
Fターム[4D075AC86]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧、浸漬以外の手段 (16,716) | 治具、補助具(マスキング用を除く) (695)
Fターム[4D075AC86]に分類される特許
21 - 40 / 695
液剤塗布装置及び液剤塗布方法
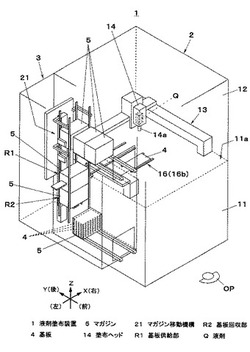
【課題】マガジンの移動機構を簡単化して製造コストを低減することができる液剤塗布装置及び液剤塗布方法を提供することを目的とする。
【解決手段】液剤塗布前の基板4を収容した基板供給用のマガジン5が設置される基板供給部R1、基板供給部R1に設置された基板供給用のマガジン5から取り出されて作業位置に移送された基板4に液剤Qを塗布する塗布ヘッド14、液剤塗布後の基板4を収容する基板回収用のマガジン5が設置された基板回収部R2を備えた液剤塗布装置1において、基板供給部R1に設置された基板供給用のマガジン5を新たな基板供給用のマガジン5に交換する場合に、基板回収部R2から基板回収用のマガジン5を取り除いてその基板回収部R2にそれまで基板供給部R1に設置されていた基板供給用のマガジン5を次に使用する基板回収用のマガジン5として移動させた後、基板供給部R1に新たな基板供給用のマガジン5を設置する。
(もっと読む)
コーキング方法及びコーキングガン

【課題】狭いスペース内でも効率がよく確実なコーキングを行うことができる経済性に優れたコーキング方法を提供する。
【解決手段】筒状のカートリッジ本体93と、このカートリッジ本体93の先端部に設けたノズル97と、カートリッジ本体93内に配置したスライド底部と、を有し、カートリッジ本体93内にコーキング材を収容しているコーキングカートリッジ91を用いてコーキング作業を行う。コーキング材が少なくなったら、スライド底部よりも後側のカートリッジ本体93部分を切断する。切断したコーキングカートリッジ91に対応する長さのカートリッジ装着部5を備えた小型のコーキングガン1に、切断したコーキングカートリッジ91を装着してコーキング作業を行う。
(もっと読む)
スプレッダの屑除去方法及びスプレッダの屑除去装置
【課題】スプレッダの塗布幅や接着剤の粘性に拘わりなく、且つ、スプレッダの塗布作業の能率性を低下させることなく、安定的に屑を除去する。
【解決手段】小枝状の除去ピン9bの多数が、回転可能な棒状体9aの軸芯方向と周長方向とに夫々適宜の間隔を隔てて放射状に凸設されて成る多枝付棒状の屑除去部材9を、スプレッダの塗布ロール1と平行状に、而も、前記屑除去部材9を回転させた場合に、多数の除去ピン9bの先端部が、塗布ロール1の外周面に付着した接着剤(13)には接触せず、塗布ロール1の外周面に付着する屑14には当接し得る箇所に位置させると共に、駆動源10を以って、前記屑除去部材9を図示矢印方向に回転させることにより、専ら屑14を除去対象物として、塗布ロール1の外周面から除去し、受樋11内に落下させる。
(もっと読む)
液剤残量検出方法
【課題】液剤塗布ユニットに対して、液剤貯留圧送タンクによる液剤の供給時におけるタンク内の液剤残量検出を可能とする。
【解決手段】液剤貯留圧送タンク内の液剤を加圧する落し蓋に対し、上方に立てた液剤検出ロッドがあり、タンク上部のタンク蓋より上方に液剤検出ロッドを出し、液剤の減少量を目視やセンサーにより液剤残量検出を可能とした。
(もっと読む)
塗布膜付きフィルムの製造装置及び製造方法
【課題】風ムラ状のスジやひも状のスジ、面荒れを防止することができる塗布膜付きフィルムの製造装置及び製造方法を提供する。
【解決手段】連続走行する帯状支持体11の表面に塗布液を塗布する、塗布位置と待機位置との間で進退移動させる進退移動機構を有する塗布ヘッド14と、前記帯状支持体の塗布面裏側を支持するバックアップローラ13と、からなる塗布装置と、塗布装置直後に設けられるケーシングからなる乾燥装置16と、からなり、乾燥装置16には、塗布ヘッド14から乾燥装置16までの間のウェブ11の端面側とウェブ11の塗布面裏側を覆うケーシングと一体の遮風部分28と、塗布ヘッド14から乾燥装置16までの間のウェブ11の塗布面側を少なくとも覆う可動式のカバー24と、塗布ヘッド14には、塗布ヘッド14から乾燥装置16までの間のウェブ11の端面側を覆う塗布ヘッドに固定された遮風板26と、を設ける。
(もっと読む)
放射線硬化可能なゲルインクのレベリングおよび放射線硬化可能なゲルインクの基板に直接的なデジタル印刷のための方法ならびに疎水性表面を有する加圧部材を有する装置およびシステム
【課題】放射線硬化可能なゲルインクのレベリング方法、装置、システムを提供する。
【解決手段】UV硬化可能なゲルインクの、基板に直接的なデジタル印刷のためのUV硬化可能なゲルインクのレベリング方法は、基板に直接的にUV硬化可能なゲルインクを噴射することと、ゲルインクの粘性を増加させるためにゲルインクを放射線にさらすことと、親水性接触ロールに犠牲解放流体を添加することと、接触ロールと加圧ロールとによって形成されたレベリングニップにおいてインクをレベリングすることとを含む。加圧ロールは、エラストマー材料と、疎水性表面とを備える。
(もっと読む)
光学シートの製造方法
【課題】 光学シートの背面にドットパターン印刷を施す際に、印刷面におけるスジの発生を抑制することにより、光学シートを用いた製品の品質向上を図ることができる光学シートの製造方法および製造装置を提供する。
【解決手段】 導光板を製造する際のドットパターン印刷において、インクジェットノズル51から導光板の原板60に対してインクを噴射する。このとき、原板60の非印刷面を吸引吸着して反りを排除し、ジェットノズル51と原板60との距離であるギャップ距離Dが2.8mm以下に調整されている。
(もっと読む)
塗布製品及び塗布システム
【課題】塗布した箇所を視認し易く、且つその後確実に無色となることで塗布した箇所を目立たなくし得る特性を有する塗布製品を提供する。
【解決手段】塗布製品である転写具1は、特定の波長を有する特定波長光たる紫外光が照射されると発色し可視光が照射されると無色となるフォトクロミック化合物を含み、特定波長光が照射されると発色状態となり可視光が照射されると消色状態となる塗布物たる粘着剤55と、当該粘着剤55を収納する容器たるケース2と、このケース2に取り付けられ、このケース2内において粘着剤55が対象物へ塗布される際に通過する通過領域Xへ向けて紫外光を照射し粘着剤55を発色状態とし得る照射部34とを具備する。
(もっと読む)
処理装置及び処理方法
【課題】従来の処理装置では、処理効率を向上させることが困難である。
【解決手段】ワークWを支持する2つのワークテーブル25と、ワークテーブル25のそれぞれを、2つのワークテーブル25間で共通する経路である共通経路を含む移動経路で案内するガイドレール23及びガイドレール24と、前記共通経路において、ワークテーブル25のそれぞれに支持されたワークWに対向した状態で、対向するワークWに対して描画処理を施す吐出ヘッド19と、前記共通経路においてワークテーブル25のそれぞれが吐出ヘッド19に対向し得る領域である処理領域73の外側に設けられ、ワークテーブル25に支持されたワークWの高さ位置を、処理領域73の外側で検出する第1検出装置14及び第2検出装置15と、吐出ヘッド19とワークWとの間の隙間量を調整する昇降モーター18と、を有する、ことを特徴とする処理装置。
(もっと読む)
被塗布板表面への塗布剤の塗布方法および装置
【課題】乾燥処理を必要とすることなく、処理時間や処理スペースの短縮化および設備の廃止や簡略化、設備費の低減を図ることのできる被塗布板表面への塗布剤の塗布方法および装置を提供する。
【解決手段】被塗布板の表面に弾性的に押し付けるように塗布部材を保持するホルダー部材と、上記塗布部材に対して上流側に間隔を空けて提部材を設置するとともに、該提部材の上記塗布部材側に傾斜面を設けて、該傾斜面上に塗布剤を供給落下せしめ、該傾斜面および上記塗布部材を調温可能に加熱して、供給された塗布剤の流動性を保ちながら、上記塗布部材により被塗布板の表面に塗布剤をならい加圧して塗布することを特徴とする。
(もっと読む)
基板遮蔽層形成方法及び装置及びプログラム
【課題】電子部品の搭載された基板は樹脂系のコーティング剤を塗布することによって基盤遮蔽層を形成し、錆や腐食が生じないように覆われていた。しかし電極の為のホールや端子部分にコーティング剤を塗布すると不良品の発生になった。
【解決手段】ディスプレイ上でコーティング禁止エリアを設定し、制御部によってノズルパスを演算し、効率よく塗布作業するようにプログラミングするとともに、マスキング作業を不要にしたので簡単に塗布作業ができるようになった。
(もっと読む)
スパイラル塗布装置及びスパイラル塗布方法
【課題】高精度でギャップ制御が可能なスパイラル塗布装置及びスパイラル塗布方法の提供。
【解決手段】実施形態にかかるスパイラル塗布装置は、塗布対象物が載置される載置面を有するステージと、前記ステージを前記載置面に沿う回転方向に回転させる回転機構と、前記ステージ上の前記塗布対象物に材料を吐出して塗布する塗布ノズルと、前記ステージと前記塗布ノズルとを、前記回転方向に交わる交差方向に前記載置面に沿って相対移動させるとともに前記回転の軸方向に相対移動可能とする移動機構部と、前記回転の軸方向における前記塗布ノズルの底面の位置情報を検出するノズル位置検出部と、前記塗布ノズルの位置情報に基づいて前記塗布ノズルと前記載置面との前記軸方向の位置調整を行う位置調整部と、を備えることを特徴とする。
(もっと読む)
基板遮蔽層形成方法及び装置及びプログラム
【課題】電子部品の搭載された基板は樹脂系のコーティング剤を塗布することによって基盤遮蔽層を形成し、錆や腐食が生じないように覆われていた。しかし電極の為のホールや端子部分にコーティング剤を塗布すると不良品の発生になった。
【解決手段】ディスプレイ上でコーティング禁止エリアを設定し、制御部によってノズルパスを演算し、効率よく塗布作業するようにプログラミングするとともに、マスキング作業を不要にしたので簡単に塗布作業ができるようになった。
(もっと読む)
塗布方法、および塗布装置
【課題】粘度変化が生じる液体材料を高精度に塗布すること。
【解決手段】液体材料を吐出するノズル6と、液体材料をノズル6から吐出するためのポンプと、液体材料が通過する経路における液体材料の粘度を算出するための熱式流量センサ9と、算出した粘度に基づいて液体材料をノズル6から吐出させるための吐出圧力を設定し、設定された吐出圧力に基づいてポンプを制御するメインコントローラ8と、を備えた塗布装置であって、液体材料の粘度変化に合わせ、吐出圧力を調整することにより、高精度な塗布が実現可能となる。
(もっと読む)
塗布状態検査装置及び方法並びにプログラム
【課題】部品形状に変更があった場合や、シール剤の軌跡が曲がったり、歪んだりしている場合であっても、軌跡全体にわたって漏れなく太さが適正であるか否かを判定することができる塗布状態検査装置を提供する。
【解決手段】シール剤Sが塗布されたワークWを撮像する撮像装置2と、撮像装置2によって撮像された撮影画像から、シール剤Sの塗布領域と塗布軌跡とを抽出する軌跡抽出部3−1と、抽出されたシール剤Sの塗布軌跡から、最小・最大太さ領域を生成する領域生成部3−2と、シール剤Sの塗布領域と最小・最大太さ領域とを比較してシール剤Sの太さが正常であるか否かを判定する画像判定部3−3とを備える。
(もっと読む)
塗布状態検査装置及び方法並びにプログラム
【課題】装置を複雑化することなく、高速に処理することができ、かつ、外乱光による誤認識の発生を防止することができる塗布状態検査装置を提供する。
【解決手段】塗布状態検査装置1は、シール剤Sが塗布されたワークWの上方に、撮像装置3に近接して設置された照明装置2と、該照明装置2の照明状態・消灯状態の各々でシール剤S及びワークWを撮像する撮像装置3と、シール剤Sが正常に塗布されているか画像検査を行う処理装置4とを備える。画像生成部5−1は、照明装置2の点灯状態・消灯状態で撮像装置3により撮像された各画像の輝度値を減算することにより、外乱光の影響を除去した検査画像を生成する。画像判定部5−2は、検査画像からシール剤Sの塗布状態が正常であるか否かを判定する。
(もっと読む)
液処理におけるノズル洗浄方法及びその装置
【課題】液処理装置の大型化の抑制、ノズルの洗浄効率の向上を図れるようにする。
【解決手段】漏斗部65を有する洗浄室62と、洗浄室の漏斗部に溶剤を供給する第1の溶剤供給手段71と、洗浄室の漏斗部の上部側に溶剤を供給する第2の溶剤供給手段72と、ノズルを、洗浄室と基板に対して処理液を吐出する位置との間で移動させる移動手段44,46と、第1及び第2の溶剤供給手段、及び移動手段を制御するコントローラ100と、を具備する。ノズルが洗浄室内に収容された際、第1の溶剤供給手段から洗浄室内に溶剤を供給し、溶剤の渦流を形成してノズルを洗浄し、第2の溶剤供給手段から洗浄室内に供給し、洗浄室内に溶剤の液溜りを形成してノズルを洗浄する。
(もっと読む)
携帯端末用筐体の塗装システム及びそれを用いた携帯端末用筐体の塗装方法
【課題】塗料の無駄、及び空調のためのエネルギーを抑えながら、携帯端末用筐体の塗装を可能にするための、携帯端末用筐体の塗装システム及びそれを用いた携帯端末用筐体の塗装方法を提供すること。
【解決手段】搬送ライン2の途上に、インクジェット方式でワークを塗装するインクジェット装置7と、霧化塗料をワークに向けて噴射してワークを塗装する塗装ブース8と、ワークに吐着した塗料を硬化するUV硬化装置12を配設し、搬送ライン2上を搬送されているワークについて、平面部分をインクジェット装置7内においてインクジェット方式で塗装し、側面部分を塗装ブース8内において塗料噴射手段11で塗装し、インクジェット方式によりワークの平面部分に吐着されたインクと塗料噴射手段11によってワークの側面部分に吐着された塗料をUV硬化装置12内においてUV照射によって硬化することを特徴とする。
(もっと読む)
塗装装置および塗装方法
【課題】周囲の側端面の柄模様毎に化粧シートが用意される必要がなく、その設計・製造コストが嵩んでしまうことのない塗装装置および塗装方法を提供する。
【解決手段】被塗材1の搬送装置と、インクジェットプリンタ2と、インク転写装置3とを備える。被塗材1の搬送装置により搬送される方向と直交する方向の側端面がインク4により塗装される被塗面11となり、インク転写装置3は、搬送装置により搬送される被塗材1の被塗面11に沿って移動する転写ベルト31と、転写ベルト31が掛け回されるプーリ32と、プーリ32を駆動する駆動源と、を備える。インクジェットプリンタ2が、転写ベルト31にインク4を噴射することで、被塗材1に塗装する塗装装置である。また、この塗装装置を用いて塗装される塗装方法である。
(もっと読む)
塗工装置、塗工方法及び電極製造方法
【課題】基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる塗工装置を提供する。
【解決手段】塗工装置10は、基材1の塗工面1aに塗工材2を塗工するロッドコータ20と、ロッドコータ20の上流側に配置されて基材1を塗工面1aとは逆側から押圧する上流側押圧ローラ30と、ロッドコータ20の下流側に配置されて基材1を塗工面1aとは逆側から押圧する下流側押圧ローラ40とを有する。上流側押圧ローラ30と下流側押圧ローラ40との間であってロッドコータ20に対向する位置には、基材1を塗工面1aとは逆側からロッドコータ20のロッド23に向けて押圧するセンター押圧ローラ50を配置する。センター押圧ローラ50には、基材1を押圧する押圧力を所定値に保つダンパ機構55が設けられている。センター押圧ローラ50の表面には、回転軸51に対し傾斜した斜線形状をなす版が形成されている。
(もっと読む)
21 - 40 / 695
[ Back to top ]