
Fターム[3F027DA02]の内容
Fターム[3F027DA02]の下位に属するFターム
被搬送物の中心位置決め制御 (10)
Fターム[3F027DA02]に分類される特許
1 - 20 / 41
リニアコンベア
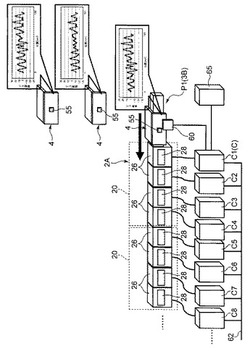
【課題】位置補正用データの管理負担を伴うことなく搬送台車を高い精度で位置決めする。
【解決手段】リニアコンベアは、複数の電磁石ユニット26を含み、電磁石ユニット26毎に個別に通電制御が可能なリニアモータ固定子7と、永久磁石44からなるリニアモータ可動子8及び位置補正用データが記憶されたRFタグ55をそれぞれ備える複数のスライダ4と、各電磁石ユニット26の通電制御を個別に行う複数のモータコントローラCと、RFタグ55の情報を読み取るリーダライタ60と、を備える。各モータコントローラCはそれぞれ、リーダライタ60が読み取った各スライダ4の位置補正用データを記憶しておき、スライダ4を目標位置で停止させる際には、対象となるスライダ4の位置補正用データを用いて目標停止位置を補正し、この補正後の目標停止位置に基づいて電磁石ユニット26への通電制御を行う。
(もっと読む)
基板搬送装置

【課題】走行中の基板を基板停止位置で停止させる時間を短くすることができ、タクトタイムが無駄に長くなるのを抑えることができる基板搬送装置を提供する。
【解決手段】基板を搬送する搬送部と、前記搬送部を駆動させることにより、基板を加速、定速、減速走行させるとともに、基板を特定の割合で減速させる設定減速度が設定可能な搬送駆動部と、前記搬送駆動部を制御する駆動制御部と、を備える基板搬送装置であって、前記搬送部には、走行中の基板の位置を検知する位置センサーと、走行中の基板を停止させる基板停止位置が設定されており、前記駆動制御部は、前記基板停止位置と設定減速度とから減速開始遅延時間を演算し、前記位置センサーにより定速走行中の基板が検知された後、減速開始遅延時間だけ基板を定速で走行させ、減速開始遅延時間経過後、減速を開始させる。
(もっと読む)
パレット支持装置及びパレット支持方法
【課題】コンベア及びパレットの磨耗を低減する技術を提供する。
【解決手段】コンベアにより搬送されるパレットであって、底面の一部に形成されコンベアに支持されるベース部と、底面内でベース部に対し搬送経路の幅方向の異なる位置に形成されたガイド部とを有するパレットと、ガイド部に対し幅方向の同じ位置に配置される第1ローラと、ガイド部に対し幅方向の同じ位置に配置され且つ第1ローラより搬送方向側に設けられ且つ第1ローラの径に等しい径を有する第2ローラとを備え、ガイド部は、搬送方向へ向かって高くなるように形成された第1スロープと、第1スロープより搬送方向側に設けられ且つ搬送方向へ向かって高くなるように形成された第2スロープとを有し、第2スロープ下端の高さは、第1スロープ上端の高さ以上であることを特徴とするパレット支持装置である。
(もっと読む)
位置決め装置
【課題】パレットの製作精度などの影響を受けることなく、一定枚数積み重ねられた金属板の水平方向の位置決めを精度良く行うことができる位置決め装置の提供を目的とする。
【解決手段】位置決め装置1は、一定枚数の金属板6が積み重ねられ載置されたパレット61を搬送するローラコンベア2、このローラコンベア2の上流側及び下流側に配設され、パレット61を移動させる一対の移動手段3、ローラコンベア2を昇降させる昇降手段4、及び、金属板6の角度及び位置を計測するための計測手段5などを備え、計測手段5の計測した角度及び位置にもとづいて、移動手段3がパレット61を移動させ、金属板6を位置決めする。
(もっと読む)
帯状部材の成形方法
【課題】成形帯状部材のスプライスラップ量を適正にし、作業者による帯状部材の切断長さ調整の削減を図る帯状部材の成形方法を提案する。
【解決手段】成形ドラム26に巻き付けた帯状部材21のスプライスラップ量をスプライスセンサにより測定し、この測定値をフィードバックして次の帯状部材21の切断長さを決定し、帯状部材21が搭載されたコンベアベルト24を適量移動させて、ベルトコンベア24上に設置された切断機23で帯状部材21を切断する。切断帯状部材25はベルトコンベア24から成形ドラム26に巻き付けられる。実測したスプライスラップ量は平均化されて、その平均値が補正規格内か否かの判定を行い、補正規格内であれば、補正せずに直前の帯状部材21と同じ長さで帯状部材21が切断され、補正規格外であれば、平均化されたスプライス量により帯状部材21の長さを補正して次の帯状部材21の切断長さを決定する。
(もっと読む)
薬品トレイ供給装置
【課題】薬品トレイ内を仕切る仕切板の位置が適切であるか否かを判断する。
【解決手段】仕切板20を取り付けることにより内部が複数の収容部に区画された薬品トレイ18が所定位置に位置決めされているか否かをトレイ検出センサにより検出する。略矩形状の板状体からなり、板状体の一方の第1側縁部が駆動シャフト21を中心として検出位置と非検出位置の間で回動可能に支持され、板状体の他方の第2側縁部が仕切板20に対応する位置にそれぞれ切欠部22aを有するブラケット22を駆動部材21cにより回動させる。制御部材は、トレイ検出センサにより所定位置に薬品トレイ18が位置決めされていると判断されれば、ブラケット22を非検出位置から検出位置に向かって回動させ、仕切板検出センサにより全ての仕切板20が検出されなければ、エラーであると判断する。
(もっと読む)
圧延形鋼の製造方法および製造装置
【課題】搬送テーブルを搬送される圧延H形鋼を、所定の停止位置に正確に停止し、停止した圧延H形鋼の停止位置の微調整作業を行うことなく、切断装置により所定の長さに切断することができる圧延形鋼の製造装置を提供する。
【解決手段】(i)複数のテーブルローラ24を有する搬送テーブル21と、(ii)搬送テーブル21によって搬送される圧延H形鋼26の位置を、圧延H形鋼26を撮影するカメラ22aの二次元画像を用いて連続的に測定するための測定装置22と、(iii)測定装置22の連続的な測定結果に基づいて圧延H形鋼26の減速開始位置を決定するとともに、この減速開始位置から減速を開始した後の圧延H形鋼26の速度を、連続的な測定結果に基づいて修正することによって、搬送テーブル21によって搬送される圧延H形鋼26を目標停止位置に停止するための停止位置制御装置23と、(iv)目標停止位置に停止した圧延H形鋼26を所定の長さに切断する切断装置とを備える製造装置20である。
(もっと読む)
板材印刷装置
【課題】圧延まま鋼板のような板材に対し、はみ出しを抑制した印刷エリアを設定できる板材印刷装置を提供する。
【解決手段】印刷領域39に搬入された鋼板27に印刷する印刷装置7と、鋼板27の有無を検知する鋼板検知部材20と、印刷装置7の印刷動作を制御する制御部45と、を備えている鋼板両面印刷装置1であって、制御部45には、鋼板検知部材20が検知する印刷が開始される側の辺に交差する辺および辺におけるそれぞれ間隔をあけた2検知点の位置情報を取得し、辺に近い辺の検知点および辺の検知点の中点と辺から遠い辺の検知点および辺の検知点の中点とを結んだ中点線を幅方向の基準として鋼板27の印刷エリアを設定する印刷エリア設定モード46が備えられている。
(もっと読む)
歯付きベルトオメガ駆動制御
【課題】 従来の歯付きベルトを用いたアクチュエータの高剛性、高精度位置決めを目的に歯付きプーリと2つのガイドプーリ構成のオメガ駆動機構のキャリッジを歯付きベルト上に移動させる機構はあったが、ベルト機構の特長であるボールねじ機構で実現できない長尺、リニアモータの高速移動機構の低価格化とうに対応する高機能制御方式、信号伝送方式が貧弱であった。
【解決手段】本発明は一対の歯付きベルト03とオメガ駆動キャリッジ駆動機構02とドライバ04およびコントローラ05を含めたトータル制御系で、上記長尺対応および高速化を歯付きベルト01にエバネセント波や電波による無線媒体機能をもたせて実現した。さらに同一歯付きベルト上に複数のオメガ機構キャリッジのある機構およびV字機構では、クロス制御ループをもちいた。
(もっと読む)
給紙無人搬送車システム
【課題】無人搬送車に搭載される載荷用テーブルに必要とされるスライドストロークを短縮し、無人搬送車のコンパクト化を実現する給紙無人搬送車システムを提供する。
【解決手段】輪転機と輪転機に対して新聞巻取紙を装着・回収する無人搬送車とを有する給紙無人搬送車システムにおいて、輪転機の給紙エリアに無人搬送車を誘導する誘導ラインが、一つの輪転機に対して複数設けられていることにより上記の課題を解決する。
(もっと読む)
保持手段駆動装置、その制御方法、及び制御プログラム
【課題】電子部品と工程処理機構の処理位置とが適切かつ良好に接触することが可能な電子部品保持手段の保持手段駆動装置、その制御方法及び制御プログラムを提供する。
【解決手段】制御装置1405は、サーボモータ1403を駆動源として操作ロッド1401を下方駆動させることで、吸着ノズル1101に保持された電子部品3が駆動制御パターンに記憶された動作を実行する位置に到達し、この際の駆動電流を検知する。その後、当該サーボモータ1403の駆動電流値が上昇し始め、当該駆動電流値は電子部品3に加える適切な荷重に相当する所定の基準値に達する。この電流値の状態を、制御装置1405は、サーボモータ1403による操作ロッド1401の下方駆動が適正に行われている、すなわち、適切に電子部品が工程処理と接触していると判断する。
(もっと読む)
複数の壁を持つ紙製パッケージおよび織物製パッケージの位置決め方法
本発明の方法および装置は、複数の壁を持つ大型パッケージまたはバッグ用に利用されるような供給コンベアを初段コンベアと主コンベアとの間で用いることに関連する。供給コンベアは、プログラマブル論理制御装置または同等の装置によって制御されるサーボ装置によって駆動される。パッケージまたはバッグが供給コンベアに補足されると、該パッケージまたはバッグの前縁が光電センサーによって検知される。該前縁位置はプログラマブル論理制御装置へフィードバックされ、適切なタイミングでパッケージまたはバッグを主コンベアに供給するために、供給コンベアの望ましい速度が演算される。プログラマブル論理制御装置は、そうした望ましい速度を達成するために、サーボ装置を制御する。  (もっと読む)
(もっと読む)
コンベヤ装置
【課題】タイヤの製造に用いられるゴムシートなどの帯状部材を搬送する場合において、より確実に帯状部材の短手方向における位置を調整できるコンベヤ装置を提供する。
【解決手段】本発明に係るコンベヤ装置は、搬送機構110と、位置調整機構120と、ガイド機構130と、制御部とを備える。搬送機構110は、ゴムシートの底面を支持しつつ、搬送方向Cに向かって回転する複数の搬送ローラー111を有する。位置調整機構120は、ゴムシートの短手方向Dに回動する位置調節ローラー121を有する。制御部は、搬送機構110を位置調整機構120よりも下方に位置させることによって、ゴムシートを搬送ローラー111から離間させつつ、ゴムシートを位置調節ローラー121によって支持させる。位置調節ローラー121の回動またはガイド機構130の移動によってゴムシートの短手方向Dにおける位置が調整される。
(もっと読む)
知的製品供給システムおよび方法
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
位置検出装置と位置検出方法
【課題】 ガイドシャフトでガイドされた可動部を有する可動装置に設けられ、可動部が基準位置に存在するのか否かを検出する位置検出装置を提供する。
【解決方法】 エアセンサ30(位置検出装置)は、コマ18とブッシュ40とエア流路28と圧力計26を備えている。コマ18は、ガイドシャフト12に略同軸に設けられ、ガイドシャフト12よりも大径である大径部18aを有し、ガイドシャフト12に対して揺動可能に支持されている。ブッシュ40は、貫通孔42が形成され、可動部10が基準位置に達したときにコマ18の大径部18aが貫通孔42に入る位置に固定されている。エア流路28は、外部から供給されるエア(流体)を貫通孔42内に供給している。圧力計26は、エアの圧力を監視している。リフタ装置2では、エアセンサ30を用いて可動部10の位置を精度よく検出することができる。
(もっと読む)
搬送部位置決め方法、及び搬送装置
【課題】簡易な機構で加熱炉内でのワーク又は搬送用キャリアの位置決めが可能となる搬送部位置決め方法の提供。
【解決手段】ワークを固定するキャリアパレット40と、キャリアパレット40を搬送する搬送用コンベア20と、ワークの加熱を行う加熱炉と、加熱炉内でキャリアパレット40の位置決めを行う位置決め機構とを備え、キャリアパレット40を位置決め機構で所定の位置に停止させる搬送部位置決め方法において、加熱炉は、ワークを加熱するハロゲンヒータ30を複数備え、キャリアパレット40に突起及び切欠溝を備え、キャリアストッパにクシ歯状に複数本形成された突起と係合するストッパ突起35aを有し、キャリアストッパを前進させることで、ストッパ突起35aと突起を係合させ、複数枚のキャリアパレット40をハロゲンヒータ30と対応する位置に一度に位置決めし、ワークを加熱する。
(もっと読む)
搬送物の位置検出装置
【課題】搬送物の形状がランダムであっても、搬送物の特定の位置を複数の箇所で高い位置検出精度で検出することができる搬送物の位置検出装置を提供する。
【解決手段】搬送物1を載せて搬送する搬送コンベア7に取付けられ、搬送物と同期して移動する同期部材12と、同期部材に一体的に設けられた位置検出用マーカ14と、位置検出用マーカの特定の位置を検出する位置検出センサ16とを備える。搬送コンベア7は例えばベルトコンベアであり、同期部材12は搬送物1を載せてベルトコンベアを移動するトレー15であり、位置検出用マーカ14は、トレーの表面に平面的又は立体的に設けられている。
(もっと読む)
ガラス搬送装置及びその制御方法、並びに車両の製造方法
【課題】ガラスを精度よく取付位置まで搬送することができるガラス搬送装置、ガラス搬送装置の制御方法、及び自動車の製造方法を提供すること。
【解決手段】本発明の一態様にかかるガラス搬送装置は、自動車100のガラスをその取付位置まで搬送するガラス搬送装置である。ガラスを保持する吸着治具60と、吸着治具60を移動させるための関節52を有するアーム機構50と、吸着治具60で保持したリアガラス2bを、ボディ101形状に応じた仮想ガイドGrに沿って移動させるよう、アーム機構50を制御する制御部80とを備えている。フロントガラス2aの取付位置の高さを記憶し、取付位置の高さに応じて仮想ガイド高さを算出し、仮想ガイド高さの仮想ガイドGrに沿って、リアガラス2aを移動させている
(もっと読む)
搬送装置および搬送誤差補正方法
【課題】被処理物とその被処理物の一部に所定の処理を施す1つ以上の処理部とを相対移動させる搬送装置であって、安価に搬送精度を向上できるものを提供すること。
【解決手段】定盤10を備える。定盤10上に、被処理物1が載置されるテーブル2と、処理部14を支持する構造物12とを備える。テーブル2に複数の光源6a,6bが取り付けられている。各光源6a,6bにそれぞれ対応して定盤10上に複数の光検出器8a,8bを備える。搬送部4は定盤10上でテーブル2をY方向に搬送して、テーブル2と処理部14とを相対移動させる。定盤10上でのテーブル2の搬送位置を検出する。光検出器8a,8bが出力する光の位置ずれを表す信号に基づいて、その搬送位置でのテーブル2の変位を検出する。その検出したテーブル2の変位に基づいて、処理部14を構造物12上で変位させ又は処理タイミングを変更する。
(もっと読む)
搬送装置
【課題】安価な検出スイッチを用いてワークの端部の位置を特定することが可能な搬送装置を提供する。
【解決手段】検出手段は物体の移動方向に並置された第一および第二の検出スイッチを有する。制御手段は第一の検出スイッチが物体を検出したときに動力手段を停止させる。判定手段は第一の検出スイッチが物体を検出したのち第二の検出スイッチが物体を検出していない状態が所定時間以上継続した場合に物体が所定位置に停止したと判定し、第一の検出スイッチが物体を検出したのち所定時間以内に第二の検出スイッチが物体を検出した場合に物体が所定位置を超えたと判定する。
(もっと読む)
1 - 20 / 41
[ Back to top ]