
Fターム[3F022EE05]の内容
Fターム[3F022EE05]の下位に属するFターム
Fターム[3F022EE05]に分類される特許
61 - 80 / 539
仕掛りカセット搬送制御システム
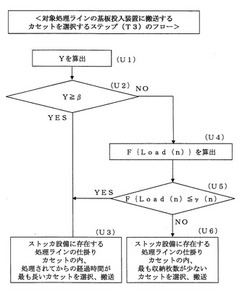
【課題】カラーフィルタ製造工程、液晶表示パネル製造工程、及び半導体製造工程におけるストッカ設備の容積の増大を抑制し、前記各製造工程に置ける処理装置の基板待ち時間を減らし、設備費用や材料費を削減する仕掛りカセット搬送制御システムを提供する。
【解決手段】液晶表示装置等に用いられる基板を製造する複数の処理ラインにおいて、スタッカ設備に保管されている仕掛りカセットを選択して搬送制御するシステムであって、前記複数の各処理ラインで処理された基板を収納するカセットをスタッカ設備内から選択し基板回収装置に搬送する手段その1と、前記複数の各処理ラインで処理するための基板が収納されているカセットをスタッカ設備内から選択し、各処理ラインの基板投入装置に搬送する手段その2と、を備えたことを特徴とする仕掛りカセット搬送制御システム。
(もっと読む)
ピッキング設備およびピッキング方法

【課題】1種類の集品容器によりピッキング作業と詰め合わせ作業を併せて実行でき、コストを削減でき、さらに複数の集品容器により形成される群の境目を明確に認識でき、物品の詰め合わせミスを改善できるピッキング設備を提供する。
【解決手段】搬送ラインBにより搬送される、袋掛けされた各集品容器10に、フローラック15より取り出した物品11を投入する対象の集品容器10であることを示す投入作業指示の表示を行う第1の機能を備えた投入表示器26を設け、各投入表示器26に、投入表示器26が設けられた集品容器10に関する情報として、例えば群の情報の表示を行う第2の機能を備え、投入表示器26は、ストレージラインAにおいて集品作業を行うとき、前記第1の機能による表示を行い、封印エリアDおよび詰め替えエリアEにおいて集品容器10から袋27ごと物品を取り出す作業を行うとき、前記第2の機能による表示を行う。
(もっと読む)
ピッキング方法およびピッキング設備
【課題】集品容器の搬送手段を循環ラインとした設備において、作業者の休憩の際に、集品容器内の物品の放置を回避できるピッキング方法を提供することを目的とする。
【解決手段】全ピッキングゾーンにおいてピッキング作業を中断する際、まず、これから新たに最も上流のゾーンへ循環して搬入される集品容器には、ユーザーのオーダーの割り付けを中断し、これによりピッキング作業が実行されず、空のまま循環・搬送されるようにし、既にピッキングゾーンに搬入されている各集品容器に対して、ユーザーのオーダーに応じたピッキング作業を続行し、全集品容器より集品された物品が取り出されると、はじめて搬送ラインによる全集品容器の循環・搬送を停止する。これにより、ピッキング作業が中断されている間、搬送循環ライン上の集品容器に、物品が放置されることを回避でき、よって、物品に不具合が生じたり、物品の管理が不十分になる恐れを回避できる。
(もっと読む)
ストック装置
【課題】順次投入される複数品種の箱を一時的にストックするストック装置において、設備コストや設置床面積を抑えると共に品種の切り替わりや品種数の増減に対して柔軟に対応可能とし、高い稼動効率の実現を図る。
【解決手段】ストック装置1は、箱Wを移動させると共にストックするコンベア2と、コンベア2に沿って配置された開閉ストッパ31〜33と、コンベア2の下流の停止ストッパ30と、各ストッパの位置における箱Wの有無を検出する箱検出センサ40〜43と、コンベア2に投入される箱Wの品種情報を取得する品種情報取得センサ5と、各部の動作を制御する制御部6とを備える。制御部6は、新たに投入された箱Wに対し、品種情報に基づいて品種切替有りと判断した際に、箱検出センサ40〜43によって箱Wが検出されていない最下流位置の開閉ストッパ31〜33を閉状態として、品種切替前後の箱Wを互いに区分してストックした状態とする。
(もっと読む)
物品搬送設備
【課題】構成の簡素化及びコストの低減を図りながら、搬送能力の低下を防止することができる物品搬送設備の提供。
【解決手段】走行経路として、第1走行経路20と、第1走行経路20の横幅方向の一方側から他方側に第1走行経路20を跨ぐ第2走行経路22とが備えられ、第2走行経路22において第1走行経路20を跨ぐ跨ぎ部位Mでは、第2走行経路22が第1走行経路20に対して上下方向で異なる高さに配設されて、第1走行経路20での物品搬送車3の走行と第2走行経路22での物品搬送車3の走行とが互いに許容自在に構成され、物品搬送車3は、第1走行経路20の横幅方向の一方側から跨ぎ部位Mを経由して第1走行経路20の横幅方向の他方側に連続して第2走行経路22を走行自在に構成されている。
(もっと読む)
供給搬出システム
【課題】
トラバーサ台車の移動時間を短縮し、物品の供給搬出回数を増す。
【構成】
カセット内に収納された複数の物品を、1物品ずつ処理装置へ供給搬出する。一列に配置された複数のカセット載置台にカセットを載置し、カセット載置台と処理装置のステーションとの間に渡って、直線経路上をトラバーサ台車を移動させる。さらにトラバーサ台車上を移動自在なスライドコンベヤを設け、コントローラによりトラバーサ台車とスライドコンベヤとを同時に移動させる。
(もっと読む)
搬送車システム
【課題】比較的安価な手段によって、搬送車と軌道の走行面が接触する部分から発生する塵埃によるクリーンルームの汚染を防止する。
【解決手段】搬送車システム1は、走行面23aを有する軌道5と、軌道5に沿って走行する搬送車7とを備えている。搬送車7は、載置部35と、走行輪45および従動輪47と、カバー53と、ファンフィルタユニット59とを備えている。走行輪45および従動輪47は、軌道5の走行面23aに接触する。カバー53は、軌道5の走行面23aと、車輪45とを覆うように配置されている。ファンフィルタユニット59は、カバー53に取り付けられ、カバー53に覆われた下部空間51の空気を清浄化して排出する。
(もっと読む)
部品キッティング指示装置
【課題】次工程での作業を考慮した部品キッティング指示を行う部品キッティング指示装置を得る。
【解決手段】部品別容器最大入り数算出手段11により、部品サイズデータ4と、容器サイズデータ5とを用いて、容器別に各部品の最大入り数を算出し、次いで、部品別必要容器・個数算出手段12により、容器別に各部品の最大入り数と、作業オーダ指示データ3とを用いて、部品ごとに収納する容器を選択し、その選択された容器の必要個数を算出し、さらに部品別容器セット位置決定手段13により、容器の必要個数算出結果と、作業オーダ指示データ3を用いて、キッティング作業の後工程での部品使用順序になるように、容器のトレー上へのセット位置を決定して、キッティング作業指示表示手段14により、表示装置2へ表示する。
(もっと読む)
処理設備
【課題】被処理物に対して処理を行って処理物を得る複数の工程室と、被処理物または処理物からなる被搬送物を搬送容器に収納して搬送し、これら工程室に対して搬送容器の受け渡しを行う搬送領域とが設けられた処理設備において、工場の配置レイアウトの自由度が大きい処理設備を提供する。
【解決手段】複数の工程室21が平面的に配置された処理フロア1の階上に、搬送容器Cの搬送を行う物流フロアを設けると共に、処理フロアと物流フロアとの間の天井面11に受け渡し口を形成し、物流フロアを走行する搬送車5により受け渡し口を介して処理フロアと物流フロアとの間において搬送容器Cの受け渡しを行う。そして、物流フロアにおいて、搬送車5の走行する搬送路に沿って、搬送容器Cを載置するための棚71を設ける。
(もっと読む)
搬送車のグリッパ装置、及び搬送車
【課題】搬送車のグリッパ装置において、被搬送物の落下を防止するための修理やメンテナンスの必要を少なくする。
【解決手段】搬送車のグリッパ装置は、ベースプレート(110)と、このベースプレートの上面に設けられたガイドレール(120)と、このガイドレールに沿って互いに接近及び離間するように略水平方向に移動可能に係合された一対のガイドブロック(130)と、このガイドブロックの上面に固定され、ベースプレートの上面に沿って延在する水平部分(141)と、この水平部分からベースプレートより下方まで延在する垂直部分(142)と、この垂直部分の下端側に設けられ被搬送物を把持するための爪部(143)とを夫々有する一対の把持部(140)とを備える。
(もっと読む)
天井搬送車
【課題】天井搬送車において、簡易な構成で、被搬送物の搬送中に一対のチャック部が開くのを防止する。
【解決手段】天井搬送車は、天井に敷設された軌道に沿って走行し、被搬送物を把持する把持部(101)を昇降部(12)が巻き上げ及び巻き下げして被搬送物を搬送する天井搬送車であって、把持部は、ベースプレート(110)と、このベースプレートに設けられたガイドレール(120)と、このガイドレールに沿って互いに接近及び離間するように略水平方向に移動可能とされ、被搬送物を把持するための爪部(143)を有する一対のチャック部(140)と、このチャック部に設けられ、弾性体を含んでなるクッション部材(160)とを備え、昇降部が把持部を巻き上げた際には、クッション部材が昇降部に当接して押圧され、昇降部との間で発生する摩擦力によってチャック部の移動が規制される。
(もっと読む)
ピッキング方法及びピッキング装置
【課題】本発明の課題は、物品を出荷するに際し、出荷総数の割当てと物品の先入れ/先出しを同時に解決することにある。
【解決手段】パレット単位保管区分と、ケース単位保管区分とを有し、ケース単位保管区分の在庫数Pの方が出荷総数Oより少ないときには、制御コンピュータが不足数(O−P)をパレットの層単位数に切上げ算出し、切上げ算出した層数F=(O−P)/C(但しCはパレットの1層分のケース数)分のFC個のケースを、前記パレット単位保管区分からコンベヤライン又はフォークリフトトラックにより前記デパレタイズ装置に搬入してデパレタイズしてS=P+FC−Oのケースをケース単位保管区分に入荷し、該不足数(O−P)のケースを出荷し、ケース単位保管区分の在庫数Pのケースを出荷する。
(もっと読む)
ワークストッカ
【課題】コストアップの少ない簡単且つコンパクトな構成で、而もレイアウトの変更にも対応できて汎用性に優れるワークストッカを提供する。
【解決手段】揺動コンベア3と上コンベア6との端部に、ストッパ32と、相手側のストッパ32と連係してストッパ32を移動させるフック40,41とをそれぞれ設ける一方、下コンベア7の端部に、揺動コンベア3のストッパ32と連係して当該ストッパ32を移動させるフック42を設けて、揺動コンベア3のスライド及び揺動に伴い、揺動コンベア3と上コンベア6との間で互いのフック40,41によって互いのストッパ32を倒伏姿勢に移動させて上コンベア6上のバケットを揺動コンベア3上に搬入可能とし、揺動コンベア3と下コンベア7との間でフック42によって揺動コンベア3のストッパ32を倒伏姿勢に移動させて揺動コンベア3上のバケットを下コンベア6上に搬出可能とした。
(もっと読む)
搬送車システム
【課題】非接触給電方式を採用した搬送車システムにおいて、給電線とコアとの接触を減らす。
【解決手段】搬送車システムは、軌道と、給電線41と、複数の給電線ホルダ39と、搬送車と、ピックアップユニット59と、ガイド昇降機構65とを備えている。軌道は、分岐部を有する。給電線41は、軌道に沿って配置されている。給電線ホルダ39は間隔を空けて配置され、給電線ホルダ39の保持部45は鉛直方向に延びて給電線41を支持する。ピックアップユニット59は、搬送車に設けられ、給電線41に対して近接しており鉛直方向を向いた開口59aを有する。ガイド昇降機構65は、分岐部において、給電線41からピックアップユニット59を離れさせることができる。
(もっと読む)
自動倉庫
【課題】時間的および空間的な効率性を向上させる自動倉庫を提供すること。
【解決手段】2種類の荷物のうちの一方である第一荷物を保持することのできる第一保持部22、および2種類の荷物のうちの他方である第二荷物を保持することのできる第二保持部25と、走行路16に沿って走行し、第一保持部22および第二保持部25それぞれとの間で荷物の移載を行うスタッカクレーン10とを備え、スタッカクレーン10は、2種類の荷物に対応する2種類の移載装置であって、互いに独立して荷物を移載することが可能な第一移載装置11および第二移載装置13と、第一移載装置11および第二移載装置13を上昇および下降させる昇降台15とを有し、第一移載装置11は、第一保持部22との間で第一荷物の移載を行い、第二移載装置13は、第二保持部25との間で第二荷物の移載を行う自動倉庫100。
(もっと読む)
自動倉庫装置
【課題】一対の格納棚との間で格納物を移載する移載ユニットの小型化を図ることを目的とする。
【解決手段】一対の格納棚との間で格納物を移載可能な移載ユニット60が、移載部70と移載部70を移動させる移載部移動機構部130とを有している。移載部移動機構部130が、一対の回転支持輪141と、一対の回転支持輪141に巻かけられた無端環状部材150と、無端環状部材150に突出状に設けられた押動部材160とを有している。移載部70が前記押動部材160を挿入可能な溝176を有する受部材170を有している。押動部材160が前記溝176内を移動しつつ、受部材170を介して移載部70を押動する。
(もっと読む)
カセットストッカ
【課題】スタッカクレーン走行時においても側方へ押し退けられる塵埃を含んだ空気流がポートエリア内に流れ込まないようにしてカセットを汚染することなく高速で搬送できるようにしたカセットストッカを提供すること。
【解決手段】スタッカクレーンエリアSaを走行するスタッカクレーンKの走行台車側部位置で、かつポートエリアSb下方位置にスタッカクレーンエリアSa下部と互いに導通するようにして、スタッカクレーンKの走行時に発生した塵埃をダウンフローと一緒に吸収するようにしたエアーチャンバCを、スタッカクレーンKの走行方向に沿って設置する。
(もっと読む)
電子部品片搬送体
【課題】収容部に対する位置決めを気にすることなく、電子部品片を格段と容易に、且つ、スピーディーに収容することができる電子部品片搬送体を提供する。
【解決手段】部品を収容するための収容部として機能する複数の凹部が所定間隔に設けられた平板状の第1搬送体と、第1搬送体を搭載するための第2搬送体と、を備え、前記収容部に部品を収容した第1搬送体を、前記第2搬送体に搭載した状態で前記部品を供給する電子部品片搬送体であって、第1搬送体における複数の収容部は、少なくとも五角以上の多角形状または円形状で形成されるようにした。
(もっと読む)
板状物の搬送システム
【課題】生産設備による制約を受けることが無く、搬送設備のレイアウトの自由度を大幅に高めることが可能な、板状物の搬送システムを提供する。
【解決手段】複数の板状物が収納される収納容器を搬送する搬送経路が、生産設備の上方に架設された架台上に配置された板状物の搬送システムであって、板状物を収納容器内に順次積層する機能及び積層された板状物を収納容器から順次搬出する機能に加えて、収納容器を鉛直方向に搬送する機能を有する段積み段ばらし機と、架台上を走行し、収納容器を段積み段ばらし機から搬出、及び収納容器を段積み段ばらし機にセットするフォーク付搬送台車と、生産設備と各段積み段ばらし機との間で板状物を搬送するベルトコンベアと、ベルトコンベアの経路上に設置され、板状物の搬送方向を平面視して90度転換する転換機と、工程間搬送コンベアとフォーク付搬送台車との間に設けられたリフタ付コンベアとを備えている。
(もっと読む)
部品手配装置及び部品手配方法
【課題】保守の優先度を考慮しつつ、対応期限に間に合うように出庫元からの部品の出庫を手配する部品手配装置及び部品手配方法を提供することを課題とする。
【解決手段】出庫を手配する部品手配装置2であって、要求ごとに出庫元候補の識別子と部品の出庫期限時刻とを記憶手段に記憶する手段と、出庫期限時刻が到来したとき要求ごとに優先順位情報に基づいて、出庫期限時刻が到来した出庫元候補より優先順位の高い他の出庫元候補があるか否かを判定する手段と、優先順位の高い他の出庫元候補があれば他の出庫元候補の識別子と部品の出庫期限時刻とを記憶手段に記憶すると共に、出庫期限時刻が到来した出荷元候補の識別子と出庫期限時刻の情報を記憶手段から削除し、優先順位の高い他の出庫元候補がなければ、出庫期限時刻が到来した出庫元候補へ部品の出庫を手配する手段とを有することにより上記課題を解決する。
(もっと読む)
61 - 80 / 539
[ Back to top ]