
Fターム[3E054FA07]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(配列) (913) | グループ化するもの (232)
Fターム[3E054FA07]に分類される特許
41 - 60 / 232
計数機
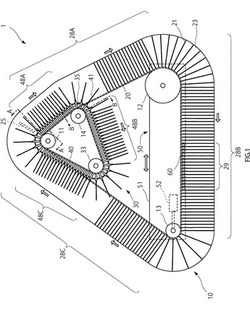
【課題】高速運転を確保しつつ、回転コンベアの収容空間へ確実に製品を収容することが可能な計数機を提供する。
【解決手段】本実施形態に係る計数機1は、所定の周回経路上で周回する周回部材20と、周回部材20に所定の間隔で設置された多数の仕切部材21とを有し、製品供給部25に落下してくる製品を仕切部材21間の収容空間に一枚ずつ収容させて搬送する回転コンベア装置10と、製品排出部29において所定の枚数単位で製品を押し出して排出する押出部材60と、周回経路と製品供給部25において上側で重なると共に製品排出部29において離れる所定の補助周回経路上で周回する補助周回部材40と、補助周回部材40に仕切部材21と同じ間隔で設置された多数の補助仕切部材41とを有し、補助仕切部材41が製品供給部25において仕切部材21の上側を同期して通過する補助装置30と、を備える。
(もっと読む)
画像形成システム、画像形成方法、及び画像形成制御プログラム

【課題】任意の封筒に紐付けされた一意の印刷ジョブをその封筒へ封入することができるようにする。
【解決手段】用紙に対して画像を形成する画像形成装置本体1と、画像形成する印刷データを記憶するハードディスクと、印刷データの識別情報としてバーコードで印刷された封筒を供給する封筒給紙装置4と、バーコードを読み取って認識するCIS70と、を備えた画像形成システムにおいて、読み取ったバーコード情報に基づいてハードディスクに記憶されている印刷データを選択し、用紙に画像形成装置で前記選択された印刷データを印刷させ、SSP装置3で封筒窮地装置4から給紙された封筒内に印刷された用紙を封入する。
(もっと読む)
棒状物品用搬送供給コンベア装置
【課題】 一纏めの長物棒状物品の総量に応じて、適切な状態・形態で搬送することができ、搬送面の横幅を規制するガイド板を安定して移動すること
【解決手段】
製品2を搬送する主搬送コンベア10と、その主搬送コンベアの搬送面上の横幅を規制するサイドガイド装置24とを備える。サイドガイド装置は、搬送面上に左右にそれぞれ配置される複数のサイドガイド板28と、その複数のサイドガイド板を搬送面の移動に同期させて前進移動させる手段(エンドレスチェーン12等)を備え、左右に配置されるサイドガイド板の少なくとも一方を搬送方向と交差する方向に移動可能にした。さらに、サイドガイド板の下端が搬送面を構成するプレート16に接触するようにした。
(もっと読む)
物品把持装置
【課題】 複数の物品を把持する物品把持装置において、それらの物品の組合せの変更に簡易に対応でき、各物品の包装体に対する容積比を高くし得るようにそれらの物品を把持すること。
【解決手段】 主物品1を把持する第1把持手段40と、第1把持手段40により把持された主物品1の側部との間にサブ物品2を挟んで把持する第2把持手段50とを有する物品把持装置30であって、前記第2把持手段50は、第1把持手段40により把持されて相隣る2個の主物品1の側部によって形成される凹状部に、該主物品1の側部の形状に倣うサブ物品2を挟み付けるもの。
(もっと読む)
ロールぺーパーの積段装置
【課題】個々のロールぺーパーを隙間無く、安定して積み重ねることのできる積段装置を提供すること。
【解決手段】無端体を鉛直面内に張架するべく配置された複数のロータと、前記無端体に所定間隔で立設されるとともに、前記ロータ部においてロータの円弧中心角に従って拡開する挿入ロッドと、前記無端体を回転駆動する駆動機構とから構成され、前記挿入ロッドに装着されたロールぺーパーを積段するロールぺーパーの積段装置であって、前記ロータの内の一対は、水平に配置されており前記無端体に連結された挿入ロッドの内、水平を向いた挿入ロッドに順次複数のロールぺーパーを装着する装着部と、積段されたロールぺーパー群を挿入ロッドから外して袋詰めする袋詰め部とを備え、前記ロータの内の頂部に配置されロータにおいて、前記無端体に連結された挿入ロッドを順次鉛直方向に向けて、挿通された複数のロールぺーパーを自重で積段する積段部を備えたので、個々のロールぺーパーを隙間無く、安定して積み重ねることができる。
(もっと読む)
食品の搬送装置
【課題】挟持部材を開操作したときの開度を、送出位置で食品を挟持するときの開度に対して払出位置で食品を払い出すときの開度が小さくなるように設定することができる食品の搬送装置を提供すること。
【解決手段】製造工程から複数個ずつ並んで送出位置Aに送出された食品Wを、挟持部材2によって一旦挟持して持ち上げ、次工程の払出位置Bに整列した状態で払い出す食品の搬送装置1において、挟持部材2を開閉操作する挟持部材操作手段3と、挟持部材操作手段3によって挟持部材2を開操作したときの挟持部材2の開度を、送出位置Aで食品Wを挟持するときの開度に対して払出位置Bで食品Wを払い出すときの開度が小さくなるように設定する挟持部材開度設定手段4とを備えるようにする。
(もっと読む)
物品の箱詰め装置及び方法
【課題】 複数の包装箱に対して物品を段積みし、箱詰めされた包装箱を切り離し装置を要せずに、間隔をもって一つずつ搬出できる物品箱詰め装置を提供することを課題とする。
【解決手段】物品箱詰め手段30,30’の複数の保持ヘッド38,38’は、前方から後方へn個順次設けられ、包装箱搬送手段10は、搬送方向最前の保持ヘッド38,38’に対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段30,30’の各保持ヘッド38,38’が包装箱搬送手段上の対応包装箱Cへ物品Pを供給するようになっており、包装箱搬送手段10は、最前の保持ヘッド38,38’に対応する包装箱C内の物品Pがn段となったときに、各包装箱Cを保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送する。
(もっと読む)
包装袋の集積装置
【課題】高速搬送されてもなお包装袋を所望の形態で集積できるようにする。
【解決手段】包装袋Wを一列に並んだ状態で給送する搬入コンベア10と、この搬入コンベア10から包装袋Wが一袋移載されるごとに包装袋Wにおける搬送方向に沿った長さよりも短い距離ずつ間欠移動し、かつ当該間欠移動に伴って互いに一部が重なり合う形態で積み重ねられた包装袋Wが所定数に達したところで所定数の包装袋Wを搬出位置に揃って移載すべく高速移動する集積コンベア15と、この集積コンベア15との間で包装袋Wを弾性的に挟圧可能で、かつ集積コンベア15と同期的に移動可能な保持用コンベア30とが具備されている。
(もっと読む)
箱詰装置
【課題】起立姿勢の物品群の箱詰を可能にする箱詰装置を提供する。
【解決手段】箱詰装置は、包材からなる物品Bが隣接する物品と一部分が重なり合った状態で載置された物品群Cを位置Pまで搬送する搬送コンベア316R及び316Lと、所定位置Pにおいて物品群Cを起立姿勢にする立上部と、該起立姿勢となった物品群Cを所定位置Pから物品群Cが収容される段ボール箱まで移送するキャッチャ410とを備える。
(もっと読む)
封入装置及び封入管理方法
【課題】封筒に封入する封入物を送信先毎に選択することのできる封入装置を提供することを目的とする。
【解決手段】封入装置1は,封筒3に封入する封入物2をスタックするスタッカー11aを有する複数のフィーダ11を備え,送信先毎に割り振られた管理番号に関連付けて,管理番号に対応する送信先へ送信する封入物2の種別を示す種別記号が記述された事前データを用い,管理番号に関連付けられた種別番号で示される種別の封入物2がスタックされているフィーダ11のみを作動させるように制御しながら,事前データに記述された管理番号毎に封入処理を行う。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができ、箱に投下した物品の姿勢が乱れるのを防止することができる箱詰め装置を提供すること。
【解決手段】 第3及び第4の羽根車21、22の下方の所定位置に一時保持装置40を設け、一時保持装置40は、受け取り角度位置において投下装置20から投下された複数の物品を受け取って、減速しながら停止角度位置に停止し、その後、複数の物品を箱に落下させる。
(もっと読む)
段ボール箱詰めシステム
【課題】形状の良い袋包装体を安定して集合し、集合した箱詰め製品としての袋包装体を安定して段ボール箱内に挿入することで、コストを増加させることなく省スペースで袋包装体の整形と箱詰めをすることができる段ボール箱詰めシステムを提供する。
【解決手段】袋包装体Pを製造する縦型製袋充填機のような包装機10と、包装機10から送り出される袋包装体Pを昇り調子に搬送する搬送コンベヤ20と、搬送コンベヤ20から搬出される袋包装体Pを集合させる集合装置220と、段ボール箱のような箱を投入位置にまで搬送する箱搬送装置と、袋包装体Pを箱内に投入する投入装置40が一つの例えば直線状のラインに配置されており、投入装置40は、包装体群を投入部に搬送されている段ボール箱に直下に下降させて箱詰めする。ライン側方への張出しが抑制され、段ボール箱詰めシステムを嵩張らず省スペースに構成することができる。
(もっと読む)
製品集合装置
【課題】シンプルな構成で、所定間隔で搬送されてくる製品群を停留させることなく、高速かつ安定して集合を行い、集合された製品群をその姿勢を乱すことなく、次工程へ高速で搬出可能な製品集合装置を提供する。
【解決手段】製品集合装置1は、製品Aが供給される供給コンベヤ2と、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される無端のテーブルコンベヤ4,5とを備えている。テーブルコンベヤ4,5は、供給コンベヤ2から順次供給される製品Aが移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態でサーボモータによって駆動される。集合された製品群は把持装置3で一括把持されて、集合テーブル11,15が次の集合のために移動した後、段ボール箱Bに投入する。
(もっと読む)
箱詰め装置
【課題】製品を把持した後、旋回させることなく上下動させるのみで箱内への投入を行うことにより、製品の旋回に要する機構・工程を省略して簡素化し、製造コストを低減し、スペースを削減し、箱内への投入速度を向上する箱詰め装置を提供する。
【解決手段】無端のテーブルコンベヤ4,5は、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される。テーブルコンベヤ4,5は、供給コンベヤから順次供給される製品が移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態で駆動される。投入装置50は、集合された製品群を一括把持する把持装置を備えており、集合テーブル11,15が次の集合のために移動した後、空いた空間を通じて下方に駆動され、把持した製品を直下に配置されている段ボール箱に投入する。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができる箱詰め装置を提供すること。
【解決手段】 一時保持装置40は、箱検知器66が箱詰め位置Pに箱が位置したことを検知しない限り、第3及び第4の羽根車41、42のある一対の羽根上に投下装置20から投下された物品を受け取って保持し、箱検知器66が箱詰め位置Pに箱が位置したことを検知すると、該第3及び第4の羽根車41、42のある一対の羽根上に保持した物品を投下するよう構成されている。
(もっと読む)
方向転換装置を備えた箱詰装置
【課題】物品の搬送時における搬送姿勢を短時間でかつ確実に転回できる方向転換装置を備えた箱詰装置を提供することである。
【解決手段】本発明に係る方向転換装置220を備えた箱詰装置100は、方向転換装置220が転回装置221、回動軸222および回動板230からなる。転回装置221が包装物110f,110gに当接して、包装物110f,110gに力が付与されるとともに、回動軸222および回動板230により転回装置221による当接位置と異なる位置に力が付与される。
(もっと読む)
容器搬送装置
【課題】袋本体と首部とを有する複数の容器を整列された状態で箱詰めすることが可能な容器搬送装置を提供すること。
【解決手段】袋本体と首部とを有する容器Cを搬送する容器搬送装置Aであり、容器Cを供給する製袋機1、複数の容器Cを受け渡し位置P1まで順次搬送する入り側コンベア2、容器Cを受け渡し位置P1x方向に沿って受け渡し位置P2まで搬送する中間コンベア4、受け渡し位置P1に設置され、入り側コンベア2によって搬送されてきた容器Cを、首部がy方向の一方側および他方側のいずれかを向く姿勢に整列された所定数の容器Cごとに区分して中間搬送コンベア4へ受け渡す整列手段3、受け渡し位置P2に箱Bを順次搬送し、容器Cが詰められた箱Bを排出する出側コンベア6、第2の受け渡し位置P2に設置され、中間コンベア4により搬送されてきた所定数の容器Cを、出側コンベア6により搬送されてきた箱Bに詰める箱詰め手段5、を備える。
(もっと読む)
物品搬送装置
【課題】高速搬送する場合でも各仕切り部材の前後への振れを抑止し、受入位置において物品を確実に受け入れられる物品搬送装置を提供する。
【解決手段】チェーン10と、チェーン10に設けられた複数の仕切り部材11とを有し、転向部L2における受入位置P1において各仕切り部材11の間に物品Wを順次受け入れ排出位置P2へ向けて搬送する。仕切り部材11は、物品Wの受入空間を区画し物品Wの一側を支持する支持片11bと、チェーン10に固着される基部11aとを有する。基部11aは、一方面に突出形成された突出部11cと、他方面に凹設された凹部11dとを有する。隣り合う仕切り部材11・11同士において、一方の突出部11cが他方の凹部11dへ収容される。転向部L2において、突出部11cと凹部11dとが上下に重なる方向で当接して係合していることを特徴とする。
(もっと読む)
板状部材のラベル貼付システム
【課題】 できるだけ板状部材の搬送スペースが小さくなるように、板状部材の送り出し、板状部材へのラベル貼付及びラベル貼付された板状部材の受け入れを一連に行うことができるようにする。
【解決手段】 複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持し、起立させた状態で水平一方向Haの最前位の板状部材Wから該水平一方向Haに直交する水平直交一方向Vaに順次送り出す送り出し装置SFと、送り出された板状部材Wを起立させた状態で搬送するとともに板状部材Wの一方面WaにラベルLを貼付するラベル貼付装置SPと、ラベルLが貼付された板状部材Wを起立させた状態で順次受け入れるとともに、受け入れた複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持する受け入れ装置SRとを備えた。
(もっと読む)
容器搬送装置
【課題】複数の容器を効率よく整列させ、充填率を高める容器搬送装置を提供する。
【解決手段】供給手段1から供給された所定数の容器の首部に係合して保持する、袋本体の幅よりも大きいピッチで配置された横移動可能な複数の仮置レール22からなる仮置手段2と、同じく首部に係合して容器を保持する複数の製品レール42からなる整列手段4を設け、製品レール42のピッチは仮置レール22のピッチの整数分の1であり、仮置レール22を順次横移動し整列レール42に合わせながら移載手段3A、3Bにより容器を仮置レール22から製品レール42に順次移載することにより、容器ピッチを狭めるとともに千鳥状に配列した容器群8Aを形成する。
(もっと読む)
41 - 60 / 232
[ Back to top ]