
Fターム[3J040EA18]の内容
ガスケットシール (13,554) | ガスケット単体の特徴的構造 (4,136) | 材質が剛性のものを持つもの (482) | 材質が剛性のみのもの (159)
Fターム[3J040EA18]に分類される特許
41 - 60 / 159
シールビード及びエンボス加工を備える平形シール並びにその製造方法
本発明は、金属製平形シール、特にシリンダヘッドガスケットに関し、少なくとも1つの貫通孔、機能層(2)、スペーサ層(4)、及び、機能層(2)とスペーサ層(4)との間に配置されたストッパ層(6)、並びに、全ての貫通孔の周囲の、機能層(2)中の、ストッパ層(6)の方向を向いている、閉じたシールビード(12)を備え、このシールは、加えて、全ての貫通孔の周囲の、少なくともストッパ層(6)、機能層(2)又はスペーサ層(4)中の、固定補助体を形成する、エンボス加工された閉じた輪郭(16)を備える。
本発明は、さらに、少なくとも1つの貫通孔を有する、金属製平形シール、特にシリンダヘッドガスケットの製造方法に関し、次のステップ:機能層(2)、スペーサ層(4)、及び機能層(2)とスペーサ層(4)との間に配置されたストッパ層(6)を提供するステップ、各貫通孔の周囲の、機能層(2)中に、ストッパ層(6)の方向を向いている、閉じたシールビード(12)を提供するステップ、及び、各貫通孔の周囲の、少なくともストッパ層(6)、機能層(2)又はスペーサ層(4)中に、固定補助体を形成する、閉じた輪郭(16)をエンボス加工するステップを含む。 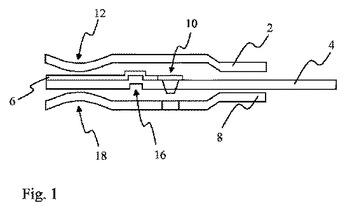 (もっと読む)
(もっと読む)
金属製ガスケット及びその製造方法

【課題】シリンダボア等のシール対象穴の周縁部に、シール対象穴の全周にわたり、高低が0μmより大きく100μm以下の範囲で周方向に変化する抑揚を設けた構造の金属製ガスケットにおいて、製造に際して、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる金属製ガスケット及びその製造方法を提供する。
【解決手段】1枚又は2枚以上の金属構成板10,20を有し、少なくとも1枚の金属構成板10において、シール対象穴2の周囲に、環状の圧力調整部12aを設け、該圧力調整部12aを前記シール対象穴2の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とする金属製ガスケット1において、前記環状の圧力調整部12aの内周側又は外周側の少なくとも一方に環状の溝部13を設けて構成する。
(もっと読む)
メタルガスケット

【課題】ディーゼルエンジンの排気系のような高温環境下で適用可能であって、かつ比較的低い製造コストで製造可能なメタルガスケットを提供する。
メタルガスケットを提供する。
【解決手段】2つの被締結部材の間に挿入されてシールを行なうメタルガスケット2であって、開口部分及びエンボス加工部分を有し、少なくとも一部の領域で互いに接合された2枚以上の金属性薄板4a、4b、4cと、2枚の金属性薄板4b、4cの間に配置され、内部に冷却水が流れる冷却チューブ6と、を備え、金属性薄板4a、4b、4cの開口部分8の周囲に、エンボス加工により形成された凸部14を有するシール部10が設けられ、冷却チューブ6がシール部10の周囲に配置されているメタルガスケット2を提供する。
(もっと読む)
金属製ガスケット及びその製造方法
【課題】シール対象穴の周縁部に全周にわたり、高低が70μm〜100μmの範囲で周方向に変化する抑揚を設けた金属製ガスケットにおいて、製造に際して、加工量の自由度が高く、加工時のチューニングが容易で、作業効率を向上できる金属製ガスケット及びその製造方法を提供する。
【解決手段】金属製ガスケットの少なくとも1枚の金属構成板10において、シール対象穴2の周囲に、環状の圧力調整部12aを設け、該圧力調整部12aを前記シール対象穴2の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とすると共に、前記環状の圧力調整部12aを有するリング状部材12を該リング状部材12の外側の部材11と別体で形成し、前記リング状部材12と前記外側の部材11と接合して1枚の金属構成板10として取り扱えるように構成する。
(もっと読む)
シール装置
【課題】シール装置はシール面を介して高温・高圧の被密封流体を密封可能にすると共に、シール面を取付面間の変位に追随して密接させることにある。
【解決手段】シール装置は、第1湾曲部2Bの一方側に第1弾性部2Cと、他方側に第2弾性部2Aを有する第1シール部2と、第2湾曲部12Bの一方側に第1対称弾性部12Cと他方側に第2対称弾性部12Aを有する第2シール部12と、第1シール部2の第2弾性部2Aと第2シール部12の第2対称弾性部12Aとを繋ぐ結合部3と、第1弾性部2Cの第1側面に有する第1シール面2C1と、第1対称弾性部12Cの第2側面に有する第2シール面12C1とを具備し、第1弾性部2Aの側面2A1と第2対称弾性部12Aの側面12A1とを結合部3と湾曲部2B,12Bとの間の接合面で接触させている。シール面12C1,2C1の間に力が作用して、位置を変える接合面を支点として湾曲部2B,12Bが開く。
(もっと読む)
シリンダヘッドガスケット
【課題】積層された複数のガスケット板の相対位置が確実に固定され、高い耐久性を有するシリンダヘッドガスケットを提供すること。
【解決手段】シリンダが形成されたシリンダブロックと燃焼室が形成されたシリンダヘッドとの間に介装され、積層されたヘッド側ガスケット板21、ブロック側ガスケット板22およびシム板23からなる積層体10sで構成され、この積層体10sが、シリンダ形成孔10a、10b、10cと、シリンダ近接側かしめ部15、16と、シリンダ離隔側かしめ部17、18、19とを有し、シリンダ近接側かしめ部15、16が、四角形で凹状に形成されるとともに、互いに対向する切込みと応力緩和貫通孔とを備え、シリンダ離隔側かしめ部17、18、19も、四角形で凹状に形成されるとともに、互いに対向する切込みと応力緩和貫通孔とを備えたことを特徴とする。
(もっと読む)
金属ガスケット
【課題】二つの部材の間に挟持してシールを行う金属ガスケットにおいて、折返し部分の面圧が発生する面積を広くできて、ガスケットを挟持する部材の歪みや圧痕を低減できる金属ガスケットを提供する。
【解決手段】1枚又は2枚以上の金属構成板10を有し、少なくとも1枚の第1の金属構成板10で少なくとも一つのシール対象穴2の周縁部に第1の折返し部10bを形成した金属ガスケット1において、前記第1の折返し部10bの内部に、第2の折返し部20bを有するリング状部材20を、前記第2の折返し部20bが板厚方向に関して第1の折返し部10bと同じ側になるように挿入して構成する。
(もっと読む)
金属積層形ガスケット
【課題】金属積層形ガスケットにおけるビード部分の面圧をシム等の金属プレートを用いることなく高め、ビード部分のシール性を改善する。
【解決手段】シールすべき位置にビード5を設けた第1の金属プレート1、及びそれに積層する第2の金属プレート2を含む複数の金属プレートからなる。上記第2の金属プレートにおける第1の金属プレートのビード5の裾野部5aに対応する位置に、見かけ上の板厚を高めるための上記ビード5よりも剛性を有する凹凸6を設け、該凹凸によって板厚が高められた平坦部6a上に上記ビードの裾野部を配置する。
(もっと読む)
シール製造用合金鋳鉄、シール、及びシールの製造方法
本発明は、シール(Seal)製造用合金鋳鉄、シール、及びシール製造方法に関するものである。本発明に係るシール(Seal)製造用合金鋳鉄は、炭素3.8〜4.2質量%、ニッケル3.3〜4.7質量%、モリブデン2〜5質量%、ケイ素1.2〜2.0質量%、クロム16〜18質量%、マンガン0.8〜1.5質量%、及び残部の鉄を含む。本発明によれば、遠心鋳造法によりシール(Seal)を生産できるようになって、シール(Seal)の生産性を向上させ、耐摩耗性に優れるシール(Seal)を生産することができる。  (もっと読む)
(もっと読む)
シリンダヘッドガスケット
【課題】シリンダヘッドおよびシリンダブロックのオイル戻し通路の断面積を変更することなく、簡単な構成でオイルパン等への異物の侵入を抑制することが可能なシリンダヘッドガスケットを提供する。
【解決手段】エンジン1のシリンダヘッド3とシリンダブロック2との互いの対向面間をシールするシリンダヘッドガスケット10には、シリンダヘッド3およびシリンダブロック2にそれぞれ形成されたオイル戻し通路3a,2aを連通する開口部14Aが形成されている。開口部14Aは、第1、第2の領域A1,A2に区画されており、それぞれの開口面積の総和が、エンジン1におけるオイル戻しに必要な開口面積に設定されている。第1、第2の領域A1,A2のうち一方は、シリンダヘッド3側から差し込まれるオイルレベルゲージ8が挿通可能な開口形状となっている。
(もっと読む)
異種金属接触腐食に対する防食性に優れた表面処理金属材及びその表面処理金属材を備えた異材接合体
【課題】電気的絶縁や完全な環境遮断を施さなくても異種金属接触腐食を安価で効果的に抑止できる金属材及びその金属材を備えた異材接合体を提供する。
【解決手段】本発明に係る表面処理金属材1は、鉄鋼材あるいはアルミニウム合金材で形成された金属母材2の表面に防食層3を備える。前記防食層3は、四ホウ酸塩、バナジン酸塩、リン酸二水素塩、亜硝酸塩、タングステン酸塩からなる群より選択される1種または2種以上の塩を0.005〜1g/m2 含む。前記防食層3は、カリウム塩、ナトリウム塩又はアンモニウム塩のいずれかであることが好ましい。また、本発明に係る異材接合体は、少なくとも一方の材料として前記表面処理金属材1を備えたものである。
(もっと読む)
メタルOリング及びその製造方法
【課題】割れの発生を抑制し、耐久性に優れたメタルOリングを提供する。
【解決手段】横断面が閉円環状であるメタルOリングに於て、内面2の表面粗さRmax を5.0 μm以下として平滑に形成されている。
(もっと読む)
真空部品
【課題】高硬度、高いすべり特性、低いガス放出特性という、超高真空下で使用される部品にとって有効な特性を併せ持ち、従来よりも高い耐久性を持つ真空フランジそして真空稼動部品などの真空部品を提供する。
【解決手段】真空中の稼働部に用いられる真空部品であって、少なくとも表面層が炭素ドープ酸化チタン層からなると共に該炭素がTi−C結合の状態でドープされており且つ前記炭素ドープ酸化チタン層の炭素ドープ酸化チタン層のビッカース硬度を300以上とする。
(もっと読む)
構造化ライニングウエーブの製造方法および製造装置と当該ライニングウエーブ
この方法によれば、ストリップは、互いに近づいたり離れたりするように代わる代わる動く二つの対向する支持刃(11,12)によって、連続したステップにおいて折り曲げおよび押し潰しされる。前記支持刃は、波の二つの表面と結合されないアクティブなテクスチャ面(11,12)を有する。前記ストリップ(17)の表面は折り曲げおよび押し潰しが実行される前にテクスチャをつけられる。当該発明は、空気蒸留塔のために使われ得る。 (もっと読む)
アルミニウム鋳物合金製排気マニホールド
【課題】クリープの発生を防止することによりボルト軸力を低下させないで済むアルミニウム鋳物合金製排気マニホールドを提供すること。
【解決手段】本アルミニウム鋳物合金製排気マニホールド10は、エンジンのシリンダヘッド16に取り付けられものであって、フランジ部18のシリンダヘッド16とのボルト締結孔20に挿入される環状の鉄製インサート部材22を鋳包みする。
(もっと読む)
シリンダヘッドガスケット
【解決手段】 シリンダヘッドガスケット1は、シリンダボア4を有するシリンダヘッド2とシリンダブロック3との間に挟持されるようになっており、上記シリンダボア4の位置に燃焼室孔14を穿設した厚さ調整板10と、シールプレート11〜13と、シムプレート17とを積層した構成となっている。そして上記シムプレート17の燃焼室孔14とは反対側の端部は、上記燃焼室孔14に向けて折り返してあり、該折り返し部17aによってシリンダヘッドガスケットの厚さを他の部分よりも増厚してある。
【効果】 上記折り返し部17aによってその部分を増厚してあるので、該折り返し部17aにシリンダヘッドとシリンダブロックとを互いに強固に接合することができるようになる。したがって、エンジンの爆発圧力によるシリンダブロックの変形を抑制することができ、それによってシール性の低下を防止でき、またオイル消費量を低減させることができる。
(もっと読む)
ガスタービンシール
【課題】ガスタービンエンジンは、高温排気ガス又は加圧空気のいずれかの望ましくない漏れを防止するための様々なシールを必要とする複数の部品を含むが、複数シール部品を排除すると同時に溶接又はその他の機械応力集中部を排除することによってシールを改善しかつそれとは別にその設計及び製造を簡略化するガスタービンシールを提供する。
【解決手段】寸法横断面を有する環状シール20は、第1及び第2の端部28、30を有する。第2の端部30は、オーバラップ係合状態で第1の端部28内に受けられたネックダウン部分32を含む。
(もっと読む)
電動式直動アクチュエータおよび電動式ブレーキ装置
【課題】直線運動する出力部材に横向きのモーメントが作用しても、出力部材の直線運動をスムーズに案内できるようにすることである。
【解決手段】遊星ローラ7を支持するキャリヤ6の軸方向への移動を規制して、ハウジング1の円筒部1aの内径面に軸方向へスライド可能に内嵌された外輪部材5を、連結される被駆動物にキー22で回り止めし、外輪部材5を直線運動する出力部材とすることにより、出力部材としての外輪部材5を円筒部1aの内径面で軸方向に長い寸法で案内可能とし、直線運動する外輪部材5に横向きのモーメントが作用しても、外輪部材5の直線運動をスムーズに案内できるようにした。
(もっと読む)
金属ガスケットおよび調節弁
【課題】シール性に不安がなく、調節弁でも使用可能な金属ガスケットを提供する。
【解決手段】リング部2の上面2aに同心円状にリップ部2a1〜2a5を形成する。リング部2の下面2bに同心円状にリップ部2b1〜2b5を形成する。リップ部2a1〜2a5,2b1〜2b5はリング部2の外周方向に傾斜させてリング部2の周方向に沿って環状に形成された薄肉の帯とする。リップ部2a1〜2a5,2b1〜2b5は、リング部2の上面2a,2bに切削加工によって形成するようにしてもよいし、別部材としてリング部2の上面2a,2bに溶接によって接合するようにしてもよい。また、リップ部をリング部の内周方向に傾斜させた帯としてもよい。
(もっと読む)
テンショナ用ガスケット、テンショナ取り付け構造及びテンショナ取り付け方法
【課題】空気抜き孔全体として高精度な流路面積に管理できるテンショナ用ガスケット及びテンショナ取り付け構造。取り外し作業や取り付け作業が効率的にできるテンショナ用ガスケット、テンショナ取り付け構造及びテンショナ取り付け方法。
【解決手段】ガスケット2の切り欠き部2dは油溜まり室11aから外気側に直接通じる空気抜き孔を形成している。このため切り欠き部2dの形状のみにより高精度な流路面積に形成でき、空気排出後には作動油排出流路として機能する空気抜き孔により、油溜まり室11a内の油圧を十分に高く調節することが容易である。係止爪2gにて予めテンショナ側にガスケット2を脱落しないように取り付けることができる。したがってテンショナを油溜まり部8から取り外す際及び油溜まり部8に取り付ける際に、ガスケット2を脱落させるおそれがなくなる。このように取り外し作業や取り付け作業が効率的にできる。
(もっと読む)
41 - 60 / 159
[ Back to top ]