
Fターム[4E001CC04]の内容
Fターム[4E001CC04]に分類される特許
41 - 60 / 105
フレーム構造体の仮付け構造、及び組立方法、並びにフレーム構造
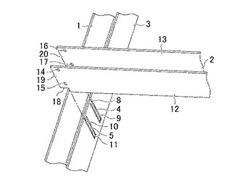
【課題】フレーム同士を溶接により接合するフレームの組立構造において、補強材や新たな設備投資なしで、手作業によるフレーム構造全体の仮付け作業を可能とし、作業時間を短縮することのできるフレームの仮付け構造、及びその組立方法を提供する。
【解決手段】断面がコの字型で側面に切込み4、5及びツメ状突起部8〜11を設けた第1のフレーム1と、断面がコの字型で側面端部が突出し、上記ツメ状突起部8〜11と係合する係合孔14〜17を設けた第2のフレーム2とを、T字状に係合させて仮付けするようにした。また、その組立構造を列車空調システムフレーム構造全体に適用するようにした。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置

【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
構造材の表面改質装置及びその方法
【課題】簡便で小型の溶接改質装置により、短期間で溶接金属の耐食性を改善することができる構造材の表面改質装置及びその方法を提供する。
【解決手段】溶接トーチ部2と表面改質トーチ部3とを有する構造材の表面改質装置1において、前記溶接トーチ部2と表面改質トーチ部3を移動可能な連結部材17により連結するとともに、前記表面改質トーチ部3は、前記溶接トーチ部2で形成された溶接金属22の表面にチタン含有溶液を噴射しアナターゼ型酸化チタン層からなる表面改質層21を形成する。
(もっと読む)
溶接積層装置、該装置の製造方法及び使用方法
本発明は、低温溶接を使用した積層装置の溶接方法に関するものである。また、該積層装置内におけるシートの蝋付けコアブロックを破壊しない溶接部を有する積層装置も記載する。また、該装置を保守するための溶接部を有する新規積層装置も記載する。  (もっと読む)
(もっと読む)
タービンエンジンブレード用の金属補強材の製造方法
本発明は、タービンエンジンブレードの前縁または後縁用の金属補強材(30)を作る方法に関し、方法は:予備成形品(26、70)が、溶加金属を受容することが可能な領域(28、72)を一端に有するように、前記予備成形品(26、70)を所定位置に位置決めする機器(60)によって、前記予備成形品(26、70)を位置決めするステップ(44)と、金属ビーズの形態で、前記領域(28)内で溶加金属を用いて表面硬化することによって、前記金属補強材(30)用の基部(39)を構築するステップ(46)と、を順序通りに含む。 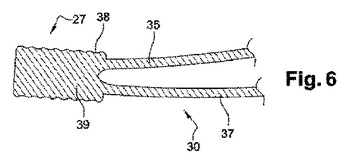 (もっと読む)
(もっと読む)
閉止水栓のシール座面を加工する方法および装置
本発明は、発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する方法に関するものであり、次の各ステップを有している。すなわち、a)水栓上側部分(16)とハウジング取付部品(32)が閉止水栓(6)のハウジング(10)から取り外され、それによってハウジング開口部(14)が解放され、b)軸受支持部(56)を有するクランプ装置(40)がハウジング開口部(14)を通して接続管または別の接続管(8a,b)へ挿入されて、その内壁(50)に固定され、c)ハウジング開口部(14)を通して軸受(64)を担持する加工機械(58)がハウジング(10)の中に挿入されて、軸受(64)により軸受支持部(56)に支承され、d)加工機械(58)によってシール座面(24a,b)で加工ステップ(B1−4)が実施され、e)加工機械(58)が軸受支持部(56)から外されて、ハウジング開口部(14)を通して取り出され、f)必要に応じてステップc)からe)が別の工作機械もしくは同じ工作機械(58)で反復され、g)クランプ装置(40)が接続管(8a,b)から外されて、ハウジング開口部(14)を通して取り出され、h)水栓上側部分(16)と取付部品(32)がハウジング(10)に取り付けられる。発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する装置は、閉止水栓(6)のハウジング開口部(14)を通って接続管または別の接続管(8a,b)へ挿入可能であるクランプ装置(40)を含んでおり、該クランプ装置は軸受支持部(56)と、接続管(8a,b)の内壁(50)と協働する固定部材(47)とを含んでおり、シール座面(24a,b)で加工ステップ(B1−4)を実行するためにハウジング開口部(14)を通してハウジングへ挿入可能な少なくとも1つの加工機械(58)を有しており、加工機械(58)は軸受支持部(56)で支承可能な軸受(64)を有している。 (もっと読む)
コンピュータ援用梁製作機械
梁加工装置は、梁を保持し、該梁の長軸周りに回転させる対向する万力組立体と、梁に沿って並進運動するよう構成する多数のガントリとを含む。ツールで梁を加工するために、各ガントリに固定する少なくとも1つのツールヘッド取付体を、備える。本装置をコンピュータ制御システムで操作可能にするために、多数のモータを備えて、選択的に、万力アセンブリを回転させ、ガントリを移動させる。 (もっと読む)
筺体における突合せ部位の接合構造および突合せ部位の接合方法
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
ステンレス鋼製パネル溶接施工貯水槽
【課題】TIG溶接による耐食性、とくに耐孔食性低下の小さいステンレス鋼素材を貯水槽パネルに用い、溶接ままの状態で上水を蓄える貯水槽への適用に好適で酸化スケール除去作業の省略による作業環境の改善とこれに要するコスト低減が可能となり、研磨やけによる耐候性低下が小さくパネルの耐候性に優れた溶接施工貯水槽を提供する。
【解決手段】貯水槽パネルの素材として、質量%で、C:0.02%以下、Si:0.1〜1%、Mn:0.4%以下、P:0.04%以下、S:0.005%以下、Ni:0.3〜2%、Cu:0.8%以下、Cr:23〜26%、Mo:0.2〜0.8%未満、Nb:0.1〜0.5%、Ti:0.15〜0,4%、N:0.025%以下、Al:0.04〜0.3%、Ca:0.002%以下に制限し、残部Feおよび他の不可避的不純物からなるフェライト系ステンレス鋼を用いることにより、TIG溶接部の耐孔食性に優れるとともに、パネル素材の表面仕上げを#300以上の研磨仕上げとしても研磨やけによる耐候性の低下が小さく、貯水槽パネルの溶接施工において貯水槽内面溶接部のスケール除去省略が図れる溶接施工貯水槽を得る。
(もっと読む)
蒸気タービンロータ、それを用いた蒸気タービン
【課題】信頼性の高い蒸気タービンロータおよび蒸気タービンを提供する。
【解決手段】Ni基超合金鍛造品Aに中空構造の鍛造品Bを溶接接合し、内面の溶接裏並みを削除し内面を平滑化し鍛造材Cと鍛造材Bをボルトで締結することを特徴とする蒸気タービンロータ。
(もっと読む)
接合されたタービン動翼部材及び接合方法
【課題】鋼とニッケル合金との融解ラインの検査の問題を克服する。
【解決手段】タービンの動翼部材10,30のための接合方法において、a)鋼から形成された第1の動翼部材10を提供するステップと、b)該第1の動翼部材10にニッケル合金バタリング層20を提供するステップと、c)ニッケル合金から形成された第2の動翼部材30を提供するステップと、d)第1の動翼部材10を第2の動翼部材30に接合するために、ニッケル合金溶接溶加材25を用いてニッケル合金バタリング層20を第2の動翼部材30に溶接するステップとを含む。
(もっと読む)
H形鋼の開先加工方法
【課題】 従来の回転カッター式の開先加工方法は、深追込み加工がされるとき多工程での切削加工を余儀なくされ加工時間の冗長を生じ、作業能率の著しい低下を招いた。また切削量が多大となるところからカッターの消耗が激しく、加工コストの大幅アップを招いた。
【解決手段】 H形鋼におけるフランジに開先加工を、ウェブに切欠き加工を行なって、上記H形鋼の端部に所要の開先加工を施すようにしたものにおいて、前記フランジaの一部とウェブbの一部または全部を溶断トーチTによる溶断加工によって行ない、残余の部分の加工を回転カッターによる切削加工によって行なうようにした。溶断トーチTとしては、プラズマガスを噴射して溶断を行なうプラズマトーチ、レーザービームを照射して溶断を行なうレーザートーチが好適である。
(もっと読む)
溶接装置
【課題】2本の金属線条物の端面同士を安全かつ短時間で容易に溶接することができる溶接装置を提供する。
【解決手段】2本の金属線条物21、22の端面同士を溶接する溶接装置を、金属線条物21、22が載置可能な断面半円状の溝16が一端から他端まで貫通する下型1と、その溝1と対向する位置に同一形状の溝17を形成した上型2とを備え、上型2の溝17の内面に溶接ワイヤ9と不活性ガスとを供給すると共に、その溶接ワイヤ9と下型1の溝16の内面との間に所定の電圧を印加することから構成する。
(もっと読む)
汚染機器の解体方法
【課題】プラズマ切断時の作業環境の改善を図る。
【解決手段】減圧したグリーンハウス3内で汚染機器1に付着している有害物質を除去した後、前記汚染機器1の内部に通じる配管取付口15に排気装置17を接続し、前記配管取付口15からプラズマ切断時に発生するガス及びスパッタを含む飛散物を排出しながら前記汚染機器1をプラズマ切断する。
(もっと読む)
油圧ショベルのアタッチメント
【課題】深い開先を取らずに、外側からの溶接のみで溶接部の未溶着をなくし、溶接部の強度を高くし、疲労強度を高くする。
【解決手段】油圧ショベル10のアタッチメント1を構成するブーム40のブーム本体41は、上板45、下板46、側板47、および、側板48をハイブリッド溶接により溶接したものである。このハイブリッド溶接はアーク溶接およびレーザ溶接のいずれか一方のみなされた場合に比べ、溶け込みを深くし得る。よって、アタッチメント1の外側からの溶接のみで、溶接部41wの未溶着をなくし得る。よって、この未溶着をなくした場合は、この未溶着がある場合に比べ、溶接部41wの強度を高くできる。したがって、この未溶着がある場合に比べ、アタッチメント1の疲労強度を高くし得る。
(もっと読む)
溶接構造物
【課題】溶接強度、すなわち、継手強度および伸びに優れた溶接構造物を提供することを目的とする。
【解決手段】本発明に係る溶接構造物1は、アルミダイカスト製部材2とアルミ展伸材製部材3とを線材を用いて溶接した溶接構造物であって、前記アルミダイカスト製部材2がAl−Mg系ダイカスト合金で形成され、前記アルミ展伸材製部材3が5000系合金または6000系合金で形成され、前記線材が5000系合金で形成されていることを特徴とする。
(もっと読む)
アルミ線用端子装置およびその製造方法
【課題】アルミ線と、銅またはステンレスなどの異種材料製の端子とを溶接接合する。
【解決手段】アルミニウム製またはアルミニウム合金製のアルミ線2と、銅またはステンレスなどの異種材料製の端子部材3とをTIG溶接によって接合する。端子部材3は、アルミ線2を収容する筒状部分3aを有する。筒状部分3aは、溶接時に溶融金属を溜める保持プールを形成するための側壁を提供する。溶融した金属は、保持プールに数秒にわたって保持される。この結果、端子部材3の材料は、少なくとも部分的に侵食溶解する。この結果、溶接金属4には、アルミ線2の材料と、端子部材3の材料とが含まれる。さらに溶接時には、溶接金属4の脆性を改善するための、銀またはシリコン等の添加金属が添加される。
(もっと読む)
オイルリング用線材
【課題】 本発明の目的は、2ピース型オイルリング用線材のオイルホールの形成に、レーザ穿孔技術を適用したときに発生するドロス等に起因した微小突起の問題を解決した、新規なオイルリング用線材を提供することである。
【解決手段】 本発明は、上下のフランジ部と該フランジ部を互いに連結するウェブ部を具備し、線材の長手方向に対する横断面が略I字形の2ピース型オイルリング用線材であって、前記ウェブ部の一方面には、横断面からみた両側にコイルエキスパンダを線接触させる曲率を持った内壁面と、横断面からみた中央部にコイルエキスパンダとウェブ部との間に空間を形成する溝部とを有し、前記溝部の底面には、ウェブ部を貫通する溶融貫通孔が形成されているオイルリング用線材である。
(もっと読む)
41 - 60 / 105
[ Back to top ]