
Fターム[3F081EA13]の内容
コンベア上の物品の姿勢制御 (7,432) | 検出装置 (482) | 被搬送物を検出するもの (449) | 個数(計数)の検出 (35)
Fターム[3F081EA13]に分類される特許
1 - 20 / 35
反転装置およびプリフォーム取り扱い装置
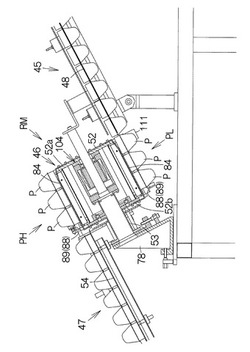
【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
容器搬送装置

【課題】多数のボトルを一列に連続的に搬送する際、複数のボトルが連続搬送状態になったときに先頭のボトルに過大な押圧力が作用するのを抑制する。
【解決手段】ラベル装着システム1のラベラー2には複数のコンベア31A,31B,31C,…を一列に配置して多数のボトルBをラベラー2に供給するラベル搬送装置3が設けらる。コンベア31Aには各ボトルBのラベラー2への供給タイミングを調整するスクリュー4が設けられ、このスクリュー4の上流側に複数のボトルBを連続搬送状態にするボトル蓄積区間が設けられている。コンベア31A〜31Cのうち、コンベア31Bは順逆両方向に搬送方向が切換可能なコンベアで構成される。ボトル蓄積区間のボトルBの連続搬送状態の数が所定数以上なると、コンベア31Bの搬送方向を逆方向に切り換え、コンベア31B上のボトルBに上流側方向の押圧力を発生させることで、連続搬送状態の先頭のボトルBに作用する押圧力を低減する。
(もっと読む)
計数機
【課題】高速運転を確保しつつ、回転コンベアの収容空間へ確実に製品を収容することが可能な計数機を提供する。
【解決手段】本実施形態に係る計数機1は、所定の周回経路上で周回する周回部材20と、周回部材20に所定の間隔で設置された多数の仕切部材21とを有し、製品供給部25に落下してくる製品を仕切部材21間の収容空間に一枚ずつ収容させて搬送する回転コンベア装置10と、製品排出部29において所定の枚数単位で製品を押し出して排出する押出部材60と、周回経路と製品供給部25において上側で重なると共に製品排出部29において離れる所定の補助周回経路上で周回する補助周回部材40と、補助周回部材40に仕切部材21と同じ間隔で設置された多数の補助仕切部材41とを有し、補助仕切部材41が製品供給部25において仕切部材21の上側を同期して通過する補助装置30と、を備える。
(もっと読む)
固形食品の計数装置及び組分け装置、並びに搬送システム
【課題】前後に接した状態で搬送される固形食品が含まれる場合であっても、固形食品を正確に計数可能な固形食品の計数装置を提供する。
【解決手段】搬送コンベア2により搬送される固形食品5の個数を計数する固形食品5の計数装置において、搬送コンベア2の上方に設置され、固形食品の高さを連続的に検出して該固形食品高さの変位をアナログ値で出力する高さ検出手段20と、高さ検出手段20からの出力波形が入力され、固形食品高さの変位に基づいて固形食品5を計数する制御手段3とを備え、制御手段3は、出力波形に基づいて固形食品高さが予め設定されたしきい値より大きい状態から該しきい値以下となったとき、又は前記しきい値未満の状態から該しきい値以上となったときに計数値を1加算する構成とした。
(もっと読む)
容器搬送装置
【課題】袋本体と首部とを有する複数の容器を整列された状態で箱詰めすることが可能な容器搬送装置を提供すること。
【解決手段】袋本体と首部とを有する容器Cを搬送する容器搬送装置Aであり、容器Cを供給する製袋機1、複数の容器Cを受け渡し位置P1まで順次搬送する入り側コンベア2、容器Cを受け渡し位置P1x方向に沿って受け渡し位置P2まで搬送する中間コンベア4、受け渡し位置P1に設置され、入り側コンベア2によって搬送されてきた容器Cを、首部がy方向の一方側および他方側のいずれかを向く姿勢に整列された所定数の容器Cごとに区分して中間搬送コンベア4へ受け渡す整列手段3、受け渡し位置P2に箱Bを順次搬送し、容器Cが詰められた箱Bを排出する出側コンベア6、第2の受け渡し位置P2に設置され、中間コンベア4により搬送されてきた所定数の容器Cを、出側コンベア6により搬送されてきた箱Bに詰める箱詰め手段5、を備える。
(もっと読む)
容器搬送装置
【課題】複数の容器を効率よく整列させ、充填率を高める容器搬送装置を提供する。
【解決手段】供給手段1から供給された所定数の容器の首部に係合して保持する、袋本体の幅よりも大きいピッチで配置された横移動可能な複数の仮置レール22からなる仮置手段2と、同じく首部に係合して容器を保持する複数の製品レール42からなる整列手段4を設け、製品レール42のピッチは仮置レール22のピッチの整数分の1であり、仮置レール22を順次横移動し整列レール42に合わせながら移載手段3A、3Bにより容器を仮置レール22から製品レール42に順次移載することにより、容器ピッチを狭めるとともに千鳥状に配列した容器群8Aを形成する。
(もっと読む)
容器搬送装置
【課題】排出された容器がジャム状態にならず、また、容器排出コンベヤの長さを短くするとともに、設置スペースを抑える。
【解決手段】容器5をコンベヤ上で複数個から成る列編成で搬送する幅広コンベヤ11と、入口側で容器5を該幅広コンベヤ11へ供給する容器供給コンベヤ12と、出口側で容器5を幅広コンベヤ11から幅広コンベヤ11の容器搬送方向と直角方向へ排出する容器排出コンベヤ13を有する容器搬送装置1において、容器供給コンベヤ12から幅広コンベヤ11へ複数個から成る列編成で容器5を押し込む容器押し込み装置14を設けて、幅広コンベヤ11の容器搬送方向に直角な方向に対して傾斜した角度θで、かつ、幅広コンベヤ11で搬送される複数個から成る列編成の容器5の中で容器排出コンベヤ13の下流側に位置する容器5が先頭になるような角度方向で、複数個から成る列編成で容器5を押し込むようにした。
(もっと読む)
長物野菜の箱詰め装置
【課題】箱詰め装置における部品点数の削減とコンパクト化とを図る。
【解決手段】本願発明の箱詰め装置1は、上向き開放状の箱体Bが載置される載置台2と、前記箱体B内に移送される一段分の長物野菜Mを並列に載せる移載棚3とを少なくとも備える。前記移載棚3は、前記長物野菜Mの載る棚部17が前記箱体B内に向かう斜め下向きの傾斜姿勢となり得るように、前記載置台2の上方にある横軸19回りに回動可能な状態で、前記載置台2の上方に配置する。
(もっと読む)
包装袋集積装置
【課題】複数の搬送ラインにて一定の搬送サイクルで連続的に供給される包装袋を、搬送ライン毎に規定枚数に集積する包装袋集積装置において、生産性を向上させる。
【解決手段】搬送ラインより供給される包装袋を、一次集積枚数N1まで集積する一次集積部と、一次集積部より包装袋を受け取るとともに、搬送ラインより供給される包装袋をさらに集積して、規定枚数N2まで集積する二次集積部と、二次集積部にて集積された包装袋組を受け取り、一定のサイクルにて搬出位置に移動させて、包装袋組を後工程に搬出する包装袋組搬出装置とを備え、二次集積部にて規定枚数N2まで集積された後、搬送ラインより次に供給される包装袋は一次集積部にて集積され、一次集積部にて一次集積枚数N1に達するまで包装袋が集積されている間に、二次集積部から包装袋組搬出装置への包装袋組の移動が行われる。
(もっと読む)
物品供給装置
【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
郵便物自動送り出し装置
【課題】郵便物を途切れることなく一定の間隔で送り出すことにより処理速度を向上させる。
【解決手段】郵便物が搬送されてくる搬送経路の一通送り出し部50よりも上流側に設けられ、搬送経路上を搬送されてくる郵便物を一時蓄積して排出する複数のバッファフィーダ40a〜40cとを有し、バッファフィーダ40a〜40cのそれぞれは、バッファフィーダ40a〜40cに蓄積された郵便物の量を検知する量検知スイッチを有し、そのバッファフィーダ40a〜40cよりも郵便物の搬送方向下流側のバッファフィーダ40a〜40cの量検知スイッチにて検知された郵便物の量が一定となるように、そのバッファフィーダ40a〜40cに蓄積された郵便物を排出する。
(もっと読む)
物品供給装置
【課題】包装機の入口部コンベアに、所定個数の包装対象物品を所定の集積形態に確実に集積し、個数不足包装が発生しないようにすることができる物品供給装置を提供する。
【解決手段】ピロー包装機1の入口部コンベア2に包装対象物品Wを包装時荷姿に積み上げる物品供給装置10は、一定速度で移動し、包装装対象物品Wを不定間隔で搬入する搬入コンベア20と、所定ピッチで配置された複数のバケット31を有し、上流側部分においてバケット31の1個1個に搬入コンベア20が搬入した包装対象物品Wを所定個数ずつ受け入れ、各バケット31が所定個数の包装対象物品Wを受け入れたことを条件として所定ピッチ分の走行を行うバケットコンベア30と、バケットコンベア30の下流側部分において、バケット31から包装対象物品Wをピッキングヘッド40で取り上げて入口部コンベア2に載置する三次元移動の移載ロボット50を備える。
(もっと読む)
物品供給装置
【課題】包装機への物品送出タイミングに一時的遅れが発生する場合の物品搬送処理を良好に行う。
【解決手段】駆動モータ7により走行駆動される複数の搬送コンベヤ3のうち包装機に向けて物品9を供給するタイミングに遅れが生じた際に包装機と第一搬送コンベヤC0,C1とを停止させる。第一搬送コンベヤC0,C1より上流側に配設された第二搬送コンベヤC2〜C6のうち特定の搬送コンベヤC2,C3が物品9を受け入れる際に、特定の搬送コンベヤC2,C3の上流側に隣接する搬送コンベヤC4〜C6で搬送される物品9の検知に基づき、特定の搬送コンベヤC2,C3を物品略一つ分ずつ搬送するよう間欠的に走行駆動して物品9を貯留し、包装機が運転可能な状態となり、特定の搬送コンベヤC2,C3への物品貯留数が所定数を越える時に、第一搬送コンベヤC0,C1の走行を再開させて、物品9を第一搬送コンベヤC0,C1に向けて搬送する。
(もっと読む)
グルーピング装置、搬送ライン、無菌充填システムおよび搬送方法
【課題】ガス噴流によって容器を搬送する際に、容器を破損させてしまうことなく安定して容器を搬送することを可能にする。
【解決手段】搬送ライン20は、ガス噴流によって容器90を搬送する搬送装置と、搬送装置による容器の搬送経路25に沿って設けられたグルーピング装置50と、を有している。グルーピング装置50は、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成することができる。搬送装置は、形成されたグループ単位で容器を搬送する。
(もっと読む)
物品搬送装置
【課題】先頭の物品、例えばペットボトルが、グルーピングされるペットボトル以外の圧力を受けずに、グルーピングできる搬送装置。
【解決手段】複数列に配列されるペットボトルPBを第一速度V1で搬送する第一コンベア20と、第一コンベア20で搬送されるペットボトルPBが移送され、第一速度V1よりも速い第二速度V2でペットボトルPBを搬送することにより、第一コンベア20を搬送されるときよりもペットボトルPBの間隔を広げる第二コンベア30と、第二コンベア30において、4本のペットボトルPB毎に挿入され、第二速度V2よりも速い第三速度V32で搬送方向に移動して、4本のペットボトルPBの搬送方向の間隔を狭くするグルーピング手段と、を備える物品搬送装置。
(もっと読む)
搬送装置
【課題】機械による作業と作業者による作業を効率よく行う。
【解決手段】組立装置1は、内周部分に、組立装置1の上面を一周し、反時計方向に個別に駆動するベルト11〜17を備えている。チャック部23は、レール21やアーム22などによりXYZ方向に移動することができ、部品容器61や部品容器62に置かれた部品をチャッキングして、ピン31やピン33で位置決めされているワーク2に対して部品の組立作業を行う。ピン31で位置決めされ、チャック部23による機械作業で部品が組み立てられたワーク2は、ベルト13からベルト14に搬送され、ベルト14に蓄積される。組立装置1による機械的な作業と、作業者3による手作業は、サイクルが異なるが、これら工程が個別に動作するベルト13〜16によって分断されているため、同一のライン上で作業することができる。
(もっと読む)
グルーピング装置
【解決手段】 グルーピング装置3は、物品1を供給する供給コンベヤ5と、複数の物品1を所定数毎に処理するケーサ6と、一つの物品1を保持する15個のキャリア11と、各キャリア11を磁力により移動させるリニアモータ12と、上記リニアモータ12を制御する制御手段とを備えている。
上記供給コンベヤ5が供給ステーションAで各キャリア11に物品1を供給すると、上記制御手段は上記リニアモータ12を制御して、上記物品1が供給された5つのキャリア11を一体的にグルーピングしてケーサ6に移動させるようになっている。
【効果】 騒音等の発生を抑え、容易に処理手段の処理数の変更に対応することが可能である。
(もっと読む)
長尺材の取出装置
【課題】綾となって絡まり合っている長尺材であっても確実に1本ずつ取り出すことができる長尺材の取出装置を提供する。
【解決手段】本発明の長尺材の取出装置10は、所定本数の長尺材Bを並列させた状態で載置可能な載置手段11と、前記載置手段11に載置された長尺材Bが並列方向の移動するのを規制する規制手段34と、前記載置手段11から長尺材Bを1本ずつ取り出す取出手段13と、を備える。載置手段11は、載置した各長尺材を自転させる載置台32を備える。
(もっと読む)
物品の方向転換装置及び方向転換方法
【課題】物品の姿勢を搬送途中で方向転換させる場合において、その方向転換させた物品の姿勢が所望の姿勢に対してずれを生じるようなときには、そのような姿勢のずれが後続の物品において生じないように自動的に修正することができる物品の方向転換装置及び方向転換方法を提供する。
【解決手段】箱Bが跨って載ることができるように並列に配置された左右両搬送コンベア28a,28bの速度を箱Bの搬送方向に対する姿勢を回転させて方向転換させ得る速度差がつくように設定し、その箱Bの搬送方向に対する姿勢を搬送経路の途中の検出位置で検出し、その検出結果に基づき、箱Bの姿勢が所望の姿勢でない場合は、検出位置で姿勢を検出された物品及びその物品に後続して搬送される物品のうち少なくとも一方の物品の姿勢が方向転換終了時点において所望の姿勢に適合するように、予め設定されている各搬送コンベア28a,28bの速度設定内容を補正する。
(もっと読む)
高速度コンベヤベルト上の製品の分配のための構造
本発明は、独立に駆動される2つのベルト(50、52)であって、第1の待ち行列(F1)に平行または直交する製品(Pn)の少なくとも1つの第2の待ち行列を形成するように、上記製品(Pn)を初期位置からこの初期位置に関して横方向にずらされた決められた最終位置に横に偏向させるために、予め決められた分配列に従って第1の待ち行列(F1)の少なくとも1つの製品(Pn)に接触するための、ある偏向速度で駆動されて動作モードに選択的に制御される少なくとも1つのカム(60)をそれぞれに有する2つのベルト(50、52)を備えるフェーザ(23)からなる分配装置を備えることを特徴とする、製品(Pn)の分配のための構造に関する。 (もっと読む)
1 - 20 / 35
[ Back to top ]