
Fターム[3F081BD08]の内容
コンベア上の物品の姿勢制御 (7,432) | 流れ形態の変換 (1,078) | 間隔(ピッチ)変更 (259) | 前後方向の間隔を変更するもの (190)
Fターム[3F081BD08]に分類される特許
41 - 60 / 190
郵便物仕分け装置
【課題】ショートギャップ郵便物として排除されていた郵便物も一定の場合には排除することなく仕分け可能として処理効率を向上させた、構成簡単な郵便物仕分け装置を得ること。
【解決手段】本発明一例の郵便物仕分け装置は、連続して走行する複数の郵便物を仕分ける郵便物仕分け装置であって、第1の郵便物とその前に走行する第2の郵便物との間の第1間隔を測定する間隔測定手段と、この間隔手段により測定された第1間隔が仕分けの可能な最小間隔よりも狭いとき、前記第2の郵便物よりも前に走行する第3の郵便物と前記第2の郵便物との間の第2間隔を調べ、前記第1間隔及び前記第2間隔の平均間隔が前記最小間隔以上のとき前記第2の郵便物の走行速度を加速して前記第1間隔を広げる。
(もっと読む)
物品供給装置

【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
円筒状部材供給装置
【課題】所定の位置に整然とした状態で目的とする円筒状部材を効率よく供給し得る装置を提供する。
【解決手段】本発明の円筒状部材供給装置10は、円筒状部材20を所定の位置に搬送する搬送部30と、円筒状部材を搬送部に供給する部材供給部50とを備えている。部材供給部は、円筒状部材を貯留する貯留部70と、貯留部に貯留されていた円筒状部材を搬送部に送り出す送出部55とを備えている。送出部は、貯留部と搬送部との間に搬送部に対して傾斜して配置された供給スロープ60と、供給スロープ上を搬送部方向に転がり移動する円筒状部材の数量を調節する規制部65とを備えている。
ここで規制部は、供給スロープ上における規制部よりも上流側に貯留部から排出された円筒状部材のうち規制部よりも下流側の供給スロープ上に同時に排出される円筒状部材の数を所定数またはそれ以下に限定するように構成されている。
(もっと読む)
スクリューフィーダー装置
本発明は、容器(9)の搬送のためのスクリューフィーダー装置に関し、第1のねじ領域(3)及び第2のねじ領域(4)を有する第1の入口スクリュー(2)を含み、第1のねじ領域(3)に、第1のねじ(30)が形成され、かつ前記第2のねじ領域(4)に、前記第1のねじ(30)及び第2のねじ(40)が形成され、更に、第3のねじ領域(6)及び第4のねじ領域(7)を有する第2の入口スクリュー(5)を含み、第3のねじ領域(6)に、第3のねじ(60)が形成され、かつ第4のねじ領域(7)に、第4のねじ(70)が形成され、更に、引き渡し領域(8)を含み、引き渡し領域(8)で、容器(9)が、第2の入口スクリュー(5)から第1の入口スクリュー(2)の第2のねじ領域(4)へ引き渡され、第1の入口スクリュー(2)が、第2のねじ領域(4)内で、第1及び第2の入口スクリューからの全ての容器を搬送するようになっている。 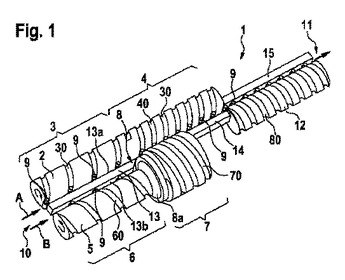 (もっと読む)
(もっと読む)
容器配列ピッチ調整装置
【課題】部品交換等の型替作業が無く、容器の傷付きを最小限に抑え、しかも容器の形状の変化にソフトウエアにより対応できる自由度の高いピッチ調整装置を提供する。
【解決手段】上流側容器配列の先頭から順次、コンベアの両端に設置した一対のプロペラを交互に間欠駆動させ、コンベアの移動方向とプロペラのコンベア面上の回転方向を一致させ容器に傷付きが無いようにしてプロペラにより所定の間隔で停止、解放を間欠的に行い所定のピッチ間隔とすることを特徴とする容器配列ピッチ調整装置。
(もっと読む)
受皿の分配装置
【課題】受皿Tを振り分けるための揺動体がなく、装置の耐久性、信頼性に優れた受皿の分配装置10を提供すること。
【解決手段】複数の受皿Tを一列に並べて搬送する単列搬送手段1と、この単列搬送手段1の搬送下流側に接続され、一列に並んで搬送された複数の受皿Tを左右へずらす予備分配手段2と、この予備分配手段2の搬送下流側に接続され、右側へずらした受皿Tを一の下流搬送路4Rへ導き、左側へずらした受皿Tを他の下流搬送路4Lへ導く分配搬送手段3と、から構成した。
(もっと読む)
グルーピング装置、搬送ライン、無菌充填システムおよび搬送方法
【課題】ガス噴流によって容器を搬送する際に、容器を破損させてしまうことなく安定して容器を搬送することを可能にする。
【解決手段】搬送ライン20は、ガス噴流によって容器90を搬送する搬送装置と、搬送装置による容器の搬送経路25に沿って設けられたグルーピング装置50と、を有している。グルーピング装置50は、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成することができる。搬送装置は、形成されたグループ単位で容器を搬送する。
(もっと読む)
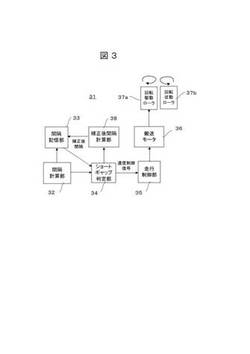
ゾーン分けされた集積コンベア
個別に制御可能なゾーンを備える集積コンベアが、集積した物品間の隙間を効率的に縮小するように制御されることができ、これは、それら隙間の縮小をもたらす状態の存在を判断し、必要に応じて制御ロジックを実行する制御ロジックによって達成される。集積コンベアは、フリーラン停止モードで制御され得る。集積コンベアは、詰まりを検出し取り除くように制御され得る。  (もっと読む)
(もっと読む)
箱詰め装置
【課題】短時間で多量の商品の姿勢を変更することができる箱詰め装置を提供することである。
【解決手段】集積部AR1により包装物110が複数重ね合わされ、当該重ね合わされた包装物110が、第1搬送部200、第2搬送部400、第3搬送部410、伸縮性搬送部420により搬送される。伸縮性搬送部420は、第1整理板405、第2整理板406および第3整理板406を有し、第1整理板405は、包装物110を遮蔽または通過させるように進退移動し、第2整理板406は、伸縮性搬送部420の下流側から第1整理板405側への移動および第1整理板405側への回転の少なくとも一方を開始して包装物110の姿勢を変更させ、第3整理板406は、第1整理板405、第2整理板406により姿勢の変更された包装物110を箱詰め工程に移送する。
(もっと読む)
物品搬送装置
【課題】先頭の物品、例えばペットボトルが、グルーピングされるペットボトル以外の圧力を受けずに、グルーピングできる搬送装置。
【解決手段】複数列に配列されるペットボトルPBを第一速度V1で搬送する第一コンベア20と、第一コンベア20で搬送されるペットボトルPBが移送され、第一速度V1よりも速い第二速度V2でペットボトルPBを搬送することにより、第一コンベア20を搬送されるときよりもペットボトルPBの間隔を広げる第二コンベア30と、第二コンベア30において、4本のペットボトルPB毎に挿入され、第二速度V2よりも速い第三速度V32で搬送方向に移動して、4本のペットボトルPBの搬送方向の間隔を狭くするグルーピング手段と、を備える物品搬送装置。
(もっと読む)
グルーピング装置
【解決手段】 グルーピング装置3は、物品1を供給する供給コンベヤ5と、複数の物品1を所定数毎に処理するケーサ6と、一つの物品1を保持する15個のキャリア11と、各キャリア11を磁力により移動させるリニアモータ12と、上記リニアモータ12を制御する制御手段とを備えている。
上記供給コンベヤ5が供給ステーションAで各キャリア11に物品1を供給すると、上記制御手段は上記リニアモータ12を制御して、上記物品1が供給された5つのキャリア11を一体的にグルーピングしてケーサ6に移動させるようになっている。
【効果】 騒音等の発生を抑え、容易に処理手段の処理数の変更に対応することが可能である。
(もっと読む)
物品の定間隔割出し搬送装置及びこれを用いる物品の方向転換搬送装置
【課題】物品の搬送方向を確実且つ効率よく転換し得る物品の方向転換搬送装置を提供する。
【解決手段】搬送コンベア3の下流端側5に渡り板部材6を介して、搬送コンベア3の搬送方向と直角に交差する転換搬送コンベア7を配設する。搬送コンベア3で搬送される物品を支持するストッパ部材9が設けられた割出し周回装置10を設ける。搬送コンベア3の下流端側5に搬送された物品を転換搬送コンベア7に向けて押出す押出し片11が設けられた押出し周回装置12を設ける。ストッパ部材9は、傾倒可能に、割出しチェーンに一定間隔で取り付けてなる。搬送コンベア9の走行速度は割出しチェーンの走行速度よりも大きい。搬送コンベア9の下流端側に搬送された物品が、隣り合う押出し片11,11間の収容空所に収容されるように、割出し周回装置10の周回動作と押出し周回装置12の周回動作が同期されている。
(もっと読む)
計量装置
【課題】コンベア速度が過剰に大きく設定されることに起因する計量精度の低下を回避し得る、計量装置を得る。
【解決手段】計量装置1は、物品Qを搬送する計量コンベア3と、計量コンベア3上を搬送されている物品Qの重量を計量する計量部5と、計量コンベア3に供給される複数の物品Q間の距離に関する物品間隔L2を検出する物品間隔検出部10と、過去の所定期間内に物品間隔検出部10によって取得された複数の物品間隔L2を記憶する記憶部12と、複数の物品間隔L2に基づいて、計量コンベア3に設定されている物品搬送速度V2の変更の可否を判定する判定部11と、判定部11によって変更可能と判定された場合に、物品搬送速度V2の変更の要否に関する案内を、検査能力に関する情報とともに提示する表示部7とを備える。
(もっと読む)
コンベア装置、並びに、コンベア制御装置
【課題】本発明は、搬送ライン上に載置された搬送物同士の間隔を確実に略一定に調整させて、効率的に搬送ができるコンベア装置を提供することを目的とした。
【解決手段】コンベア装置1は、計測手段を備え、搬送ラインに設けられた搬送物間調整領域Zには、駆動用モータの回転速度を可変とするモータ制御手段が備えられている。いずれかの搬送物検知手段Dの検知信号を受信して、計測手段により搬送方向に隣り合う搬送物同士の間隔あるいは搬送方向に隣り合う搬送物が搬送物検知手段Dを通過する時間差が計測されると、モータ制御手段により当該搬送物が載置されたゾーンの駆動用モータの回転速度を高速あるいは低速にさせる。
(もっと読む)
物品間の間隔形成方法および装置
【課題】単列状態で不揃いな間隔で搬送されてくる容器(物品)間の間隔を適正に形成し、小さなスペースで、しかも、装置コストが安価な容器(物品)間の間隔形成方法および装置を提供する。
【解決手段】コンベヤ2で搬送される物品間の間隔形成装置において、コンベヤ2にトンネル状の圧力保持室3と、圧力保持室3内に空気などの圧力媒体を吹き込む空気吹き込み装置7,8を設けて、圧力保持室3内に吹き込み装置から圧力媒体を吹き込み、該圧力媒体の吹き込みによって圧力保持室3と圧力保持室3内の物品とで形成される閉鎖空間に物品間の間隔の状態に対応して発生する圧力媒体の圧力を利用した物品間の相互押し広げ力により、単列状態で不揃いな間隔で搬送されてくる物品間の間隔を適正に形成するように構成した。
(もっと読む)
アキュームコンベヤの搬送制御方法および装置
【課題】コンベヤ上の前方のびんに後方のびんが密着する際、びんに凹みや傷を発生させないアキュームコンベヤの搬送制御方法および装置を提供する。
【解決手段】びん1を搬送するコンベヤラインの中で、上流の給びんコンベヤ2から振分装置4を介してびん1が多列に搬送供給され、各列に分割された状態でびん1が整列及びアキュームされる多列コンベヤより成るアキュームコンベヤにおいて、振分装置4後の多列コンベヤを、びん1が前後に密着するような搬送速度まで段階的に減速する減速コンベヤ部5と、減速コンベヤ部5の下流側でびんが前後に隙間をもって搬送され、アキュームが可能となるように搬送速度を増速するコンベヤを多段で直列にして成る増速アキュームコンベヤ部6とで構成し、増速アキュームコンベヤ部6の各列でびんを前後に隙間をもってばらばらな状態で搬送させ、かつ各列がほぼ均等にばらばらなびん配置となるように搬送制御する。
(もっと読む)
ワークストッカ
【課題】前方のワークが取り出された際に、後方のワークを前方へ送って確実に前詰めすることのできるワークストッカを提供する。
【解決手段】ワークストッカを、前端よりも後端が高く支持された傾斜路5と、傾斜路5に沿って所定間隔で配されたストッパS1〜SMとを備えたものとし、ストッパSm(mは、2以上で、前記ストッパの総数以下の全ての整数。)を、ワーク検知アーム6とワーク掛止アーム7とで構成した。ストッパSmのワーク検知アーム6が直前のストッパSm−1にワークWが掛止されていることを検知している場合には、ストッパSmのワーク掛止アーム7が後方へ起立して後続のワークWを掛止し、ストッパSmのワーク検知アーム6が直前のストッパSm−1にワークWが掛止されていることを検知していない場合には、ストッパSmのワーク掛止アーム7が前方へ倒伏して後続のワークWを通過させる。
(もっと読む)
ワーク搬送装置およびラッピング装置
【課題】容易かつ安価にワークを所定間隔で搬送するワーク搬送装置およびこのワーク搬送装置を備えたラッピング装置を提供する。
【解決手段】第1搬送手段21のワーク搬送速度が第2搬送手段22のワーク搬送速度より速く設定されているので、第2搬送手段22によって搬送される複数のワークAの後端部に第1搬送手段によって移送されてきたワークの先端部が当接し、これによって、ワークは搬送方向に連続しかつ互いに当接した状態で搬送される。そして、第3搬送手段23のワーク搬送速度が、第2搬送手段22のワーク搬送速度より速く設定されているので、第3搬送手段23によって搬送される複数のワークAは搬送方向に連続しかつ互いに所定間隔だけ離間した状態で搬送される。したがって、容易かつ安価にワークAを所定間隔で搬送することができる。
(もっと読む)
物品搬送装置
【課題】搬送途中でオーダ単位の物品群をばらつき状態からかたまり状態にできる物品搬送装置を提供する。
【解決手段】物品搬送装置1は、オーダ単位の物品群Aを搬送する搬送コンベヤ2と、搬送コンベヤ2の幅方向中央部からの物品群Aの一部を受け入れて搬送する中央部コンベヤ21とを備える。中央部コンベヤ21の両側方には、搬送コンベヤ2の幅方向端部からの物品群Aの他部を受け入れて搬送して中央部コンベヤ21上に搬出する対をなす端部コンベヤ22を配設する。物品群Aの一部を受け入れる受入時における中央部コンベヤ21の搬送速度が搬送コンベヤ2の搬送速度より低速である。
(もっと読む)
ピッチ整列コンベヤ
【課題】 構成及び制御が簡素化でき、且つ搬送ローラの有効幅の減少を最小限に抑えることができるピッチ整列コンベヤを提供する。
【解決手段】 搬送ローラ2の軸方向一方端に動力伝達手段3を備え、その搬送ローラを架台1の対向する側板に亘って所定間隔をおいて回転可能に架設支持すると共に、該搬送ローラ2は前記動力伝達手段の位置を適宜本数毎、前記架台に互い違い状に配置し、更に、前記架台の両側板に沿って前記搬送ローラの動力伝達手段と連繋して動力を伝達する駆動部4,4’を配置し、且つその両駆動部の回転に速度差をつけた。
(もっと読む)
41 - 60 / 190
[ Back to top ]