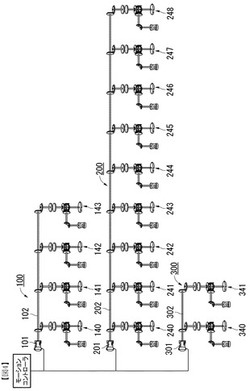
【課題】運転と停止を繰り返す間欠運動ではなく、ノンストップでスムーズな稼働を行うことによって、安定した高速稼働が可能な包装機を提供することを目的とする。
【解決手段】本実施形態に係る包装機30は、サーボコントローラ31、搬入部を構成するサーボ機構110〜113、包装部を構成するサーボ機構210〜218、横入れ部を構成するサーボ機構310,312を有する。サーボコントローラ31は、仮想サーボモータ101,201,301、仮想軸102,202,302を有する仮想制御系100,200,300によりサーボ機構のサーボモータを制御する。サーボコントローラ31は、製造機10に設置されたエンコーダ15からのパルス信号に基づき、包装機30の稼働速度を製造機10の稼働速度に同期させるように仮想制御系100,200,300によりサーボ機構を制御する。
(もっと読む)
食材のカップ内落入装置

【課題】 本発明は走行するカップ内に食材をはみ出すことなしに落入させることを可能とした食材のカップ内落入装置を新規に提供するものである。
【構成】 本発明は走行するカップ内に上方の繰出口より順次繰出す食材を自動連続落入するようにした装置において、該食材を該繰出口より縦回転するバケットにて順次受取り、該バケットの縦回転下動時に位置決めバーにて該受取り食材を当て受けして位置決めしておいて直下のカップ内に自動連続落入するようにしたことを特徴とする食材のカップ内落入装置にある。
(もっと読む)
後端物品押し込みアセンブリ付カートン梱包機
物品梱包機は、梱包製造連の後端の物品を送り込みレーンの下方へ且つ梱包機のワークステーションに押すための後端物品押し込みアセンブリを含み、これにより後端の物品を梱包することができる。押し込みアセンブリは押し込みチェーンを備え、押し込みチェーンは、一方向へ曲がることが可能で自身に巻き回ることができ、また、チェーンのほぼ直線形態を越えて他の方向へ曲がることは不可能である。押し込みブロックが押し込みチェーンの自由端部に取り付けられている。  (もっと読む)
(もっと読む)
薬剤包装装置の自由形状錠剤の自動排出器及び錠剤供給方法
多様な形状の錠剤を自動包装させ、錠剤供給を清潔で正確に投与するようにし、迅速に錠剤供給を行える薬剤包装装置の自由形状錠剤の自動排出器及び錠剤供給方法に関するものである。薬剤包装装置の自由形状錠剤の自動排出器は、内部に錠剤が収容される空間部が設けられ、空間部に収容された錠剤の移送をガイドするものであって、上向きに形成された案内トラックを備える本体と、本体の空間部に収容された錠剤が、案内トラックに沿って上部に移送されるように、本体を振動させる駆動部と、を備えることを特徴とする。 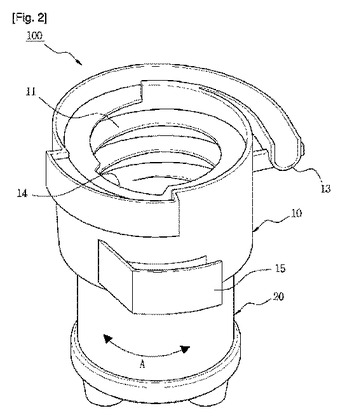 (もっと読む)
(もっと読む)
物品移載装置
【課題】主搬送経路を連続移動している物品集品容器に対して、物品を高精度で確実にソフトに移載(投入)でき、落下時に損傷しやすい物品の移載に適した物品移載装置を提供する。
【解決手段】物品集品容器6の先端が装置本体の上流側位置へ移動されてくると、駆動ローラ49によりベルト体47の端辺部を下方へ送り出してベルト体47の中央部を物品集品容器6内に下降させ、続いて駆動ローラ49によりベルト体47の端辺部を全て送り出して物品5をベルト体47で支持しながら物品集品容器6内に下降させて物品集品容器6へ投入し、続いてチェーン駆動モータによりチェーン44を移動してベルト体47を引き抜き、下流側装置本体の側面部から、元の下流側装置本体の側面部まで周回し、駆動ローラ49によりベルト体47の端面を挟み込む構成とする。
(もっと読む)
コンベアベルト上を移動する実質的平行六面体対象物の群を形成する方法及び装置
本発明の方法は、2つの連続的な対象物の間にギャップを作り、かつ、前記ギャップの下流に群を形成する1グループの対象物を分離するために、フラップ(10,11)を用いて、その全長上の列を固定することと、コンベアベルト(3)の運転速度Vaより低い長手方向前進速度Vtを有する第1の止め具(39)を上記の通り作られたギャップに挿入することと、前記固定された列をリリースして上記止め具に役割を果たさせることと、前記列の新たな一時的固定化を開始することなどを含む。その方法を実現する装置は、一方では、前記列の2つの連続的な対象物の間にギャップを形成するためにクランプによってその長さ上の列を固定するフラップ(10、11)の形の手段を、他方では、挿入されることで上記の固定列を引き受けることのできる止め具(39)の形の手段を備える。各止め具(39)は、フラップ(10)を動かすためのローラ形状の部材(38)と関連している。フラップ(10)を自動的に戻すために、反応フラップ(11)はばね手段(16)の作用を受ける。  (もっと読む)
(もっと読む)
球状体の容器への供給方法および供給装置
【課題】弾力性を有しかつ吸着パットで保持できない通気性のある材質からなる綿球を、複数個ずつ正確に容器に供給する。
【解決手段】綿球Mを一列縦隊で案内し送り出す供給シュート1に、綿球Mを複数個ずつ切り出す切出し装置を設け、供給シュート1の出口12aに整列投下装置4を設け、この整列投下装置4に、容器5の収納位置と同じ位置になるように綿球Mを整列させる整列ボックス51と、綿球Mを受け止めたシャッタ板53aを後退させて整列ボックス51の排出口56を開放し、全ての綿球Mを同時に落下させて、排出口56の直下で接近して配置された容器5に供給する供給シャッタ53とを設けた。
(もっと読む)
ガラス瓶、ボトルなどを組分けする方法
本発明は、コンベア(1)上で列をなして到達する製品(2)を収集する方法に関し、前進方向に対して横方向に設けられた収集デバイス(4)を用いる。収集器(4)は、上記供給コンベア(1)の側方に配置された取込ステーション(10)に、収集した製品を配置しかつ切り離し、収集器(4)は、列の上流に向かう長手方向の運動と組み合わされる長手方向の運動、すなわち、製品供給コンベアの長手方向の運動とは反対方向の運動に分けられる。この方法を実行する装置は、コンベア(1)にかつコンベア(1)に沿って設けられたテーブル(3)と、上記コンベア(1)及び上記テーブル(3)の上方における長手方向及び横方向の運動に適した構造体によって搬送される収集器(4)と、を有している。テーブル(3)は、収集した製品をコンベア(1)の縁部においてコンベア(1)の両側に配置しかつ切り離す供給コンベア(1)の両側に延在する2つのパネル(31、32)を有している。 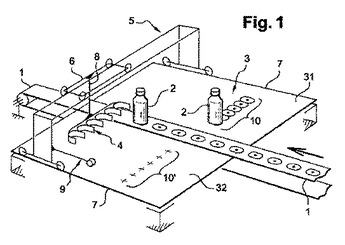 (もっと読む)
(もっと読む)
箱詰め装置
【課題】定量カット精度に優れ、適量の物品を高速かつ連続的に箱詰めできる箱詰め装置を提供する。
【解決手段】箱詰め装置200は、複数の物品Mを複数列に整列させて供給する供給部21〜nと、供給部21〜nの各列に対応して配され、各列から排出された物品の重量を測定する複数の計量部71〜nと、各計量部71〜nにより計量される物品Mの重量が所定の単重量範囲内か否かを判定する制御部150と、各計量部71〜nに対応して配され、制御部150による判定結果に基づいて単重量範囲外の物品Mを排除するように、物品Mを振り分ける複数の振分部91〜nと、各振分部91〜nに対応して配され、単重量範囲内として振り分けられた物品Mの通過を開閉により調整する複数のカットゲート111〜nと、各カットゲート111〜nを通過した物品Mを集合させて収納箱13に投入する投入部12と、を備える。
(もっと読む)
卵の処理装置の充填本体部
【課題】 単列コンベアから放出された所定個数の卵を移載装置の卵収容座で受け止める際に、隣接する卵同士の衝突を防止することのできる卵の処理装置の充填本体部を提供する。
【解決手段】 分配コンベア10(単列コンベア)の卵Eを把持する把持部材11〜15のピッチP1と、移載装置20が具備する卵収容座21〜25のピッチP2との関係をP1<P2とし、前記分配コンベア10を所定の搬送速度で駆動させて、当該分配コンベア10により搬送される所定個数(例えば、5個)の卵E1〜卵E5の、最上流側の卵E5から順に直近下流側の残りの卵Eを所定時間ずつ遅延させて順次放出するよう構成した。
(もっと読む)
缶体の整列搬送用ガイド装置および整列搬送装置
【課題】缶体搬送コンベヤのガイド部材間に缶体を変形させることなく集積整列させることができる缶体の整列搬送装置を提供する。
【解決手段】缶体供給コンベヤの一側に缶体搬送コンベヤを並列し、その缶体供給コンベヤと缶体搬送コンベヤに跨るように配置された整列ガイドに缶体供給コンベヤによって搬送される複列の缶体Aの各列の缶体Aを缶体搬送コンベヤの搬送面上に搬送方向に等間隔に設けられたガイド部材間に誘導する複数の案内路を設け、各案内路の一側部に一方向に回転して必要数の缶体Aをガイド部材間に送り込む送りホィール30を設ける。送りホィール30を、上部送りホィール32と下部送りホィール33とで形成し、その上部送りホィール32により缶体Aの強度の高い上側折曲げ部bを受け止めて送り出すと共に、下部送りホィール33により缶体Aの強度の高い下側折曲げ部cを受け止めて送り出すようにして、缶体Aが変形するのを防止する。
(もっと読む)
商品の自動段積包装装置
【課題】商品の充填工程等の各工程に所要時間を勘案して、各工程の稼動適正化を図り、自動段積包装の高速化を図る。
【解決手段】商品の充填列個数幅W以上の間隔Yをあけて、商品の商品集積搬送路C、Dが平行に設けられ、それぞれの商品集積搬送路C、Dには、商品段積み装置及び先端部には段積みされた商品Sを商品集積搬送路C、Dの内側中央位置へ交互にスライドさせられるスライドテーブルG、Hが設けられ、前方には包装資材Pの搬送路Jが設けられ、後方には該スライドテーブルG、H上に支持された商品を前記包装資材P中に充填する商品充填装置Kが設けられてなり、好ましくは、前記商品Gの充填列個数幅Wが前記包装資材Pの2ケース分であり、それぞれの商品集積搬送路C、Dに商品交互倒立装置Lが設けられ、前記包装資材Pが成形中途過程にある段ボールシートであることを特徴とする商品の自動段積包装装置。
(もっと読む)
搬送移載装置
【課題】複数の物品を迅速にしかも繰り返し確実に容器へ挿入でき、しかも複数の物品を重ねて挿入できる搬送移載装置を提供する。
【解決手段】搬送移載装置4は、多段トレー5と、搬送手段6と、吸着パッド7,8と、吸着パッド7,8の位置を相対的に接近又は離間させる変位手段と、移送手段9と、容器供給手段10とを備える。物品1,2は、互いに高さを違えるように多段トレー5に載せられる。搬送移載装置4によれば、搬送手段6が多段トレー5と共に物品1,2を搬送し、これらの物品1,2を吸着パッド7,8にそれぞれ吸着させた状態で、上記の変位手段が、吸着パッド7,8を相互に接近させることにより、物品1,2を重ね合わせた後、物品1,2を容器3に挿入できる。
(もっと読む)
穀粒の袋詰め装置
【課題】種子消毒乾燥施設及び穀粒乾燥調整施設で単一の袋詰め手段を共用する。
【解決手段】種子消毒乾燥施設(A)の種子容器搬送装置(7)により種子の収容された容器(8)を貯溜ホッパ(16a)に供給可能に構成し、また、穀粒乾燥調整施設(B)で乾燥調整された穀粒を穀粒供給手段(19)により貯溜ホッパ(16a)に供給可能に構成する。貯溜ホッパ(16a)の下端部には、容器(8)及び穀粒が通過できる開閉部と開閉手段を設け、貯溜ホッパ(16a)の下方には袋詰め手段(16)を設ける。
(もっと読む)
枕状包装袋の把持装置
【課題】 枕状包装袋を安定把持すること。
【解決手段】 枕状包装袋1の把持装置40であって、相対する把持バー41により、枕状包装袋1の正面視で硬質上シール部1Aの下部に位置する、軟質の両側縁部1Dを側方から押し込み把持可能にするもの。
(もっと読む)
移送路に沿うパッケージのグループ分けユニットおよび方法
移送路(T)に沿ってパッケージ(2)をグループ分けするためのユニット(1)が記載されており、このユニットは、移送路(T)に平行な長手方向の複数の列として配置されたパッケージ(2)のグループ(3)を受取る入口ステーション(5)と、移送路(T)を横切る方向の少なくとも1列の列としてパッケージ(2)を整列させるために、各々のグループ(3)のパッケージ(2)と相互作用する整列手段(45,46;62)を有している。このユニット(1)は回転装置(60)を有しており、この回転装置は、整列手段(45,46;62)が各々のグループ(3)のパッケージ(2)に相互作用した後、各々のグループ(3)のパッケージ(2)を所定の角度だけ移送路(T)を横切る方向(A)の回りに回転させるために、選択的に作動される。  (もっと読む)
(もっと読む)
肉部位の真空包装方法及びその装置
【課題】豚肉は5種類の部位で成り立つが、この内の小型の2種類の部位をまとめて1種類とし、総計4種類の部位を4本のコンベヤラインで搬送して真空包装する場合の、前記小型2種類の部位の、一体化による能率低下を改善する。
【解決手段】前記小型2種類の部位を搬送する第4コンベヤラインにおいて、移送中の前後の部位の間隔を遅延検出センサーで検出し、移送中の前位の部位に対する後位の部位の遅れを、高速運搬付加手段でもって加速修正して両部位を一体化して包袋に送り込み、他の3種類の部位の包装能率に対する遅れを少なくする。
(もっと読む)
ペーパーキャリア上のカードの配分のための装置及び関連する包装装置
前記カード(100)は実質的に垂直な配列に移動する第一の領域(44)、少なくとも1個のカード制御及び/又は読み取りステーション(41)を含む装置(4)を含む、カップリング工程を遅延せず、カード搬送ラインを含む、ペーパーキャリア上のカードの配分のための装置(4)が提供される、前記カードが実質的に水平配列に移動する第二の領域カードをペーパーキャリアにカップリングするための装置が操作される。 (もっと読む)
集積装置
【課題】 コンパクトで高速処理が可能であり、高密度に安定して包装物を集積できる集積装置を提供する。
【解決手段】 搬送機構3による包装物1の搬送方向に沿った複数箇所に定ピッチPでプッシャー4a〜4jを配置する。このプッシャー4a〜4jは、エアシリンダ51で搬送面34に対して突出・退入可能とし、かつ水平駆動機構52で搬送方向に同期移動可能に構成する。搬送面上に平置きされた包装物1をプッシャー4a〜4jで押し上げて傾斜姿勢に変換した後、プッシャーを搬送方向に同期移動させて前記ピッチPを縮小し、包装物1を集積する。
(もっと読む)
把持装置、並びに把持装置を備える整列装置、収容装置および把持方法
【課題】把持対象の上方の位置に配置しても、その端部を表裏の側から挟持可能な把持装置を提供する。
【解決手段】このハンド(把持装置)30は、一対をなす第一の把持面31aおよび第二の把持面32aでシート部材(把持対象)2を挟持するものである。そして、その第二の把持面32aは、シート部材2の外縁部2tよりも外側の位置から内側の位置にかけて旋回されるようになっており、さらに、自身の旋回円S2に対し、前記内側の位置では、その径方向にシート部材2を挟持するように第一の把持面31aに対向するとともに、前記外側の位置では、径方向で第一の把持面31aに重なりあわない待避位置に位置するようになっている。
(もっと読む)
121 - 140 / 232
[ Back to top ]