
Fターム[4E067EB00]の内容
圧接、拡散接合 (9,095) | 特定物品 (440)
Fターム[4E067EB00]の下位に属するFターム
熱交換器 (99)
タービン (25)
レール (11)
ロール
工具 (11)
容器(タンク) (22)
めがね
装飾品 (1)
電気接点 (24)
連続鋳造品 (1)
クラッド (53)
バイメタル (1)
Fターム[4E067EB00]に分類される特許
161 - 180 / 192
摩擦溶接方法及びニッケル合金製の中間接合部分を用いた鋼及び金属アルミナイド製の構成要素
本発明は金属アルミナイド又は難溶解性チタン合金製の第一構成要素(1、3)を鋼、金属アルミナイド又は難溶解性チタン合金製の、特に鋼製の軸の第二構成要素(2)に、摩擦溶接により接合する方法に関する。前記方法によれば、ニッケル合金製の中間接合部分(4)が第一構成要素(1、3)と第二構成要素(2)との間に挿入され、そして摩擦溶接が実施される。結合層(4’)が中間接合部分(4)から生成され、両端において第一構成要素(1、3)及び第二構成要素(2)に堅固に接合される。本発明はまた前記方法により生産される、内燃機関用のターボチャージャ・ロータ及びバルブに関する。 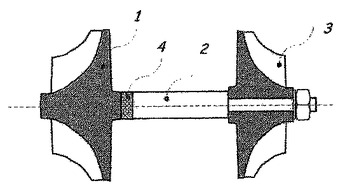 (もっと読む)
(もっと読む)
パイプまたはチューブ内に形成された楕円形状の孔内への円錐部材の慣性または摩擦溶接
摩擦溶接を用いて中空構造体を接合する方法が開示される。本発明は、円錐接触面(62)を有する第1の中空構造体(11)を楕円形状の接触オリフィスを有した第2の中空構造体に、前記円錐面を前記接触オリフィス内に配置し、前記構造体の一方を回転子、互いに押圧して溶接部を形成することによって接合する方法を提供する。本発明は、更に、本発明の方法を用いて形成されるエアバッグインフレータを開示する。 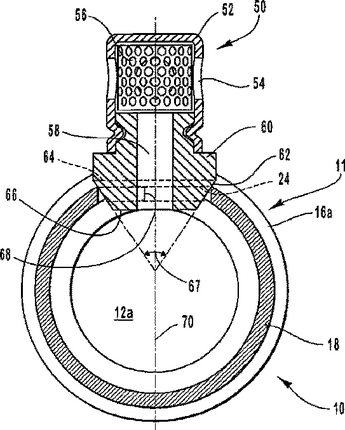 (もっと読む)
(もっと読む)
木目模様を有する合金材料及びその合金から成るクラブヘッド
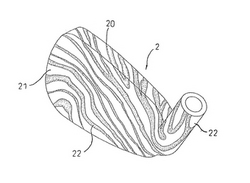
【課題】 特に表面に木目模様を有する合金材料及びその合金から成るアイアンクラブヘッドを提供すること。
【解決手段】 本発明の木目模様を有する合金材料は2種以上の異なるNiCr鋼を、無酸素の雰囲気且つ850〜1150℃の温度において重ねて溶接すると共に、加工量30〜85%の塑性加工を施し一体化することにより、木目の幅を0.2〜6.0mmとし且つ特定の硬度分布を持たせることを特徴とし、該合金材料から成るアイアンクラブヘッドは木目模様を有する合金材料(1)を加工して、所定の形状のヘッド部材(20)を形成し、該ヘッド部材(20)の前面にフェース面板(21)を設けると共に、一側上部にシャフトを連結するためのホーゼル(22)を設けることにより、表面に木目(23)を有するクラブヘッド(2)を形成することを特徴とする。
(もっと読む)
冷却手段を備えたX線ターゲット部材の製造方法およびこれにより製造されたX線ターゲット部材を備えた重金属類検出用の高出力X線発生装置

【課題】 X線ターゲット材料とヒートパイプの接合工程をイオンスパッタ、レーザーアブレーション等の物理蒸着法よりも短時間に実現する。
【解決手段】 冷却手段を備えたX線ターゲット部材の製造方法は、X線ターゲット材料W1とヒートパイプ材料W2のいずれか一方の接合面にクラスター源15からのクラスターBを照射して化合物層およびクラスター層を形成し、他方の接合面を前記クラスター層の接合面と接触させるとともに接触面を加圧および加熱するものである。
(もっと読む)
摩擦攪拌接合方法
【課題】摩擦接合によって部材を接合する場合に上下の面を同時に接合して、作業時間を短縮する。
【解決手段】第1のパネル56と第2のパネル57とを突き合わせており、前記パネルのそれぞれは、第1の板と、該第1の板の両端に接続した第2の板と第3の板と、を有しており、前記第2の板と前記第3の板とは実質的に平行であり、前記第1の板は前記第2の板および前記第3の板に実質的に直交しており、前記第1の板同士が突き合わせてあり、前記突き合わせた部分の前記第2の板の側、前記第3の板の側のそれぞれに回転工具50,50aを配置するとともに、一方の前記回転工具50の鉛直方向に他方の前記回転工具50aを配置して、2つの前記回転工具を実質的に同一速度で移動させて摩擦接合を行う。
(もっと読む)
流体制御機器または流体計測機器における蓋部材と接手との接合方法
【課題】 流体制御機器または流体計測機器における蓋部材と接手とを、抵抗溶接により拡散接合する場合において、接手内部へスパッタが入り込むことを確実に防止すること。
【解決手段】 蓋部材1との接合側における接手2の端面21に、接手2を貫通する内部穴22の開口23の周囲に突設された外側突起部25と、蓋部材1の端面11とを圧接し、接手2の端面21における外側突起部25と内部穴22の開口23との間に周状に突設された外側突起部25よりも突出高さが低い内側突起部26を、蓋部材1の端面11から微小間隔だけ離間させて端面11と向き合わせた状態で、抵抗溶接により接手2の外側突起部25と蓋部材1の端面11とを拡散接合する。
(もっと読む)
管端部の閉塞方法およびシリンダ装置
【課題】蓋部材の板厚を厚くすることなく該蓋部材を管状部材に対して円滑に摩擦撹拌接合できるようにする。
【解決手段】管部材10の一端に蓋部材11を突合せて、その突合せ部Sを回転工具6により摩擦撹拌接合する管端部の閉塞方法において、前記蓋部材11をカップ形状としてその筒状縁部14を管部材10の一端に突合せ、該筒状縁部14に、管部材10に挿入したマンドレル12の一端部の受圧部16を嵌合させる。筒状縁部14の内径を管部材11の内径よりもわずか小径にして、マンドレル12の挿脱時に管部材10の内面に傷が付くのを防止する。また、回転工具6の加圧力をマンドレル12の受圧部16に受圧させて、管部材10および蓋部材11の突合せ端部の変形を防止する。
(もっと読む)
鉄道車両用台車枠の製作方法及びその台車枠
【課題】 軽量化が可能であり、品質が向上する台車枠構造を提供する。
【解決手段】 横梁20を削り出しにより構成し、側梁10との接合部にフランジ21,21を形成する。前記横梁20にアルミ製の側梁10を摩擦攪拌接合方法により接合する。本構造とすることにより、高応力の発生する受の根元を母材とすることが可能となり、台車枠素材をアルミ化することが可能となることから、台車枠を軽量化できる。また溶接量が減少することから、台車枠品質が向上する。
(もっと読む)
摩擦接合方法
【課題】摩擦接合によって部材を接合する場合に上下の面を同時に接合して、作業時間を短縮する。
【解決手段】第1のパネル56と第2のパネル57とを突き合わせており、前記パネルのそれぞれは、第1の板と、該第1の板の両端に接続した第2の板と第3の板と、を有しており、前記第2の板と前記第3の板とは実質的に平行であり、前記第1の板は前記第2の板および前記第3の板に実質的に直交しており、前記第1の板同士が突き合わせてあり、前記突き合わせた部分の前記第2の板の側、前記第3の板の側のそれぞれに回転工具50,50aを配置するとともに、一方の前記回転工具50の鉛直方向に他方の前記回転工具50aを配置して、2つの前記回転工具を実質的に同一速度で移動させて摩擦接合を行う。
(もっと読む)
鉄道車両用台車枠
【課題】 軽量化が可能であり、品質が向上する台車枠構造を提供する。
【解決手段】 中空形材により横梁20を構成する。横梁20は一体成形されたフランジ22,23を有する。前記フランジ22,23にアルミ鍛造の機器取付受部材40を摩擦攪拌接合方法により接合する。本構造とすることにより、高応力の発生する機器取付受部材の根元を母材とすることが可能となり、台車枠素材をアルミ化することが可能となることから、台車枠を軽量化できる。また溶接量が減少することから、台車枠品質が向上する。
(もっと読む)
AlまたはAl合金接合体の製法
【課題】 AlまたはAl合金材を接合する際に、接合界面を拡散接合によって確実且つ強固に接合一体化することのできる方法を開発すること。
【解決手段】 接合すべきAlまたはAl合金材の接合面側に、相対密度40〜90%の低密度領域を好ましくは厚さ1mm以上設け、該低密度部を合わせて拡散接合することにより、接合面の母材を大きく変形させて清浄面を露出させ、同時に界面の酸化物を微細に破砕して微分散させることにより、強固に接合一体化する。
(もっと読む)
超音波溶接方法、超音波溶接装置及び導体ユニット
【課題】他の電気部品などと短絡することを防止できかつ熱に弱い材質から第1及び第2金属を構成することができる超音波溶接方法、超音波溶接装置及び導体ユニットを提供する。
【解決手段】超音波溶接装置10は超音波溶接機11と冷却機構12を備えている。超音波溶接機11は互いの間にめっき層6が形成された金属片2と芯線7とを挟むチップ14とアンビル15とを備えている。冷却機構12はチップ14とアンビル15との間に挟まれた金属片2及び芯線7を冷却する。超音波溶接装置10はめっき層6に芯線7を重ねてチップ14とアンビル15との間に金属片2と芯線7とを挟み、冷却機構12で冷却しながら、超音波溶接機11がめっき層6が溶融する強さの超音波振動を付与する。
(もっと読む)
金属機械部品の液相拡散接合方法および金属機械部品
【課題】 従来の液相拡散接合法に比べて接合時間の短縮化が可能であり、従来の抵抗溶接法、高周波溶接、固相接合法に比べて接合部全面にわたって接合組織の均一化および引張強度、疲労強度等の継ぎ手品質・信頼性の向上を達成し、継ぎ手部の品質と生産性に優れた金属機械部品の液相拡散接合方法およびそれを用いて組み立てた金属機械部品を提供する。
【解決手段】 金属材料の開先面に液相拡散接合用の非晶質合金箔を介在させ、一次接合として、高周波溶接法、または、非拡散型固相接合法により前記非晶質合金箔と前記金属材料とを加熱圧接して継ぎ手部を形成し、次いで、二次接合として、前記継ぎ手部を前記非晶質合金箔の融点以上に再加熱した後、保持して前記継ぎ手部の凝固過程を完了させる液相拡散接合を行うことを特徴とする金属機械部品の液相拡散接合方法。
(もっと読む)
リンクロッドの製法
【目的】摩擦撹拌接合の信頼性を高めて生産効率よくリンクロッドを製造する。
【構成】リング部と取付突条15を有するブラケット用素材14をブラケット複数個分の長さに押出成形し、取付突条15の先端側を上下に段部7a,7aが形成された嵌合突部17とする。アーム部2は平行する一対の第1の面20,第2の面21とこれらを直交して連結する第3の面22を有する略I字状断面に押し出して定尺カットしたものであり、第3の面22の端部に切り欠き部23を形成する。この切り欠き部23に嵌合突部17を嵌合すると、アーム部2の端部2aにおける第1の面20及び第2の面21の各端部が段部7a,7aへ重なり立壁部17bへ突き合わさる。この突き合わせ部6の近傍部表面は面一の工具移動面になり、内側は嵌合突部17により変形しないように支持されるので、突き合わせ部6に沿って摩擦撹拌接合できる。
(もっと読む)
オフセットリンク及びその製法
【目的】オフセットリンクを押し出し材を用い、かつ塑性加工をせずに形成する。
【構成】アーム部2の長手方向両端にブラケット4を互いにオフセットさせて結合するオフセットリンクを製造する。予め複数個分のブラケットを形成するためのブラケット用素材14を押出成形して対向配置し、その間に長手方向両端2a及び2bを斜めにカットしたアーム部2を斜めにして複数本横並びに配置し、左右の取付突部15と両端2a及び2bを突き合わせて結合し、その後ブラケット用素材14ブラケット4の幅でカットする。
(もっと読む)
円形内面の接合層形成方法
【課題】焼付きの問題を起すことなく良好に機能材料をコーティングすることができる円形内面へのコーティング方法を提供する。
【解決手段】外側構造体10の円形内面12に予めパイプ状となした機能材料を内側パイプ26として嵌合状態に挿入しておき、内側パイプ26の軸方向端面に対して、円盤状の回転加圧部16を有する回転加圧工具14のテーパ面18を回転させつつ加圧下に押し付けて内側パイプ26を摩擦発熱により加熱軟化させ、更に回転加圧部16を回転させつつ軸方向に進行させて、内側パイプ26を軸方向及び半径方向外側に塑性流動させ、円形内面12に接合層28を形成及び接合する。
(もっと読む)
ダブルスキン形材の摩擦撹拌接合方法
【課題】 ダブルスキン形材を摩擦撹拌接合操作にて突き合わせ接合するに際して、中空部内面側における未接合部乃至はキッシングボンドの発生を有利に防止すると共に、バリの発生をも効果的に抑制して、健全な接合部を形成し得る、ダブルスキン形材の摩擦撹拌接合方法を提供すること。
【解決手段】 互いに対向する面板22,24を有するダブルスキン構造の中空形材20a,20bを、各面板22,24の端面同士において突き合わせて、突合せ部28,30を形成せしめた後、互いに対向する第一及び第二のショルダ面12,14とプローブ16とが、同軸的に且つ一体回転可能に配されてなる摩擦撹拌接合工具18を用いて、所定の条件を満たすように、摩擦撹拌接合操作を実施するように構成した。
(もっと読む)
プレス成形用ブランク材の製造方法並びにそれによって得られるプレス成形用ブランク材
【課題】 複数の金属板が一体接合されてなるプレス成形用ブランク材を、優れた接合品質、生産性、及びプレス成形性をもって、より低コストに製造可能な技術を提供する。
【解決手段】 複数の金属板12,14のうちの一つの金属板12の一方の面側のみに、それらのうちの他の金属板14を位置せしめた状態で、複数の金属板12,14のそれぞれの被接合部位48,50を、互いに接触させて又は所定の間隙を介して重ね合わせる一方、該一つの金属板12の他方の面側のみに、圧接用コイル18を対応位置せしめた後、該圧接用コイル18に瞬間大電流を流すことにより、該複数の金属板12,14を、該被接合部位48,50同士において瞬間的に相互に圧接せしめて、一体化するように構成した。
(もっと読む)
ピストンおよびその製造方法
高荷重ディーゼルエンジンの用途のために特に適合されるピストンは、円周上に延在する接合面を有する別個の部分から製作され、接合面は、結合前に、接合面の結合が可能なほど十分な高温に加熱され、その後、接合面が互いに接触して捻じられ、接合面のインターフェイスにおいて恒常的な金属溶接を達成する。  (もっと読む)
(もっと読む)
接合部材のろう接方法及びろう接装置
【課題】 マイクロマシンや精密電子機器を構成するマイクロ部品の接合に好適なろう接方法を提供する。
【解決手段】 複数の接合部材のろう接方法において、前記複数の接合部材の各々の接合端面に、ろう接用の金属層を形成する金属層形成工程(ステップS2)と、前記金属層が形成された前記接合端面どうしを、所定の押圧力で突き当てる突き当て工程(ステップS4)と、前記金属層を通電加熱することにより、前記金属層どうしの接触面を全面にわたって電気的な接触状態にするための第一の通電工程(ステップS6)と、この第一の通電工程の後に、前記金属層の各々を通電加熱によって溶融させ、前記接合部材を接合するための第二の通電工程(ステップS7)とを有する。
(もっと読む)
161 - 180 / 192
[ Back to top ]