
Fターム[4E001CA03]の内容
Fターム[4E001CA03]に分類される特許
121 - 140 / 155
横向き溶接方法
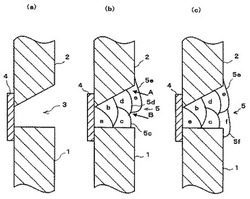
【課題】横向き溶接において表面の凹凸が少ない良質な仕上ビードを安定して形成するとともに溶接作業時間を短縮して効率良く溶接する。
【解決手段】仕上ビードを形成するとき、パスa〜パスdで積層されたビード5a〜ビード5dの表面の上板2側からビード5eとビード5fを順次形成して先行ビードの垂れ下がった下部を再溶融させるとともに重力の作用により余盛高さを低くして、仕上ビードを形成するときのパス数を減少する。また、仕上ビードの余盛高さが低くなってビード5eとビード5fの重なり部の谷に深さが浅くなるから、仕上ビードを平坦にすることができ良質な溶接を行うことができ、仕上ビードの再研磨作業を大幅に軽減できる。
(もっと読む)
温水容器

【課題】溶接隙間部での耐食性に優れ、かつ水道直結タイプとしての使用に適した溶接部の強度を有する温水容器を提供する。
【解決手段】質量%で、C:0.025%以下、Si:0.6超え〜2%、Mn:1%以下、P:0.045%以下、S:0.01%以下、Ni:0.6%以下、Cr:17〜23%、Mo:0.5〜1.7%、Nb:0.05〜0.5%、Ti:0.05〜0.3%、Cu:0.6%以下、Al:0.02〜0.3%、N:0.025%以下、残部Feおよび不可避的不純物であるフェライト系ステンレス鋼板部材の溶接接合により構築され、その溶接部の温水に接触する部位に隙間構造をもつ温水容器。特にその溶接部が「溶接まま」の状態で使用されるものが好適な対象となる。
(もっと読む)
液体ブリッジを介した金属移行を用いるTIG溶接又はろう付け溶接
【課題】TIG溶接プロセスにおいて品質に優れ、高い溶接速度で施工が可能な方法を提示する。
【解決手段】非消耗電極4が設けられたTIGトーチと消耗溶加ワイヤ1とを使用し、消耗ワイヤ1の一端を非消耗電極4と溶接されるべき少なくとも1つのワークピース8との間に発生させる電気アーク5によって順次溶融して、溶融金属3をワイヤ1からワークピース8へと移行させ、かくして、溶接継手6を得るアーク溶接方法に関する。その溶加ワイヤ1は、電極4の軸に対して50°未満の角度αで供給される。溶接継手6を形成する溶融金属のパドル2と溶加ワイヤ1の溶けた端との間に恒常的な接触が存在しているように、金属が液体ブリッジ3を介して溶接継手6へと移行される。
(もっと読む)
溶接部のガスパージ装置
【課題】
容器のマンホール本体に、鏡板を裏波溶接して閉止する際に、裏波溶接部分近傍に限定して容器内に不活性のガスを充填し酸素濃度を低く維持するガスパージ治具を提供する。
【解決手段】
マンホール本体内でガスパージ治具の傘部を展開して内部空間4とガスパージ領域外容器内部空間5とを区画する。その区画後においても、ガスパージ治具の傘先端キャップ
18に通気口53を設けてあるので、不活性ガスを充填しないガスパージ領域外容器内部空間5と容器外空間54とが内筒11を通して通気できる。そのため、不活性ガスを充填するガスパージ領域である内部空間4を両空間の圧力差による通気の経路とならずにすみ、よって内部空間4が通気された場合に生じる不活性ガスの内部空間4からの流出および内部空間4内への空気の流入を防止できる。このようにして不活性ガスを充填後の内部空間4内の酸素濃度の増加を防止する。
(もっと読む)
低温靱性と耐海水腐食性に優れたオーステナイト系ステンレス鋼製溶接構造物
【課題】低温靱性の改善と海水環境下での孔食を回避した高品質の溶接部を有するオーステナイト系ステンレス鋼製溶接構造物を提供する。
【解決手段】 C、Si、Mn、Ni、Cr、Mo、N、Alを所定量含有し、O、P、Sを制限し、さらに、Cu、Ti、Nb、VおよびWのうちの1種または2種以上を所定量含有し、かつ、耐食性の指標であるPIW値が35〜40の範囲にあり、フェライト量の指標であるδcal値が−6〜+4の範囲にあるオーステナイト系ステンレス鋼母材と、溶接部に形成された、C、Si、Mn、Ni、Cr、Mo、Cu、N、Alを所定量含有し、O、P、Sを制限し、Cr当量とNi当量の比(Cr当量/Ni当量)が0.85〜1.2の範囲にあり、耐孔食性の指標であるPI値が35以上である溶接金属とで構成された低温靱性と耐海水腐食性に優れたオーステナイト系ステンレス鋼製溶接構造物。
(もっと読む)
冷間加工された高強度シームレス耐食管の製造方法
【課題】シームレス管と比較して、外径が大きく、同等若しくは同等以上の品質及び性能を有し、製造コストを低減した溶接管を製造する方法を開発する。
【解決手段】耐食合金プレートを高速ロール曲げ機に供給することにより、所望の肉厚、長さ及び長手方向の継目部をした中空材を形成し、母材金属と類似する溶加材を用いて、或いは溶加材を用いずに、肉厚に渡り完全な溶け込みをするガス・タングステン・アーク溶接により長手方向の継目部を溶接する。複数の探針で溶接継目を超音波検査(UT)し、欠陥が発見された場合には、欠陥を修復或いは除去する。溶接部を圧盤でプレスし、或いは鍛造し、中空材本体を熱処理する。次に、外側と内側から酸化物の堆積分をすべて除去するために中空材をブラストし、或いは酸洗いする。中空材を冷間加工することによって高強度の耐腐食及び/又は耐浸食性のあるシームレス溶接耐食管へと完成させる。  (もっと読む)
(もっと読む)
ティグ溶接用フェライト系ステンレス鋼溶加棒
【課題】本発明は高耐食性構造用フェライト系ステンレス鋼のティグ溶接用フェライト系ステンレス溶加棒および該溶接棒を用いた溶接法を提供する。
【解決手段】質量%で,C:0.009%以下,N:0.01%以下,Si:0.25〜0.40%,Mn:0.10〜0.20%,P:0.020%以下, S:0.002%以下,Cr:18.5〜19.5%, T.Al:0.050〜0.060%,O:0.0070%以下,Mo:1.85〜1.95%,Nb:0.01〜0.30%,Ti:0.20〜0.50%, Ca:0.0005%以下、Ni,Cu,B、Vの1種または2種以上を含有し,Ti/Al<5および(Ti+Nb)/(C+N)>30の条件を満たし,残部がFeおよび不可避不純物からなることを特徴とするティグ溶接用フェライト系ステンレス鋼溶加棒。上記溶接棒を用いて、板厚0.7〜1.2mmの鋼材を重ねすみ肉の片側溶接で完全溶け込みにより安定的に裏波ビードを形成する溶接方法。
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
チャネル形状の接続部材と構造サンドイッチ板部材を溶接によって接続する方法
二枚の構造サンドイッチ板部材(10、20)を接続するために、それぞれに間に嵌合され外板(11、12、21、22)から突出する、チャネル形状の接続部材(14、24)が設けられる。二枚の板部材(10、20)は衝合され、溶接部(31、32)が外板(11、12、21、22)間で形成される。 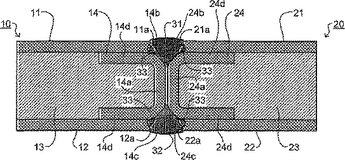 (もっと読む)
(もっと読む)
溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型突き合せ継手のままあっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材側面を相互に突き合せた継手の表面側又は裏面側の少なくとも一方に金属酸化物の粉末と溶媒とを混合してなる溶け込み促進剤を塗布及び乾燥した後に、非消耗電極方式のアーク溶接を行う溶接方法において、前記継手部の表面側又は裏面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させ、その後に、反対側の残り継手部の裏面側又は表面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させることで板厚中央部分又はその近傍部分で相互に重なり合わせる。
(もっと読む)
中性子照射材の溶接方法
【課題】溶加材と中性子照射材とが溶融してなる溶接金属内に生じるポロシティの数量を減少させると共に、その大きさを縮小させる中性子照射材の溶接方法を提供することにある。
【解決手段】溶加材(図示せず)を添加しながら中性子照射材1を溶接し、前記溶加材と中性子照射材1とが溶融してなる溶接金属2を、前記溶加材を添加せずに再溶融溶接したことにより、溶接金属2内のポロシティ3aを大気中に浮上させて、再溶融した溶接金属4内のポロシティ3bの数量を減少させると共に、その大きさを縮小させた。
(もっと読む)
ステンレス鋼の多層盛溶接構造
【課題】 厚板の開先継手に開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を施工すると共に、溶接終了後の裏面側の溶接部分に残留する引張応力を圧縮応力に改善する。
【解決手段】 ステンレス鋼の端部に開先加工を施した継手部材1,2を相互に突き合わせて、消耗電極方式あるいは非消耗電極方式のパルスアーク溶接または直流アーク溶接により溶接ワイヤを溶融させて多層盛溶接部分を形成して継手部材を溶接したステンレス鋼の多層盛溶接構造において、開先裏面から前記継手部材の板厚の1/5ないし4/5の高さまでオーステナイト系の溶接ワイヤを溶融固化させて初期裏波溶接部を形成し、その後、開先上面までマルテンサイト系の溶接ワイヤを溶融固化させて開先裏面側の溶接部およびその近傍に圧縮応力を付与したことを特徴とするステンレス鋼の多層盛溶接構造。
(もっと読む)
多層盛溶接方法及びその多層盛溶接構造物
【課題】
厚板の開先継手に必要な開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を良好に施工すると共に、溶接終了後の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に改善する又は大幅低減する。
【解決手段】
管部材又は平板部材を相互に突き合せた開先継手に、材質の異なる2種類のワイヤで積層溶接するステンレス鋼の多層盛溶接方法において、初層溶接又は仮付け溶接後の初層溶接で前記開先底部の裏面側に裏ビードを形成させる初層裏波溶接工程(初層裏ビード形成工程)と、開先裏面からの累計積層ビード高さが第1の特定範囲に到達するまで、開先継手の材質と同質系のオーステナイト系ワイヤで積層溶接する第1の積層溶接工程と、開先内の残りの溶接部分から開先上面部の最終層まで、マルテンサイト系ワイヤで積層溶接する第2の積層溶接工程とを有する。
(もっと読む)
狭開先継手の多層盛溶接方法
【課題】
厚板の開先継手の多層盛溶接の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させる。
【解決手段】
厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法。
(もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
裏波溶接方法
【課題】
狭い開先底部の裏面側に裏ビード形成が必要な開先継手に対して、非消耗性のタングステン電極によるパルスアーク溶接又は直流アーク溶接の適正施工によって裏面側に凹みのない凸形状でほぼ均一な裏ビード幅を良好に形成し得る。
【解決手段】
パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件値、あるいは前記条件値の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件値を調整又は制御し、あるいは前記直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件値を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値である4〜6mmの範囲に形成する。
(もっと読む)
溶接継手および溶接材料
【課題】溶接金属が耐応力腐食割れ性に優れている溶接継手、およびその作製に使用するのに好適な溶接材料の提供。
【解決手段】溶接金属が、質量%で、C:0.03%以下、Si:1.0%以下、Mn:0.1〜2.0%、Cr:15〜22%、Ni:8〜12%、Mo:0〜3%およびN:0.001〜0.15%を含有し、残部はFeおよび不純物からなり、不純物中のPは0.04%以下、Sは0.03%であり、さらに下記(1)式で表されるFPの値が−3から0までの範囲にあるオーステナイト系溶接金属であることを特徴とする溶接継手。
FP=Ni+30C+20N+0.5Mn−1.1Cr−1.32Mo−1.65Si+9 ・・・(1)
なお、上記(1)式中の元素記号は、各元素の含有量(質量%)を示す。
この溶接継手は、原子力発電設備の高温純水環境で用いるのに好適である。
(もっと読む)
オーステナイト系ステンレス鋼材およびその溶接継手
【課題】原子力発電プラント等における装置類、配管などでの鋼材表面の加工硬化層やHAZで発生する応力腐食割れ防止できるオーステナイト系ステンレス鋼からなる鋼材、および溶接継手を提供する。
【解決手段】(1)C:0.10%以下、Si:1.5%以下、Mn:0.1〜2.0%、Cr:20〜35%、Ni:18〜65%、Mo:0〜3%およびN:0.001〜0.15%を含有し、残部はFeおよび不純物からなり、不純物中のPが0.05%以下、Sが0.05%以下であり、かつ表層部に、肉厚中央部の硬度よりもビッカース硬さで50以上硬い加工硬化層を有するオーステナイト系ステンレス鋼材、および(2)母材が上記の組成および加工硬化層を有するオーステナイト系ステンレス鋼材であり、かつ母材表層部の溶接熱影響部に、母材肉厚中央部の硬度よりもビッカース硬さで50以上硬い硬化層を有するオーステナイト系ステンレス鋼溶接継手。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
ライニング構造
【課題】 ライニング板に接合用の受け片を設け、該受け片をライニング板の突き合わせ部分の当板(裏板)として利用することによって、金属製ライニング板を使用する際には、溶接による良好な接合が可能になると共に、ライニング施工の能率を向上させることができるライニング構造を提供する。
【解決手段】 ライニング板は、方形のライニング板本体の両側辺部に折り曲げ段部を介して形成される受け片と、前記ライニング板本体の残りの側辺部に形成される覆い片とを備え、前記ライニング板を被ライニング面上に縦方向及び横方向に配設し、縦横の方向で隣接する前記ライニング板のうち、一方の前記ライニング板の受け片上に他方の前記ライニング板の覆い片を重ねると共に、一方の前記ライニング板のライニング板本体と他方の前記ライニング板の覆い片とを突き合わせ、当該突き合わせ部分を溶接又は接着剤又はそれらの併用によって接合したことを特徴とする。
(もっと読む)
121 - 140 / 155
[ Back to top ]