
Fターム[3F081FA01]の内容
コンベア上の物品の姿勢制御 (7,432) | 装置の駆動機構 (105) | 間欠駆動 (57)
Fターム[3F081FA01]に分類される特許
1 - 20 / 57
コンベヤ装置
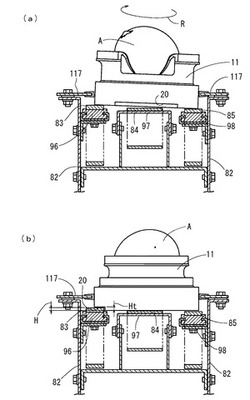
【課題】駆動速度の異なる2列のコンベヤ83,85に受け皿11を跨らせて横回転させながら搬送することによって、前記受け皿11の搬送姿勢を揃えるコンベヤ装置80において、姿勢揃え時の脱落の衝撃で、前記受け皿11上の農産物Aが落下するのを防止できるようにする。
【解決手段】前記受け皿11が跨って載るように並列状に配置された2列のコンベヤ83,85群は、搬送面の高さ位置が高い方である高位置コンベヤ83と、低い方である低位置コンベヤ85とからなる。前記各コンベヤ83,85の駆動速度には前記各搬送面の高低差に対応した速度差を持たせる。前記受け皿11の外周下部に形成された段差部20が前記高位置コンベヤ83における前記低位置コンベヤ85寄りの角部83aに被さって嵌ることによって、前記受け皿11の一方向回転を停止させる。
(もっと読む)
反転装置およびプリフォーム取り扱い装置

【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
物品搬送装置
【課題】複数の物品が積み重ねられた積層物品を、直交する搬送路間で姿勢を乱すことなく安定して搬送する。
【解決手段】移送コンベヤ14は、独立して走行する第1無端チェン56および第2無端チェン58を備える。第1無端チェン56に配設した第1の支持部材64と、第2無端チェン58に配設した第2の支持部材68とは走行方向に交互に位置する。移送コンベヤ14は、送出位置Eの区画部18に収容した積層物品Wの前後を一対の支持部材64,68で支持して送り出す。送りコンベヤ12の搬送始端部に搬送した積層物品Wの後側の支持部材64,68を、送出位置Eの積層物品Wの前側まで後退し、前側の支持部材64,68を前進して積層物品Wの搬送経路から退避すると共に、前側の支持部材64,68を配設した無端チェン56,58の他の支持部材64,68を、送出位置Eの積層物品Wの後側まで移動する。
(もっと読む)
塗装システム及びそれを用いた塗装方法
【課題】スプレーガンの数を増加した場合でも塗装ブースの大型化を抑えて、空調のためのエネルギーの増加を抑えることを可能にする。
【解決手段】ワークを搬送する搬送ライン2と、搬送ライン2の途上に配設された塗装ブース7と、塗装ブース7内に配設された塗料噴射手段10を具備し、コンベア3を連続送りするモーター11を塗装ブース7の手前に配置し、コンベア3をタクト送りするモーター12を塗装ブース7の前方に配置し、連続送り用モーター11と塗装ブース12間に、未塗装のワークを待機させる塗装待ちエリア13を配置し、タクト送り用モーター12の前方側に、塗装済みワークを待機させる搬送待ちエリア16を配置し、ワークの塗装中は、タクト送り用モーター12を停止して塗装ブース7内はコンベアを移動せず、コンベア3により搬送されてくる未塗装のワークを塗装待ちエリア13に待機させることとした。
(もっと読む)
食品整列供給システム
【課題】簡単な構造で、食品を搬送しつつその厚さ方向を横に向けて縦横に複数列をなすように整列した食品群として包装装置に供給することのできる食品整列供給システムを提供する。
【解決手段】伏姿勢で載置される多数の食品Fを複数の列に整列して供給搬送する整列搬送装置2と、送り出されてくる各列の食品Fを単列ずつに区分するとともに、搬送しつつ起立姿勢にして送り出す姿勢変更搬送装置3と、送り出されてくる各列の食品Fを列を保持した状態で中間搬送するとともに搬送方向後端で各列の間隔が狭くなるように寄せる中間搬送装置4と、送り出されてくる各列の起立姿勢の食品Fを各列について1個ずつの横方向に並んだ食品群FGとして送り出すグループ形成装置5と、グループ形成装置5から送り出されてくる食品群FGを排出搬送する排出搬送装置6と、制御部7とを設ける。
(もっと読む)
PTPシート搬送装置
【課題】構造の簡素化や、集積形態の切り替え作業の簡素化等を図ることのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で、固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。ハウジング16の駆動軸14の傘歯車27と、これに噛合する可動クランプ装置21Bの回動軸18の傘歯車26とのギア比が2:1に設定されている。所定の受取り位置P1から反転装置12回りに90度回転した第1受渡し位置P2には、1枚おきに表裏反転したPTPシート1を順次受取る第1受取り装置13Aが設けられ、受取り位置P1から反転装置12回りに180度回転した第2受渡し位置P3には、常に同じ向きでPTPシート1を受取る第2受取り装置13Bが設けられている。
(もっと読む)
物品反転装置
【解決手段】 物品反転装置は、物品1を90°回転させる第1回転手段11と、上記物品を更に90°回転させる第2回転手段12と、上記第1回転手段に上記物品を搬送する搬送手段2とを備えており、物品を90°ずつ2度回転させることにより該物品を反転させることができるようになっている。本発明の物品反転装置は、上記第1回転手段と第2回転手段との間隔を拡縮する間隔調整手段31を備えており、物品の大小に応じてその間隔を調整することにより、大きな物品も小さな物品も円滑に反転させることができるようになっている。
【効果】 大きな物品でも小さな物品でも円滑に反転させることができる。
(もっと読む)
ガラス板姿勢変換装置及びガラス板姿勢変換方法
【課題】前工程から横姿勢で搬送されるガラス板を縦姿勢に姿勢変換をして次工程に受け渡すという一連の処理を、先行するガラス板から後続のガラス板に亘って的確に行い、無駄な待ち時間を可及的に低減させ、作業時間の短縮ひいては生産性の向上を図る。
【解決手段】横軸2廻りに一方向Aに間欠回転する回転体3の外周部に、ガラス板4を保持する保持部5を複数配列し、回転体3の回転停止時に一の保持部5が受取エリア6で横姿勢のガラス板4を受け取り、その受け取り完了時に回転体3の回転を開始させ、その回転に伴ってガラス板4が縦姿勢で受渡エリア7に位置した時点で回転体3の回転を停止させ、その回転停止時に、一の保持部5が受渡エリア7で縦姿勢のガラス板4を受け渡し可能となると同時に、一の保持部5の回転方向後側に存する他の保持部5が受取エリア6で後続の横姿勢のガラス板4を受け取り可能となるように構成する。
(もっと読む)
パッケージの個別切り出し装置
【課題】パッケージを一個ずつ確実に切り出しする個別切り出し装置を提供する。
【解決手段】供給機構18から投入されるパッケージ群を個別に切り出して排出機構23によって排出される個別切り出し装置であって、前部ベルトガイド12及び後部ベルトガイド13と、前部ベルトガイド及び後部ベルトガイドに架け回されて回動する吸着ベルト14と、吸着ベルトを駆動する吸着ベルト駆動部15と、吸着ベルトの内周面に沿って仕切られパッケージを個別に収納するパッケージ収納部14bと、吸着ベルトを貫通して設けられパッケージ収納部に収納されたパッケージPを吸着保持するための貫通孔14cと、吸着ベルトの外周の一部を覆うように吸着ベルトの外周に沿って配置され、チャンバー吸引駆動部17を介してパッケージ収納部内を吸引する吸着チャンバー16と、吸着ベルトのパッケージ収納部に吸着されたパッケージの吸着を解除する吸着解除手段20と、を備えている。
(もっと読む)
包装袋の集積装置
【課題】高速搬送されてもなお包装袋を所望の形態で集積できるようにする。
【解決手段】包装袋Wを一列に並んだ状態で給送する搬入コンベア10と、この搬入コンベア10から包装袋Wが一袋移載されるごとに包装袋Wにおける搬送方向に沿った長さよりも短い距離ずつ間欠移動し、かつ当該間欠移動に伴って互いに一部が重なり合う形態で積み重ねられた包装袋Wが所定数に達したところで所定数の包装袋Wを搬出位置に揃って移載すべく高速移動する集積コンベア15と、この集積コンベア15との間で包装袋Wを弾性的に挟圧可能で、かつ集積コンベア15と同期的に移動可能な保持用コンベア30とが具備されている。
(もっと読む)
箱詰め装置
【課題】製品を把持した後、旋回させることなく上下動させるのみで箱内への投入を行うことにより、製品の旋回に要する機構・工程を省略して簡素化し、製造コストを低減し、スペースを削減し、箱内への投入速度を向上する箱詰め装置を提供する。
【解決手段】無端のテーブルコンベヤ4,5は、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される。テーブルコンベヤ4,5は、供給コンベヤから順次供給される製品が移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態で駆動される。投入装置50は、集合された製品群を一括把持する把持装置を備えており、集合テーブル11,15が次の集合のために移動した後、空いた空間を通じて下方に駆動され、把持した製品を直下に配置されている段ボール箱に投入する。
(もっと読む)
コンベヤ装置
【課題】簡単な構造で、接触による衝撃や滞留をなくし、搬送速度を維持しつつ、姿勢を大きく変化させずに被搬送物を幅方向所定の位置に正確に整列させるコンベヤ装置を提供すること。
【解決手段】ボールコンベヤ110の下端から突出したフリーボール111に回転力を与える接触駆動機構によってボールコンベヤ110の上方に載置された被搬送物を移動させるコンベヤ装置100において、接触駆動機構が、それぞれボールコンベヤ110の進行方向に対して直角の逆方向に駆動され、ボールコンベヤ100の進行方向に平行に設けられた1対のベルトユニット120、130からなること。
(もっと読む)
研磨材吹付加工装置のびん体保持機構
【課題】複数のガラスびんの装置への取り付け及び取り外しを円滑化してサンドブラストの関する処理を連続的に実行可能とし、生産性を高めることができる研磨材吹付加工装置のびん体保持機構を提供する。
【解決手段】研磨材吹付加工装置のターンテーブル100のびん倒立保持部200は、列状に配置された複数の基台210と弾性ヘッド200及び伸長部材230を有し、弾性ヘッドは先端部と袋状本体部を備え、袋状本体部は通常時にはびん体に圧接し、伸長時にはびん体と非圧接となり、伸長部材は弾性ヘッド内部に挿通され袋状本体部の先端部を押し出して袋状本体部を伸長させる。伸長部材と当接しかつ駆動部255と連結された伸長部材作動装置250が配置され、ターンテーブルが間欠回転移動して停止すると、びん倒立保持部の伸長部材が伸長部材作動装置によって一斉に前進し袋状本体部を伸長してびん体内への出し入れが可能となる。
(もっと読む)
物品供給装置
【課題】高速で処理する際にも物品を所定数毎に供給コンベヤに綺麗に揃えて渡すことができる物品供給装置を提供する。
【解決手段】ロボットハンド11は、搬送コンベヤ1から搬送ベッド3に取出されて一列に整列された各物品Pを所定数単位の集合品PG毎に幅寄せする一対の幅寄せ部材を有する幅寄せ手段12と、供給コンベヤ2の各区画部10に対応して、各集合品PGの並び方向の両側を両幅寄せ部材で支持した集合品PG毎の並び間隔を拡げるように各両幅寄せ部材を調節する間隔調節手段とを備え、幅寄せ手段12と間隔調節手段により、各両幅寄せ部材の間隔を調節して、各集合品PGを所定間隔毎に配置するように拡げ、各両幅寄せ部材を供給コンベヤ2の搬送速度に同調して供給コンベヤ2に近接しつつ供給コンベヤ2の搬送方向に向けて移動することで、集合品PGを搬送ベッド3上で案内して供給コンベヤ2の各区画部10内に一括して収容する。
(もっと読む)
容器搬送装置
【課題】複数の容器を効率よく整列させ、充填率を高める容器搬送装置を提供する。
【解決手段】供給手段1から供給された所定数の容器の首部に係合して保持する、袋本体の幅よりも大きいピッチで配置された横移動可能な複数の仮置レール22からなる仮置手段2と、同じく首部に係合して容器を保持する複数の製品レール42からなる整列手段4を設け、製品レール42のピッチは仮置レール22のピッチの整数分の1であり、仮置レール22を順次横移動し整列レール42に合わせながら移載手段3A、3Bにより容器を仮置レール22から製品レール42に順次移載することにより、容器ピッチを狭めるとともに千鳥状に配列した容器群8Aを形成する。
(もっと読む)
コンベア動作制御装置、ワーク搬送装置およびコンベア動作制御方法
【課題】電力消費量を抑えたワーク搬送装置を提供する。
【解決手段】コンベア動作制御装置110は、ワーク131のバルク130を、上流側の供給位置から下流側の排出位置へと一列に整列させつつ搬送する複数のコンベア101〜103の動作を制御するためのコンベア動作制御装置であって、複数のコンベア101〜103に含まれる第1コンベアにより搬送されるワーク131の最前部よりも前に、当該第1コンベアに対して下流側で隣接する第2コンベアにより搬送されているワークの最後部が到達したことを検知すると、上記第1コンベアを起動させるコンベア起動手段111を備える。
(もっと読む)
物品整列方法
【課題】 物品整列方法において、簡素な構成により、首部が中央部からずれている物品、又は物品の断面が高さ方向で大きく変化する円錐状物品等の、一端が細く、他端が太い長尺物を整列可能にし、更に物品の寸法変更にも容易に対応可能にすること。
【解決手段】 一端が細く、他端が太い長尺物1の向きを揃える物品整列方法であって、長尺物1を樋状搬送部40にて搬送させ、樋状搬送部40の終端から送り出される長尺物1の一端を、樋状搬送部40の終端から物品送り出し方向に離れて配置されている掛具55に掛け、該長尺物1の他端を下方に向けて整列させるもの。
(もっと読む)
縦型製袋充填包装機の袋反転装置
【課題】縦型製袋充填包装機で製造された袋包装体を、当該包装機の高速動作に対応した速度で反転させることを可能にする袋包装体反転装置を提供する。
【解決手段】複数の収納ポケット42a,42bを備えたターレット40をモータ41により同一方向に回転させる。縦型製袋充填包装機の横シーラ24a,24bで形成された横シールの中間で切断された袋包装体7は各収納ポケットに受止められた後にターレットが間欠回転することで反転され、ターレットの前側で下方に排出される。したがって、連続して順次高速で製造される袋包装体を無駄時間が無く反転でき、縦型製袋充填包装機が高速動作に対応することができる。
(もっと読む)
製品方向変換装置
【課題】縦一列になって搬送されてくる製品を所定の角度で搬送方向を高速で且つ安定して方向変換する方向変換放置を提供することであり、例えば90度のような変換角度であれば、縦方向の流れを横方向流れに変換する製品方向変換装置を提供する。
【解決手段】前工程から一列、縦流れに搬送されてきた製品A,B,Cを、間欠作動式ベルトコンベヤ2bを含む間隔修正コンベヤにて定ピッチに修正する。駆動機構22の駆動によって移動・変換機構24が作動し、吸着ユニット23を搬送コンベヤと同速で移動しながら吸着部材42,42の吸盤45,45がコンベヤ上より製品A,Bの吸着を行い、板カム55とカムフォロワ59とのカム作用によって吸着部材42が回転して,例えば90度方向変換をさせたところで吸着を解除して製品をコンベヤに受け渡す。製品の間隔を修正し、吸着してから方向変換するので、安定して方向変換をすることができる。
(もっと読む)
コンベア装置及び搬送装置
【課題】重力の影響を利用する複数のワークの断続的な搬送を安全かつ円滑にする。
【解決手段】コンベア装置23は、複数のコンベアロール41を連結し、傾斜して配設される連結部材42と、係止部材43と、複数の停止機構44と、を備えている。停止機構44は、係合ロール55と、ストッパロール56と、支持軸51を中心として回転するストッパロール支持アーム52及び係合ロール支持アーム53から構成されるリンク機構と、を備えている。ワーク61が係合されていない係合ロール55は、コンベアロール41の上方に配置され、ストッパロール56は、コンベアロール41の下方に配置される。そして、搬送されてきたワーク61が係合ロール55に係合された場合には、ワーク61の係合ロール55に対する押圧力によって、係合ロール55が下方に移動し、ストッパロール56は、コンベアロール41の上方に移動する。
(もっと読む)
1 - 20 / 57
[ Back to top ]