
Fターム[4D075AA67]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | 被塗体の保持、搬送、載置 (303) | 状態、姿勢 (163) | 回転、回動 (63)
Fターム[4D075AA67]の下位に属するFターム
水平軸回り (22)
Fターム[4D075AA67]に分類される特許
1 - 20 / 41
ドアミラーハウジングの塗装方法
【課題】コンパクトなレイアウトでドアミラーハウジングに対して膜厚を均一に塗装する。
【解決手段】10個のドアミラーハウジング10を、治具3の鉛直回転軸6回りに長手方向を略水平に向けた姿勢で上下2段に互いに接近させて環状に、且つ、上段の各ドアミラーハウジング10外面が斜め上方に、下段の各ドアミラーハウジング外面が斜め下方にそれぞれ向くように治具3に取り付ける。治具3により各ドアミラーハウジング10を回転させた状態で、治具3の側方に配置された吐出ノズル2aを各ドアミラーハウジング10の外面に倣って上下に移動させつつ吐出ノズル2aから各ドアミラーハウジング10に向けて塗料を吐出して各ドアミラーハウジング10外面を塗装する。
(もっと読む)
高分子超薄膜の製造方法及び高分子超薄膜の製造装置

【課題】生産性が高く、良好な膜物性を有しながら膜厚の均一性が高いフリースタンディングの高分子超薄膜の製造方法及び高分子超薄膜の製造装置を提供する。
【解決手段】フリースタンディングのナノシートを製造する方法であって、基体32上にA液用スプレーガン6a及びB液用スプレーガン6bを用いて高分子を含むA液及びB液を噴霧することで基体32上にナノシートを製膜する製膜工程と、製膜したナノシートを乾燥させる乾燥工程と、乾燥させたナノシートを基体32と分離させる分離工程とを備える。製膜工程では、A液用スプレーガン6a及びB液用スプレーガン6bと基体32とを相対的に移動させると共に、相対移動速度とA液用スプレーガン6a及びB液用スプレーガン6bに供給される溶液の供給量とを制御することで、基体32上における単位面積当たりの溶液の付着量を制御する。
(もっと読む)
コーティング装置、及びコーティングされた粒子の製造方法。
【課題】コーティングに伴う粉体の造粒を抑制することのできるコーティング装置、及び製造方法を提供する。
【解決手段】
コーティングされた粒子の製造装置及び製造方法は、被覆体でコーティングされた粒子の製造装置及び製造方法であって、前記粒子を含む粉体を処理室内に流動させ、前記処理室内に帯電させたコーティング溶液の噴霧を行うことにより、粒子を被覆体でコーティングする。そのため、コーティングに伴う粉体の造粒を抑制することのできる。
(もっと読む)
製膜方法
【課題】製膜対象物にノズルから噴射されたエアロゾルを吹き付けつつ、その吹き付け位置を連続的に変化させることで、上面と外側面と湾曲面とを連続的に覆う膜を生成する製膜方法であって、簡易な方法で連続的且つ良質な膜の形成を可能とする製膜方法を提供すること。
【解決手段】この製膜方法は、上面W01及び上面W01に繋がる湾曲面W03にエアロゾルを連続的に吹き付け、上面W01を覆う膜と湾曲面W03の少なくとも一部を覆う膜とを連続的に形成する第一製膜工程と、外側面W02を覆う膜と、第一製膜工程において湾曲面W03に形成された膜を更に覆う膜とを連続的に形成する第二製膜工程と、を備える。
(もっと読む)
管状物の製造方法
【課題】ノズルを使用し円柱状の芯金の周面に塗布液を螺旋状に塗布し、塗膜を形成した後、芯金を抜き取り管状物を製造しても膜厚が均一の管状物を製造することが出来る製造方法の提供。
【解決手段】回転する円柱状の芯金の周面に、相対的に移動するノズルより樹脂層形成用塗布液を吐出して螺旋状に塗布し樹脂層形成用塗膜を形成し、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法において、前記硬化処理を行う前に、前記樹脂層形成用塗膜を形成した前記芯金を、振れ幅30μm未満で、回転速度(周速度)0.02m/secから0.2m/secで回転させ平坦化処理を行うことを特徴とする管状物の製造方法。
(もっと読む)
管状物の製造方法
【課題】回転装置に装着した円柱状の芯金の振れ精度が低い場合でも、膜厚が均一の管状物の製造方法の提供。
【解決手段】円柱状の芯金の周面に、ノズルより樹脂層形成用塗布液を吐出して塗布し、樹脂層形成用塗膜を形成した後、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法であって、前記芯金の間欠回転と、前記ノズルで前記樹脂層形成用塗布液の間欠塗布を繰り返し前記芯金の周面の全域に、帯状の樹脂層形成用塗膜を形成し、平担化処理した後、硬化処理を行い樹脂層を形成し芯金を抜き取り管状物を製造することを特徴とする管状物の製造方法。
(もっと読む)
チタン酸化物を被覆する装置及びチタン酸化物の被覆物の生産方法
【課題】金属球などの金属物の表面に二酸化チタン等のチタン酸化物を、膜圧が均一になるように被覆する。
【解決手段】搬送回転ねじ42が回転すると、上記らせん溝46に掛った金属球7は、凹溝44、44に沿って搬送される。この搬送される金属球7は、搬送回転ねじ42及び搬送回転ローラー43、43の回転によって、金属球7の進行方向とほぼ直交する方向に回転される。上記搬送回転ローラー43、43の外周面の長手方向に沿って延びる直線状の一本または複数本の長手溝47が形成され、長手溝47が金属球7を通過するたびに、金属球7の向きが変えられる。これにより、上記金属球7の回転の向きが変えられ、金属球7の向きが種々ランダムに変更され、スプレーガン48から金属球7の表面に噴霧あれ被覆される二酸化チタンの膜厚が、金属球7表面全体にわたってほぼ均一となる。
(もっと読む)
回転型高圧水噴射式洗浄方法と同装置
【課題】洗浄能力が高く、噴射ノズル数の増加に伴う洗浄水流量の確保が容易であり、装置の構造を簡略化して小型・軽量化を図れ、洗浄時に装置の振動が生じにくく、均一で効率的な洗浄ができる回転型高圧水噴射式洗浄装置を提供する。
【解決手段】高圧水を洗浄対象物に対し一本の直線状に噴射させて洗浄する複数の高圧水噴射ノズル21を備え、複数の噴射ノズルを円周方向に沿って等間隔にかつ長手方向に沿って複数列設けたノズルホルダー2と、このノズルホルダーと一体回転可能に接続され各噴射ノズル21の高圧水供給路41に連通可能な複数の高圧水導入路45を円周方向に等間隔にかつ長手方向に沿って設けた回転型分配弁4と、ノズルホルダー2および回転型分配弁4の一方向連続回転手段7とを備え、回転型分配弁4から高圧水を複数の高圧水導入路45に順次・間欠的に供給し、ノズルホルダ2ーの複数の噴射ノズル21から高圧水を順番にかつ間欠的に噴射させる。
(もっと読む)
管内面の塗装装置
【課題】一つの塗装装置で管内面の下地処理及び塗装を行うことにより、小口径の管においても、平滑な塗装面を迅速且つ容易に得ることができるようにする。
【解決手段】水平方向に支持されると共に軸心を中心にして回転される鋳鉄管の内面を粉体塗装する装置1であって、管の軸心方向への相対移動により管の内部への挿入又は管の内部からの引出しが行われることで、管の長さ方向にわたって先端部の噴射口33から粉体塗料を噴射するランス3と、管外におけるランス3の基端部にてランス3を支持する支持部23と、噴射口33から基端部側に設けられて管内面に接し得るヘラ38と、ランス3を昇降させることによりヘラ38を昇降させて鋳鉄管の内面へのヘラ38の接触/離間を切り換えるジャッキ部28とを有する。
(もっと読む)
コーティング装置及びコーティング方法
【課題】コーティング品質及び製品収率の向上。
【解決手段】コーティング装置は、回転ドラム1の内部の錠剤層Aを撮影する高速度カメラ3と、高速度カメラ3の撮影データに基づいて錠剤層Aの錠剤の流動速度を算出するパーソナルコンピュータ4と、パーソナルコンピュータ4による錠剤の流動速度の算出値に基づいて、回転ドラム1の回転速度を制御する制御装置5とを備えている。
(もっと読む)
中間転写ベルトの製造方法
【課題】安定した表面粗さ(Rz)と、膜厚が安定し、二次転写後のブレードによるトナーの除去による耐摩耗性、擦り傷耐性等の耐久性に優れた表面層を有する中間転写ベルトの製造方法及び中間転写ベルトの提供。
【解決手段】無端のベルト状基体の表面上に、電子写真感光体の表面に形成されたトナー像を一次転写する表面層を有する中間転写ベルトの製造方法において、前記表面層を形成する表面層形成用塗布液を超音波アトマイザーを使用し、前記超音波アトマイザーと前記ベルト状基体の表面までの距離を20mmから300mmで前記表面層形成用塗布液を前記ベルト状基体の表面に塗布すること特徴とする中間転写ベルトの製造方法。
(もっと読む)
表面実装型電子部品の表面保護膜形成方法
【課題】ダイシングシートを用いて、粉体塗装方法にて表面実装型電子部品の実装用端子面以外全てについて表面保護膜を形成する場合、ダイシングシートから表面実装型電子部品を取り外す際に、表面実装型電子部品の側面近傍にダイシングシートに定着された粉体塗料も一緒に剥がれ、静電粉体塗装の実施には、表面実装型電子部品を電気的に接地する必要があり、塗装冶具を用いる事により安定した表面保護膜の形成方法を提供する。
【解決手段】粉体塗装にて形成された表面保護膜を有する表面実装型電子部品の製造方法にあたって、表面実装型電子部品の実装用端子面を粉体塗装治具の支持部材に当接させ、塗装装置により粉体塗装治具を回転させながら粉体塗料を表面実装型電子部品の実装用端子面以外に付着し、粉体塗装治具を回転させながら表面実装型電子部品に付着した粉体塗料を加熱にて定着させることを特徴とする表面実装型電子部品の表面保護膜形成方法。
(もっと読む)
均一な流量分布を有するスプレー・コーティング
液体コーティング材に対して平らなスプレー・パターンを生成するスプレー・ノズルであって、そのスプレー・パターンが、スプレー・パターン全体に亘ってほぼ均一なコーティング材の流量分布を有するスプレー・ノズルを開示する。スプレー・ノズルは、そのようなスプレー・パターンを生成するために、矩形切削スプレー・オリフィスを備え得る。スプレー・パターンは、明確な両縁をさらに有し得、その結果、パターンが、それら縁の外側でのコーティング材のテーリングの大幅な減少を示す。一実施形態では、スプレー・パターンは、「矩形」のドリップ・パターンを生成する。別の実施形態では、スプレー・パターンは、その側方領域に比較してコーティング材の流量が減少した中央領域を含み得る。 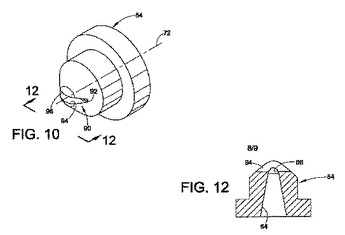 (もっと読む)
(もっと読む)
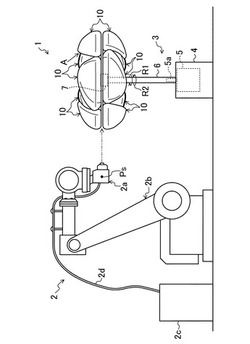
排気口をコーティングする方法、並びに該方法を実施する装置
本発明は、燃焼機関(10)のシリンダーヘッド(12)内部に配置されるシリンダー(14)の少なくとも1つの排気口(20)をコーティングする方法であって、該排気口(20)が、該シリンダー(14)と排気装置(40)とを接続する。少なくとも1つの排気口(20)を画定する前記リンダーヘッド(12)の1つ以上の表面部分(22a、22b、22c)は、前記シリンダー側及び前記排気装置側の両方から材料を噴霧することにより、少なくとも部分的にコーティングされる。本発明は、前記方法を実施する装置にも言及している。 (もっと読む)
筒体の塗装装置及び塗装方法
【課題】特にジェットエンジンシャフト等のように径に対して長い長さを有する筒体の内表面及び外表面に、小型の装置で一定膜厚の塗装膜を安定して形成できるようにする。
【解決手段】筒体1の表面に一定膜厚の塗装膜を形成する筒体の塗装装置であって、筒体1を水平に支持し且つ筒体1の軸線を中心に回転駆動可能な支持台2と、支持台2に支持した筒体1の表面と間隔を隔てたスプレーガン13,20を筒体1の軸線と平行に移動させて筒体1の表面に塗料を噴射する塗装機3,4と、支持台2を180゜水平旋回可能に支持する旋回台21とを備える。
(もっと読む)
ガラス膜の形成方法
【課題】電子部品同士の固着を防ぎつつ、電子部品の表面に連続的なガラス膜を形成することができるガラス膜の形成方法を提供する。
【解決手段】本実施形態に係るガラス膜の形成方法は、回転可能なバレル2内に複数の電子部品10を装入する第1工程と、バレル2を回転させながら電子部品10に、ガラス粉末、バインダ樹脂及び溶剤を含むガラススラリー6を吹き付けて、電子部品10の表面にガラス塗膜を形成する第2工程と、ガラス塗膜を焼成して、電子部品10の表面にガラス膜を形成する第3工程と、を有し、ガラススラリー6は、ガラス粉末及びバインダ樹脂の合計重量に対するバインダ樹脂の重量が、1重量%以上20重量%未満である。
(もっと読む)
筒体の塗装方法
【課題】長手方向で断面形状が変化する筒体の内表面及び外表面に一定膜厚の塗装膜を精度良く塗布する。
【解決手段】筒体1の軸線を中心に回転させる回転駆動手段3と、移動手段12により筒体1の軸線と平行且つ筒体1の内表面1aと間隔を隔てて移動し円錐状に塗料を噴射するスプレーガン5と、噴射圧を調整してスポット径dを調整する圧力調節手段10とを設け、スプレーガン5と筒体1の長手方向表面との相対距離Lを予め計測しておき、スポット径dが相対距離Lに応じて一定に保持されるよう噴射圧を調整して筒体1の回転とスプレーガン5の移動とを行い、同時に、相対距離Lの減少時にはスプレーガン5の移動速度の増加と筒体1の回転速度の減少の少なくとも一方を行い、相対距離Lの増加時にはスプレーガン5の移動速度の減少と筒体1の回転速度の増加の少なくとも一方を行って、筒体表面に一定の塗布パターン幅で且つ一定のパターン間隔による一定膜厚の塗装膜を形成する。
(もっと読む)
溶射装置および溶射方法
【課題】溶射ガンに簡易な構成の飛散防止体を付加し、ボア下端側から吸引するだけの極めて簡易な装置により、ボアの全長に亘って密着強度の高い溶射皮膜を形成することのできる溶射装置および溶射方法を提供する。
【解決手段】溶射装置10は、その下端側の側面において溶射粒子またはエアを噴射するための吐出口が開設されてなる溶射ガン6をシリンダボア内で移動させる移動制御手段と、該溶射ガンを回転させる回転制御手段と、この吐出口よりも溶射ガン6の上端側に設けられ、シリンダボアC1面に溶射した際の反射粒子や溶射ヒュームがシリンダボアC1の上端側の未溶射面へ飛散するのを防止する飛散防止体7と、シリンダボアC1の下端側に載置されて溶射時の反射粒子や溶射ヒュームを吸引するための吸引ダクト8を備えている。
(もっと読む)
絶縁物の塗布装置及びその方法並びに電圧非直線抵抗体
【課題】被処理物に対し絶縁物を短時間で均一に塗布することにより作業効率を高めると共に材料歩留まりを向上させた絶縁物の塗布装置及び塗布方法並びに絶縁物の塗布装置を用いて製造することにより高品質な電圧非直線抵抗体を提供する。
【解決手段】被処理物である焼結体1を搬送する送り機構部3が設けられ、塗布処理位置7にある焼結体1に対向してスラリー噴霧部8が配置され、ここに焼結体1の長手方向に延びる噴霧口17が形成されている。また、スラリー噴霧部8には所定の圧力でスラリー21を送り出すスラリータンク19が接続されている。さらに、塗布処理位置7にある焼結体1を間に挟みスラリー噴霧部8と対向してスラリー噴霧部8近傍の空気を吸引する吸込部22が配置されている。
(もっと読む)
噴霧ガン、噴霧システム及び噴霧方法
【課題】塗材の有効利用を促進し、塗材が詰まりにくく、しかも適切な厚みで均一な塗膜を得る。
【解決手段】噴霧ガン10は、塗材を供給する塗材供給路84を形成する第1部材50と、第1部材50のノズル52の周囲に気体を供給する気体供給路110を形成する第2部材54と、気体供給路110の流路断面を絞る環状隙間114と、環状隙間114より上流側に設けられ、周方向で等間隔に設定された6つずつのスリット80、82を備える第1孔付リング部材72及び第2孔付リング部材74とを有する。スリット80とスリット82は、周方向位置が30°ずれて設けられている。
(もっと読む)
1 - 20 / 41
[ Back to top ]