
Fターム[4D075AC08]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧、浸漬以外の手段 (16,716) | 押し出し、噴出、溢流、押し付け (4,270) | ニードル、ホールより (3,492) | 線状に塗布 (179)
Fターム[4D075AC08]に分類される特許
21 - 40 / 179
塗布方法及び塗布装置
【課題】塗布膜の膜厚制御、特に塗布膜の周縁部の膜厚均一化を容易に行うこと。
【解決手段】この面状塗布ユニット(ACT)40では、ステージ80の上に基板Gを載置して、レジスト液供給機構86およびノズル移動機構88を動作させると、長尺ノズル82の塗布走査により基板G上に基板の一端から他端に向ってレジスト液の面状塗布膜100が形成されていく。その際、面状レジスト塗布膜100が基板Gの外側へ向って広がる過程でライン状レジスト塗布膜76と接触ないし一体化し、ライン状レジスト塗布膜76によって面状レジスト塗布膜100の外縁の位置が規定されると同時に膜厚も制御される。
(もっと読む)
ペーストの塗布方法

【課題】ペーストの塗布位置の検査を手軽に、しかも高精度で実行できるペーストの塗布方法を提供することを目的とする。
【解決手段】塗布ヘッド20により捨て打ちステージ14上に第1の形状でペースト23を塗布し、これをカメラ32で認識し、この認識結果に基づいて塗布ヘッド20のペーストの吐出圧を調整する。吐出圧が適正になれば、捨て打ちステージ14上に第2の形状でペースト23を塗布し、カメラ32でこれを認識して目標位置との位置ずれ量をペースト塗布位置の補正値として求める。塗布ヘッド20は、この補正値で塗布位置を補正して基板1にペーストを塗布する。
(もっと読む)
液滴吐出装置および液滴吐出装置の洗浄方法
【課題】カラーフィルター用インクの流路における汚れを好適に解消できる液滴吐出装置およびその洗浄方法を提供すること。
【解決手段】本発明の液滴吐出装置は、液滴吐出方式によるカラーフィルターの製造に用いられ、着色剤と樹脂材料と前記着色剤を溶解または分散する液性媒体とを含むカラーフィルター用インクを吐出する液滴吐出装置であって、インク貯留槽と、液滴吐出ヘッドと、インク貯留槽から液滴吐出ヘッドへインクを送液するためのインク搬送路と、洗浄液を貯留する洗浄液貯留槽と、洗浄液貯留槽から液滴吐出ヘッドへ洗浄液を送液するための洗浄液搬送路と、洗浄液中に気泡を混入させる気泡混入手段と、を有することを特徴とする。このような液滴吐出装置では、気泡を混入させた洗浄液をインクの流路に流すことにより、インクの流路を洗浄する。
(もっと読む)
液体供給装置及び液体供給方法
【課題】加圧を始めてから液体が供給口から押出されるまでの時間遅れを防止して設定量の液体を正確に塗布でき、耐久性の向上を図ることができる流体供給装置及び液体供給方法を提供する。
【解決手段】液体Lの供給口51が設けられたシリンジ1を備え、シリンジ内に空気圧回路2を介してエアを供給することにより液体Lを供給口51から押出す液体供給装置である。空気圧回路2は、シリンジ1に設定圧のエアを供給する第1エア供給部5と、設定圧のエアよりも高圧のエアを供給する第2エア供給部6とを備える。シリンジ1に所定の設定圧のエアを負荷する通常供給状態と、シリンジ1に前記設定圧よりも高圧エアを負荷する高圧供給状態との切換を行う切換手段4を備え、初期段階において第2エア供給部6による高圧供給状態として、設定圧に達した際に、第1エア供給部5による通常供給状態に切換える。
(もっと読む)
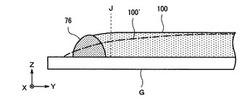
パネル装飾フレーム薄膜図案層の製造方法
【課題】パネル装飾フレーム薄膜図案層の製造方法の提供。
【解決手段】パネル装飾フレーム薄膜図案層の製造方法は、平面型の高光透過率基板100を提供し、毛細管塗布装置300により、フォトレジスト液313を、毛細管320から噴出し、基板100上に塗布し、毛細管塗布装置300と基板100との間は、順番に所定の移動軌跡に基づき相対運動を行い、これにより基板100上には所定のフォトレジスト図案を形成し、フォトレジストを固化し、基板100上にフォトレジスト図案薄膜層を形成し、毛細管塗布装置300は、フォトレジスト液313を充填する塗布液ポンプ310を備え、中空管状の毛細管320を下方へと延伸して設置し、フォトレジスト液313を毛細管320中の液出口325から、基板100表面へと連続して送り出し、フォトレジスト液313は、粘度値が2〜10cpsである黒色ネガティブ型フォトレジストで、移動軌跡は螺旋状移動軌跡である。
(もっと読む)
弾性ローラの製造方法、弾性ローラ、電子写真プロセスカートリッジ及び画像形成装置
【課題】弾性層の厚み精度の良い弾性ローラを製造すること。
【解決手段】開放端に向かって漸次内径が拡大する位置決め凹部を有する一対の軸芯体保持具39,40の間に軸芯体101を配置する。各軸芯体保持具39,40の位置決め凹部の内壁面を軸芯体101の両端部に当接させた状態で一対の軸芯体保持具39,40で軸芯体101を挟持することにより、軸芯体101の軸方向と直交する方向の位置決めを行う。一対の軸芯体保持具39,40により軸芯体101を位置決めした後、一対の軸芯体保持具39,40による挟持荷重を、軸芯体101の撓みが解消するまで低下させる。挟持荷重を低下させた状態で、塗工ヘッド38を軸芯体101に対して軸方向に相対的に移動させ、軸芯体101の外周に、弾性層102となる硬化性の液状弾性層材料を塗工ヘッド38から吐出する。
(もっと読む)
液体描画方法、液体描画装置および太陽電池用機能性マスク
【課題】線パターンの膜厚を幅方向に所望の一定厚に均一化し得る液体描画方法を提供する。
【解決手段】直線状に並んだ複数のノズルを有するインクジェットヘッドを用いて等間隔の線パターン1を描画する。線パターン1の幅方向のエッジ部3や中央部4について、その領域に塗布するノズルを選択し、線パターン1の膜厚が幅方向に一定化するように塗布量を調整して描画する。
(もっと読む)
ホットメルト塗布方法及びその装置
【課題】ホットメルト剤の蒸発及び変色を抑制できるとともに、糸ひきや接着不良のない高品質の塗布を行うことができるホットメルト塗布方法及びその装置を提供する。
【解決手段】ホットメルト剤800を基板901、902に塗布するときの第1の目標温度よりも低くホットメルト剤800の軟化点よりも高い第2の目標温度になるように、ホットメルト剤800を加熱して溶融させ、第2の目標温度に加熱されたホットメルト剤800をノズル151に供給し、ノズル151に供給されたホットメルト剤800が第1の目標温度になるようにノズル151を加熱し、第1の目標温度に加熱されたホットメルト剤800をノズル151から吐出させて基板に塗布する。
(もっと読む)
ホットメルト塗布装置
【課題】比較的少量のホットメルト剤を対象物に塗布する場合でも、糸ひきや接着不良のない高品質の塗布を行うことができるホットメルト塗布方法およびその装置を提供する。
【解決手段】ホットメルト剤を加熱して溶融させ、基板901、902のホットメルト剤800を塗布する塗布箇所を予備加熱し、基板901、902の予備加熱された塗布箇所に対して、加熱溶融されたホットメルト剤をノズル151から吐出させる。ノズルから吐出させて基板に塗布するホットメルト剤800の量、基板901、902の種類、及びホットメルト剤800の種類の少なくとも一つに基づいて、前記予備加熱の有無又は前記予備加熱の温度の設定を変更してもよい。
(もっと読む)
パターン形成方法およびパターン形成装置
【課題】基板表面に対して相対移動するノズルからパターン形成材料を含む塗布液を塗布して、基板上に所定のパターンを形成するパターン形成技術において、パターン幅および端部位置の安定したパターンを形成する。
【解決手段】基板上に塗布液を塗布してライン状パターンを形成するのに際して、本来の始端位置X1よりも内側の位置X0から、しかもノズルと基板とのギャップ量をパターン高さよりも小さな値G0にして塗布液の吐出を開始する。その後、ノズルを基板から離間させながら基板外側に向けて移動させ、パターン始端位置X1で移動方向を反転させる。終端近傍においても、塗布液の吐出量を低下させながらノズルを基板に近接させてゆき、パターン終端位置X3においてノズルを離間させるとともに移動方向を反転させる。
(もっと読む)
接着剤の塗布装置
【課題】鋼製ロープなど外周面にスパイラル状の凹凸のある長尺材の外周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤塗布装置を提供する。
【解決手段】鋼製ロープ1など外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤41を貯蔵する温度調節可能な溶液タンク11と、所要量の接着剤を送り出す吐出機構26と、前記被塗布材1を移動させながら挿通させ、挿通の途中において、前記吐出機構26から送り出された接着剤を供給穴から吐出して前記被塗布材1に付着させる筒状ノズル2と、前記被塗布材1上に付着した接着剤の膜厚を調整する絞り機構3を備えている。
(もっと読む)
ペースト塗布装置及びペースト塗布方法
【課題】 液晶表示装置等の基板上に塗布描画されたパターンにおける塗布欠陥部の塗布補修精度を向上させることができるペースト塗布装置及び塗布補修の際のペースト塗布方法を提供すること。
【解決手段】 ノズル26と基板16とを相対的に移動させる移動装置28と、ノズル26からペーストを吐出させる吐出装置25とを備えたペースト塗布装置10において、塗布描画されたパターン33の塗布欠陥部33Aを塗布補修する際の塗布補修パターン45A又は45Bを選択する塗布補修パターン選択部36Cと、選択された塗布補修パターン45A又は45Bで塗布欠陥部33Aを塗布補修するように移動装置28と吐出装置25を制御する制御装置36とを備えるもの。
(もっと読む)
接合部材の製造方法及び接合部材製造装置
【課題】比較的大きな部材を接合する場合でも接合に要する時間が過度に長くなることを抑制すること。
【解決手段】接合部材製造装置は、第1の部材Dを把持する第1の把持具11と、第2の部材Eを把持する第2の把持具12と、第1の接合面Dfに媒介物質Gを塗布する塗布装置40と、第1の把持具11及び/又は第2の把持具12を移動させる移動装置20と、制御装置とを備える。制御装置は、第1の拡大平面Deと第2の拡大平面Eeとを互いに平行になるように対向させつつ、厚さの方向に見て第1の接合面Dfと第2の接合面Efとが重なる範囲が所定の範囲以下となるように配置し、第1の拡大平面Deと第2の拡大平面Eeとの間隔を維持しながら、厚さの方向に見て第1の接合面Dfと第2の接合面Efとが重なる範囲が次第に大きくなる方向へ、第1の部材Dを第2の部材Eに対して相対的に移動させる。
(もっと読む)
ペースト塗布装置およびペースト塗布方法
【課題】塗布パターンが異なる複数種類の塗布対象部を有する単位基板が複数作り込まれた基板を対象とする場合において、適正な塗布品質を確保することができるペースト塗布装置およびペースト塗布方法を提供することを目的とする。
【解決手段】塗布パターンが異なる複数種類の塗布対象部を有する単位基板が複数作り込まれた基板を対象とする塗布動作処理において、一の種類の塗布対象部についてペーストを試し塗布した後に検査手段によって塗布状態の良否を検査し、この検査結果に基づいて必要ならばペースト塗布機構の塗布条件パラメータを修正した後、複数の単位基板における当該一の塗布対象に順次ペーストを塗布する単一種類塗布工程を、全ての種類の塗布対象部について反復して実行する。これにより、塗布条件の経時変動によるペーストの吐出状態の変動を抑制して、適正な塗布品質を確保することができる。
(もっと読む)
充填材の吐出装置及びその充填方法
【課題】作業効率の良い充填材の吐出装置及びその充填方法を提供すること。
【解決手段】コンクリート構造体の凹部に対して、モルタル系又はグラウト系の材料からなる充填材を吐出する吐出装置であって、前記凹部の断面形状と略同等の断面形状を有し、前記充填材を収容可能な収容部材と、前記収容部材の内部に摺動自在に設けた押圧部材と、前記押圧部材を摺動させるピストンと、を少なくとも備える。前記吐出装置を凹部に挿入し、該吐出装置を凹部に押し込みながら充填材を吐出することにより、吐出装置は充填材から反力を受けて徐々に凹部から押し戻されるため、該吐出装置を簡便に抜去できる。
(もっと読む)
液状物吐出装置及び方法
【課題】高粘度の液状物であっても微少量だけ高速に吐出することを連続して実行できる液状物吐出装置を提供する。
【解決手段】筒状容器6、ニードル31およびアクチュエータ10を基本構成要素とする液状物吐出装置1において、筐体60が空圧を加えられる密閉構造であり、筒状容器6は流路制御弁73を有し、ニードルを往復動させるアクチュエータは変位拡大機構11が付加され、ニードルの往復動軌跡と平行にリニアガイド機構20が配置され、歪ゲージセンサ33がニードル部に配置された液状物吐出装置。
(もっと読む)
液体材料を所望のパターンで噴射する装置及び方法
液体材料を所望のパターンで噴射する装置10は、液体材料12の供給源に連結可能な噴射モジュール18を備える。ピストン46は、モジュール18内に高圧を急速に発生させることによって液体材料12がパターン板70から所望のパターンで噴射されるように、内部室42内で移動するように配置されている。 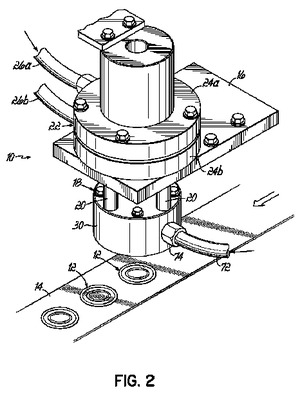 (もっと読む)
(もっと読む)
基材上に不均一なコーティングを生成するための方法及び装置
ロールコータは、コーティングロールの面にわたり、前記ロールコータの別個の位置にコーティング流体を供給する、1つ以上の針管を追加することによって修正することができる。針管は、上流のコーティング液溜から、コーティングロールの表面上に既に存在する均一なコーティング層の上に重ねて、コーティング材料の局所的帯をコーティングロールの上に供給し、均一なコーティング層の上にストライプパターンを作り出す。コータ内のコーティングロールの相対速度を変化させることによって、ストライプの幅もまた、調節することができる。 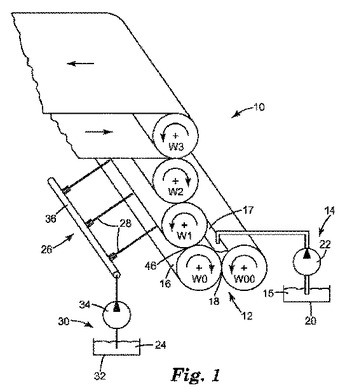 (もっと読む)
(もっと読む)
ホットメルトの塗布方法
【課題】搬送中の被塗布材に一定量のホットメルトを安定して塗布することのできるホットメルトの塗布方法を提供すること。
【解決手段】塗布ガン3、貯蔵部2のホットメルトを供給ポンプで塗布ガンに圧送する供給部4、供給ポンプで圧送したホットメルトの全部又は一部を貯蔵タンク内に回収する回収部5、ホットメルトの流路に取り付けられた粘度計を備えたホットメルト塗布装置1を用いてホットメルトHを被塗布材6に塗布するホットメルトの塗布方法であって、塗布開始前及び塗布停止中に、ホットメルトを、供給部4、回収部5及び貯蔵部2によって形成される循環路を循環させておき、塗布開始後には、ホットメルトの一部の循環を継続させると共に、塗布ガン3に供給するホットメルトの量をホットメルトの粘度に応じて制御しながらホットメルトHの塗布を行う。
(もっと読む)
塗布方法および塗布装置
【課題】基板主面にペースト状の塗布液を塗布する塗布方法および塗布装置において、複数の吐出口から吐出される塗布液の吐出タイミングを揃えてパターンの乱れのない塗布を可能とする。
【解決手段】吐出ヘッド51内部のバッファ空間BFに送り込まれるペースト状塗布液の粘度の変化によって各吐出口515からの吐出開始タイミングがばらつく。あらかじめ各吐出口515ごとに吐出開始タイミングを求めておき、それに基づくタイミングでサックバックシリンジ52のピストン522を押し込むことにより、吐出口515近傍のキャビティ517に貯留された塗布液を押し出して吐出させる。これにより吐出のタイミングを調整してばらつきを抑える。
(もっと読む)
21 - 40 / 179
[ Back to top ]