
Fターム[3J030BC10]の内容
歯車・カム (7,549) | 歯付部材の材料、製造方法 (1,427) | その他の製造方法によるもの (198)
Fターム[3J030BC10]に分類される特許
21 - 40 / 198
金属部材の接合方法
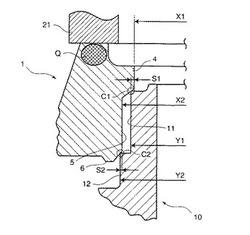
【課題】少ない接合エネルギーで高い接合強度を確保する。
【解決手段】第1金属部材(1)の第1、第2内径部4,5に、第2金属部材(10)の第1、第2外径部11,12をそれぞれ当接させるとともに、上記第1金属部材(1)と第2金属部材(10)とを一対の電極21,22を用いて軸方向に加圧しつつ通電することにより、上記両部材(1,10)の間に、上記第1内径部4と第1外径部11とが接合された第1接合部P1と、上記第2内径部5と第2外径部12とが接合された第2接合部P2とを形成し、かつこれら両接合部P1,P2の間に、間隙部15を形成する。接合前の時点では、上記第1外径部11と第1内径部4との接触部C1、および上記第2外径部12と第2内径部5との接触部C2のうち、通電時により高温になる方の接触部のオーバラップ代(S1)を、もう一方の接触部のオーバラップ代(S2)よりも大きく設定する。
(もっと読む)
減速機構付モータ

【課題】樹脂製の二段ギヤの成型精度を向上させて、減速機構付モータの振動や異音の発生を抑制することにある。
【解決手段】ウォームと噛み合うウォームホイール34、および被駆動部材と噛み合う出力ギヤ36を備える樹脂製の二段ギヤ37を有する減速機構付モータにおいて、ウォームホイール34のボス部34aとギヤ部34bとを連結する薄肉円板状の連結部34cの軸方向両端面に、それぞれ複数のリブ群46をウォームホイール34の回転方向に相互に間隔をあけて放射状に設ける。各リブ群46は、ボス部34aとギヤ部34bとの間で相互に隣接して平行に延びる2つのリブ47により形成されている。このリブ群46の相互の間隔L1は、各リブ群46を形成する2つのリブ47の相互の間隔L2よりも大きく形成してある。
(もっと読む)
歯車機構
【課題】第1歯車と第2歯車との間で伝達されるトルクが通常の値となっているときのノイズの抑制と、そのトルクが大きくなりすぎるときの各歯車における歯同士の接触部分での荷重の集中の抑制とを両立させる。
【解決手段】ドライブギヤ8の歯10における減速側歯面と加速側歯面とのうち、ドライブギヤ8とドリブンギヤ9との間での伝達トルク最大時にドリブンギヤ9の歯11と接触して同トルクの伝達を行う減速側歯面は、次のように形成される。すなわち、減速側歯面は、ドリブンギヤ9の歯11に向けて突出し、且つ同歯11の歯幅方向について湾曲する円弧状とされる。更に、減速側歯面に関しては、その円弧状の湾曲の中心がドライブギヤ8の歯10における歯幅方向の中央にて同歯幅方向と直交する平面に対し上記伝達トルク最大時に減速側歯面におけるドリブンギヤ9の歯11と接触する部分と逆側に離れて位置するように形成される。
(もっと読む)
焼結機械部品およびその製造方法
【課題】静粛性、低トルク、高耐久性を兼ね備え、容易かつ安価に製造することができる焼結機械部品およびその製造方法を提供する。
【解決手段】表面に開孔部分を有する焼結金属からなる焼結機械部品であって、焼結金属に混和ちょう度 400 以上である液状のグリースを含浸し、焼結金属は銅系焼結金属、鉄系焼結金属および鉄銅合金系焼結金属から選ばれた少なくとも一つの焼結金属であり、焼結金属の表面開孔率が 20%〜35% であり、液状のグリースは、基油に増ちょう剤をグリース全体に対して 0.5 重量%〜5 重量%配合し、液状のグリースの増ちょう剤は、金属石けんまたはウレア化合物である。
(もっと読む)
リングギヤの溶接方法及び溶接構造
【課題】デフケースに対するリングギヤの溶接による歪みを低減すると共に、溶接コストの低減を図ること。
【解決手段】リングギヤの溶接構造において、デフケースの外周のフランジ5に、リングギヤ6の内周を接合する接合部を含み、その接合部は、デフケースの軸線方向に隣り合う、高さの異なる高段部と低段部とからなる段差を含み、リングギヤ6は、その内周に、リングギヤ6の軸線方向に隣り合う、接合部の高段部に整合する低段部と接合部の低段部に整合する高段部とからなる段差を含む。この溶接構造は、更に、フランジ5の接合部に嵌められたリングギヤ6の内周の高段部と接合部の低段部との間に設けられた第1の溶接ビード11と、フランジ5の接合部に嵌められたリングギヤ6の内周の低段部と接合部の高段部との間に設けられた第2の溶接ビード12とを備える。
(もっと読む)
歯車
【課題】樹脂製歯車の加工を簡素化するとともに、高温下での使用における繊維構造体の寸法変化を低減することにより、樹脂と繊維構造体との接着剥離による強度低下を抑制した歯車を提供する。
【解決手段】スキンコアを有さず緻密な凝固形態となるよう凝固浴の成分あるいは条件を適宜調節し、特定倍率の範囲内で可塑延伸を行い、さらに、その後の熱延伸を特定条件で実施して得られるメタ型全芳香族ポリアミド繊維を用いて繊維構造体を得て、当該繊維構造体を用いて歯車を作製する。
(もっと読む)
樹脂製歯車
【課題】金属製ブッシュを用いた樹脂製歯車よりも軽量化した樹脂製歯車を提供する。
【解決手段】中心部に貫通孔を有する無機繊維を含有した無機繊維樹脂層と、この無機繊維樹脂層の外周に配置される、有機繊維を含有した有機繊維樹脂層とを有した樹脂製歯車である。好ましくは、貫通孔は、その内周面に凹凸を有し、回転軸と互いの凹凸により係合される。また、有機繊維樹脂層は、この層内の範囲で、歯面を設けられている。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
ギヤ装置
【課題】ギヤ取付軸に対するギヤの取付強度を高めることができるギヤ装置を提供する。
【解決手段】ギヤ取付軸1のボス受け座2からボス挿通軸3を突出させ、このボス挿通軸3をギヤボス4に挿通させ、ボス挿通軸3の突出端部に締結具5を取り付け、この締結具5の締結力で締結具5とボス受け座2との間にギヤボス4を挟み付けて、ギヤ取付軸1に焼結合金製のギヤ6を取り付けるに当たり、ギヤボス4の両端部のうち、ボス受け座2に接当させる部分をギヤボス4の焼結合金部分7に重ねた板金8で形成する。
(もっと読む)
側面にマークを有する焼結金属製スプロケット
【課題】 焼結金属製スプロケットの側面に、その側面を凹ませて形成される立体的なマークを、付与コストがかからず、位置決め可能な形状にすることを課題とする。
【解決手段】 上部に円筒形状もしくは円錐形状の鍔部、下部に歯車部、および前記円筒部又は円錐部の側面(6)にマーク(5)を有する焼結金属製スプロケットであって、前記マーク(5)は、部品の軸心と平行で少なくとも一端が部品の端面(8)に切り抜けており、前記マークの内部に前記歯車部に対応する凸部(12)を有する焼結金属製スプロケットとした。
(もっと読む)
動力伝達装置
【課題】傘歯ドライブギヤと傘歯ドリブンギヤとの良好な噛み合い状態を確保することで騒音の抑制を図りつつ、部品点数と組立工数を低減することでコストの低減に貢献する。
【解決手段】傘歯ドライブギヤ27を、スプライン部40とインロー部42とを介して第1駆動軸22に嵌合し、スプライン部40とインロー部42との間に、第1駆動軸22と傘歯ドライブギヤ27との軸方向の相対移動を規制するように第1駆動軸22と傘歯ドライブギヤ27とを当接させる当たり面52を設け、第1駆動軸22または傘歯ドライブギヤ27のいずれか一方に、第1駆動軸22と傘歯ドライブギヤ27との前記当たり面52とは反対側への軸方向の相対移動を規制するように第1駆動軸22または傘歯ドライブギヤ27のいずれか他方に当接させるスナップリング54を装着する。
(もっと読む)
波形スプロケットの製造方法
【課題】簡単な構成で歯底半径の変動を抑制でき、しかもスプロケットにおけるチェーンのローラとの噛合面が、スプロケットの回転中心線と平行な円弧面になるように調整して、スプロケットやローラの偏磨耗を防止し得る波形スプロケットの製造方法を提供する。
【解決手段】円板状の素材金属板30Bの外周部にスプロケット歯3を形成する歯成形工程と、スプロケット歯3を形成した素材金属板30Cの外周部に、周方向に沿って表裏に交互に突出する波形部2を、該波形部2の波の頂部の外端部にスプロケット歯3が配置されるようにプレス成形する外周波付工程とを備え、外周波付工程において、波形部2をプレス成形する際に、スプロケット歯3を形成した素材金属板30Cのうちの、スプロケット歯3の歯先と波形スプロケット1の回転中心間の途中部を挟持しながら、波形部2をプレス成形する。
(もっと読む)
内燃機関における低騒音ギヤ構造
【課題】カムギヤを駆動するのに必要な荷重のみでよく、燃費を悪化させることがない内燃機関における低騒音ギヤ構造を提供する。
【解決手段】カムギヤ3をカムシャフト2に固定される内側部材30とアイドルドライブギヤ16と噛み合う外側部材31とに分割し、内側部材30と外側部材31との間に内部摩擦抵抗を増やすと共に、振動を減衰するための振動減衰部材33を設けた。
(もっと読む)
スプロケットセグメントの製造装置および製造方法
【課題】歯部を変形させるための特殊な設備や加圧能力の高い設備等を設置することなく、低コストで所望の形状のスプロケットセグメントを製造することが可能なスプロケットセグメントの製造装置および製造方法を提供する。
【解決手段】しごき成形装置20は、スプロケットセグメント10を固定する受け台と、スプロケットセグメント10の特定の歯部の歯面に対して当接した状態で回転しながら移動して歯部の形状を所望の形状に変形させるロール工具21a,21bと、ロール工具21a,21bをスプロケットセグメント10の歯筋方向に沿って移動させる油圧シリンダとを備えている。
(もっと読む)
ヘリカルギア及びその製造方法
【課題】ねじれ角の大きいヘリカルギアを冷間の塑性変形によって製造することを可能にするヘリカルギアの製造方法と、これによって製造されたヘリカルギアとを得る。
【解決手段】原材料10の外面に潤滑被膜11を形成する潤滑工程と、原材料10を切断してギア素材20を形成する切断工程と、ギア素材20を、平歯車形状が転写された鍛造ダイスにおける冷間鍛造によって、中心に貫通孔31を有するスパーギア30を成形する鍛造工程と、スパーギア30から、所定のねじれ角のはすば歯車形状が転写された押出ダイスにおける捩り剪断変形によって、中心に貫通孔を有するヘリカルギア40を成形する押出工程とを有している。
(もっと読む)
転造工具
本発明は、特に歯車5の歯切りを少なくともいくつかの領域で圧縮するための、横転造によって歯車5上に冠状の歯切りを形成するため、転造工具2において、転造工具2は、転造すべき歯車5の歯切り内へ歯合するための、径方向外側へ突出する工具歯7を有する、工具ボディ6を有し、工具歯7が、歯側面の領域内で、軸方向に少なくともいくつかの領域で凹状冠状に形成されている、転造工具2に関する。本発明は、冠状の歯切りを形成するための別の工具と、装置、方法及び歯車に関する。  (もっと読む)
(もっと読む)
繊維基材及びこの繊維基材を用いた樹脂製歯車
【課題】抄造法において、耐久性を向上させた繊維基材及びこの繊維基材を用いた樹脂製歯車を提供する。
【解決手段】短繊維の凝集体を集積して所定の形状に形成されている繊維基材である。この繊維基材は、媒体に、その凝集体を生成する濃度になるように短繊維を分散させ、当該短繊維の凝集体を生成した後に、所定形状に抄造することにより製造される。好ましくは、短繊維の分散濃度が、6g/リットル以上であり、媒体中における直径が3mm以上になった凝集体を含んだ状態で抄造する。
(もっと読む)
微細加工可能な材料から作られる自由に搭載されるホイール・セットおよびそれを製作する方法
【課題】微細加工可能な材料製の少なくとも1つのホイール・セットが自由に搭載できるギア・トレインを提供する。
【解決手段】本発明は、カラー(52、52’)が一体に取り付けられた第1の端部を持つ軸(53、53’)と、この軸(53、53’)の第2の端部上に嵌合された、微細加工可能な材料から作られる第1のホイール・セット(55、55’)と、を含むギア・トレイン(51、51’)に関する。本発明によれば、このギア・トレイン(51、51’)は、第1のホイール・セットの動きとは独立であり、第2のホイール・セット(57、57’)が軸(53、53’)の前記第1の端部上に自由に搭載されるように、前記軸に対向した壁面を呈する開口部(58、58’)を含む、微細加工可能な材料から作られる第2のホイール・セット(57、57’)を備える。
本発明は、前記ギア・トレインを製作する方法にも関する。
(もっと読む)
歯車及び該歯車の歯形を形成する方法
【課題】 歯車が相互に噛み合うときの接触点の軌跡が滑らかな連続した曲線であり、安定して流体を供給し、動作時の騒音を減少することができると共に、歯車が相互に噛み合うとき密封空間を形成せず、流体が歯車構造を圧迫して機械組織を破損することがない、歯車及び該歯車の歯形を形成する方法の提供。
【解決手段】 本発明の歯車(30)及び該歯車(30)の歯形(40)を形成する方法は、三次曲線(21)を利用して基準ラック(15)を修正し、該三次曲線(21)と該基準ラック(15)の基本歯形(16)が基本歯形(16)の歯元部(19)の中点、歯面(17)の中点、歯先部(18)の中点で接し、該三次曲線(21)で修正基本歯形(22)を形成し、該修正基本歯形(22)を複製して修正ラックを取得し、該修正ラックを利用して歯車(30)の歯形(40)を創成する。
(もっと読む)
回転運動を伝達するための歯車と連結体の構造
【解決手段】本発明は、歯車と、歯車と嵌合結合して回転運動を伝達する連結体とを含む構造に関する。歯車と連結体とは、相対する正面にそれぞれ結合構造を有し、結合においてそれぞれ他体の結合構造と嵌合結合を形成している。歯車と連結体は焼結技術で作り出される部品として形成され、それぞれ正面の結合構造が圧印されている。それによって歯車と連結体とは互いに位置決めされる。 (もっと読む)
21 - 40 / 198
[ Back to top ]