
Fターム[4E067EB00]の内容
圧接、拡散接合 (9,095) | 特定物品 (440)
Fターム[4E067EB00]の下位に属するFターム
熱交換器 (99)
タービン (25)
レール (11)
ロール
工具 (11)
容器(タンク) (22)
めがね
装飾品 (1)
電気接点 (24)
連続鋳造品 (1)
クラッド (53)
バイメタル (1)
Fターム[4E067EB00]に分類される特許
21 - 40 / 192
金属部品の組立て装置および方法
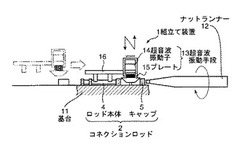
【課題】エンジンのコンロッドのように、複数の部材が締結部材で締結されることで1つの環(リング)状の部品となり、その複数の部材にクラッキングによって分割されたものを用いることで、破断面の凹凸を利用して、簡単に接合面の面ずれを防止し、コストダウンや軽量化を実現するようにした金属部品の組立てにあたって、該金属部品がスチール等の延性を有する材料から成る場合でも、分離荷重の低下を抑え、疲労限界を大きくする。
【解決手段】分割されたロッド本体4とキャップ5とを、仕上げ加工にあたって仮組みする際に、超音波振動手段13によって超音波振動を与えつつ、ナットランナー12でナットの締付けを行う。したがって、ブラハ効果および部材間の摩擦の低減によって、僅かな押圧力で部材同士を押圧するだけで、接合面は発熱して軟化し、完全一致に近い状態で締結でき、部材間の接触面積の低下による分離荷重の低下を抑え、疲労限界を大きくできる。
(もっと読む)
サスペンション部品用素形材、サスペンション部品用素形材の製造方法および棒状複合材

【課題】高い耐食性を確保しつつ軽量化を図ることが可能なサスペンション部品用素形材を提供すること。
【解決手段】棒状部1の両端にエンド部2,2を接合してなるサスペンション部品用素形材Sであって、棒状部1は、棒状の芯部1aと、芯部1aの外周面を被覆する被覆層1bとを備えており、芯部1aは、被覆層1bよりも強度の高いアルミニウム合金からなり、エンド部2および被覆層1bは、芯部1aよりも耐食性の高いアルミニウムまたはアルミニウム合金からなることを特徴とする。
(もっと読む)
接合方法およびその利用
【課題】対向する一対の接合部材の間に被狭持部品を挟み込み、該接合部材と被狭持部品との間の高い密閉性を有して該一対の接合部材同士を強固に接合する方法を提供すること。
【解決手段】本発明により提供される方法では、対向する側に形成された対向面部12,22と該対向面部から突出した突出部14,24とを備える一対の接合部材10,20を用意し、対向面部12,22の間に被狭持部品30の少なくとも一部が挟み込まれ突出部14,24が互いに対向するように前記接合部材10,20を配置する。次に、該配置した接合部材10,20を相互に接近させ、被狭持部品30と対向面部12,22との間に所定の隙間が生じている状態で突出部14,24の少なくとも先端部分同士を接合する。その後、前記接合部材10,20に圧力を加えて、前記隙間が無くなる状態まで前記接合部分を塑性変形させて圧縮する。
(もっと読む)
接合方法、接合体および光学素子
【課題】2つの基板同士を高い寸法精度で強固に接合可能であるとともに、接合後に、接合界面に生じた残留応力を低減しつつ接合体を所定の形状に矯正し得る接合方法、およびかかる接合方法により2つの基板同士を高い寸法精度で強固に接合してなる接合体および光学素子を提供すること。
【解決手段】本発明の接合方法は、第1の基板2および紫外線に対して透過性を有する第2の基板4を用意し、第1の基板2の表面上に、プラズマ重合法により接合膜3を成膜する工程(第1の工程)と、接合膜3にエネルギーを付与する工程(第2の工程)と、接合膜3を介して第1の基板2と第2の基板4とを接合し、接合体5を得る工程(第3の工程)と、接合体5に対して、第2の基板4側から紫外線を照射する工程(第4の工程)と、2つの定盤7で接合体5を表裏から押圧した状態で保持することにより、接合体5の形状を平板状に矯正する工程(第5の工程)とを有する。
(もっと読む)
接合方法、接合体および光学素子
【課題】2つの基板同士を強固に接合して、製造時と実使用時での温度が異なっていても、残留応力の発生を抑制し、実使用時に高い寸法精度を維持し得る接合体を製造可能な接合方法、およびかかる接合方法により2つの基板同士を高い寸法精度で強固に接合してなる接合体および光学素子を提供すること。
【解決手段】本発明の接合方法は、第1の基板2および紫外線に対して透過性を有する第2の基板4を用意し、第1の基板2の表面上に、プラズマ重合法により接合膜3を成膜する工程と、接合膜3にエネルギーを付与する工程と、接合膜3を介して第1の基板2と第2の基板4とを接合し、接合体5を得る工程と、接合体5に対して第2の基板4側から紫外線を照射する工程と、接合体5の温度を、製造後の接合体5が使用される際の実体温度に維持しつつ、2つの定盤7で接合体5を押圧した状態で保持することにより、接合体5の形状を平板状に矯正する工程とを有する。
(もっと読む)
接合構造及びその製造方法
【課題】
基板配線への端子の超音波接合において、端子端部直下の基板配線に力が集中し、同部において配線の掘削や亀裂の発生が起こる恐れがある。
【解決手段】
基板110上の端子113に端子120を超音波接合した接合構造において、端子120端部と配線113との間に樹脂層150を設けた接合構造とすることにより、端子120と配線113との直接の接触を妨げ、超音波接合時の力を緩和して配線113に掘削や亀裂の発生を防止する。
(もっと読む)
摩擦攪拌接合による鉄道車両用構体の製造方法
【課題】作業の手間を軽減させた摩擦攪拌接合による鉄道車両用構体の製造方法を提供すること。
【解決手段】第1面板11同士及び第2面板12同士でそれぞれ突き合わせた、傾斜面からなる接合端面11m,11n,12m,12nの接合部分について、第1面板11側及び第2面板12側両方の全長にわたって隙間Pが生じないように、ダブルスキンパネル10を幅方向に荷重をかけた状態で固定し、その接合部分を摩擦攪拌接合用工具150の一対の回転体151,152によって挟んで押さえ込み、長手方向に沿って回転移動する攪拌軸153によって摩擦攪拌して接合する摩擦攪拌接合による鉄道車両用構体の製造方法。
(もっと読む)
円筒形状物体のろう付けあるいは拡散接合による接合方法
【課題】本発明の課題は、HIP法のような大掛かりな設備を必要としないで同心円状に重なる関係にある金属製の内筒と外筒とを一体化するための新規な加熱接合方法を提示すること、また、剛性の高い素材同士の接合を可能とする手法を提示することにある。
【解決手段】本発明の内筒部材と外筒部材の接合方法は、接合させる内筒部材の外面を設計形状に加工するステップと、内筒部材の外面にろう材を載せるステップと、接合させる外筒部材内に内筒部材を嵌合させるステップと、C/C材からなるホルダーを外筒部材に被せるステップと、入れ子状になった内筒部材と外筒部材とホルダーをろう材の溶融温度以上に加熱し、内筒部材と外筒部材とホルダーの熱膨張率の差に起因する接触圧を印加させるステップと、冷却してホルダーから部材を取り出すステップとからなるものとした。
(もっと読む)
無酸素銅スパッタリングターゲット材及び無酸素銅スパッタリングターゲット材の製造方法
【課題】大型基板へ成膜でき、電極配線の電気抵抗の低減に対応できると共に、均一なスパッタリングができる大型サイズの無酸素銅スパッタリングターゲット材及び無酸素銅スパッタリングターゲット材の製造方法を提供する。
【解決手段】本発明に係る無酸素銅スパッタリングターゲット材1は、純度が3N以上の無酸素銅からなる第1の板材20及び第1の板材20と同一材料から構成される第2の板材22と、第1の板材20と第2の板材22との間に第1の板材20及び第2の板材22から形成される接合部10とを備え、第1の板材20及び第2の板材22並びに接合部10はそれぞれ、平均結晶粒径が0.02mm以上0.04mm以下の平均結晶粒径を有する。
(もっと読む)
ショックアブゾーバーと該ショックアブゾーバーの製造方法
【課題】摩擦圧接接合によりシリンダーの接合部の内壁面の内面バリが剥離してフリーピストンの気密性が低下することを防止する。
【解決手段】ショックアブゾーバー1のシリンダー7を成すシリンダー本体8とシリンダーキャップ9との接合部7bの内壁面7b’に形成される内面バリ13を、シリンダー7の内壁面7a、シリンダーキャップ9の内壁面9aと内底部11、及び該シリンダーキャップ9の内底部11の逆円錐台形状のリブ12から形成される空間14内に位置させることで、剥落した内面バリは該空間内に留まりフリーピストン側への進出を阻止するので、フリーピストン及びシリンダーの内壁面に損傷を与えず気密性を確保できるので、入力荷重の減衰を長期間に亘り維持できる。
(もっと読む)
ダブルスキンパネルの接合方法および構造体の製造方法
【課題】寸法精度を緩和させたダブルスキンパネルの接合方法および構造体の製造方法を提供すること。
【解決手段】最端に位置する端部リブ13a,13bの基点から上面板11及び下面板12の面内方向外側に突き出した接合端部を備える一対のダブルスキンパネル10A,10Bについて、上側接合端部11a,11b同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下側接合端部12a,12b同士は、重ね合わせてアーク溶接などで接合するものであって、摩擦攪拌接合では、接合する一対の上側接合端部11a,11bの突き出し量を異なる長さにし、長さの短い上側接合端部11bを、摩擦攪拌接合を行う摩擦攪拌接合用工具の並進送りによる相対運動と回転による相対運動との向きが一致する側(Advancing Side)に配置させるようにしたダブルスキンパネルの接合方法。
(もっと読む)
複合材の製造方法
【課題】拡散接合層を介して接合用部材を接合させる際に接合不良が生じるのを抑制して、その後のプレス加工工程において不良品の発生率が上昇したり、プレス加工品の耐久性が低下したりするのを防止できる複合材の製造方法を提供する。
【解決手段】接合用部材の接合面に形成した拡散接合層の表面を、接合に先立って酸またはアルカリによって洗浄した後、前記拡散接合層を介して接合用部材を接合させる。または接合用部材の接合面に拡散接合層を形成し、防錆処理をしたのち168時間以内に、前記拡散接合層を介して接合用部材を接合させる。
(もっと読む)
多層燃料チャネルおよび多層燃料チャネルの加工方法
【課題】 原子炉のための実施例に従った燃料チャネル(400)は、多層構造の細長い空洞のボディを有する。
【解決手段】 多層構造は、コア層(104)と、コア層に金属組織学的に結合された少なくとも一つのクラッド層(102)とを含んでもよい。コア層(104)および少なくとも一つのクラッド層(102)は、異なる組成を有した合金である場合がある。例えば、コア層(104)は、少なくとも一つのクラッド層(102)に比べて、対照射成長耐性および/または対照射クリープ耐性を有し、また少なくとも一つのクラッド層(102)は、コア層(104)よりも、対水素吸蔵および/または腐食に対するより高い耐性を有していてもよい。従って、燃料チャネル(400)の歪曲は減少または抑制するので、制御ブレードの動きの妨げを減少または抑制する。
(もっと読む)
自動車用ホイール
【課題】ハブボルト挿通孔回りの変形、特に挫屈してしまうことを防止することが出来るアルミニュームで製造された自動車用ホイールの提供。
【解決手段】アルミニューム製の自動車用ホイールにおいて、ディスク(2)取付用のボルト孔(4)がインサート(40、402〜407)に形成されており、該インサート(40、402〜407)はアルミニュームと別素材で構成されており、ディスク(2)を構成するアルミニューム(鋳造アルミニューム、鍛造アルミニューム)に摩擦圧接により接合されている。
(もっと読む)
中空部を有する部材の摩擦攪拌接合方法
【課題】中空部と中空部以外の部分を有する部材同士を摩擦攪拌接合することができ、かつ、中空部の断面形状を確保すると共に、両部材の中空部同士を正確に接続できるようにすること。
【解決手段】それぞれ当接面に中空部である連通路30が開口する2つの部材の開口端同士が対向するように当接面を当接し、当接面の外面側から両部材の当接部に沿って移動する回転ツール3を有する摩擦攪拌接合工具を用いて摩擦攪拌接合する中空部を有する部材の摩擦攪拌接合方法において、中空部である連通路30又は連通路30と該連通路30に連通する凹所19を回避すべく回転ツールの攪拌ピン3aの摩擦攪拌接合をする深さを中空部(連通路30又は連通路30と該連通路30に連通する凹所19)の外側形状に追随して変化させて、両部材同士の上記中空部(連通路30又は連通路30と該連通路30に連通する凹所19)及び中空部以外の部分を摩擦攪拌接合する。
(もっと読む)
摩擦スタッド接合装置およびその吸着パッド
【課題】 摩擦スタッド接合装置を、高い吸着力によってワーク表面に固定することができ、非常時にもその吸着力が維持される吸着パッド等を提供する。
【解決手段】 吸着パッド10は、摩擦スタッド接合法にてワークBの表面にスタッドボルトを接合する摩擦スタッド接合装置を、上記ワークBの表面に固定するための手段である。ワークBの表面に対向配置されるパッド本体11の前面部分から空気を排出するための通常排気経路20と、非常時に上記前面部分から緊急排気を行う緊急排気経路30とを設ける。
(もっと読む)
摩擦スタッド接合装置およびその吸着パッド
【課題】 摩擦スタッド接合装置を、高い吸着力と摩擦力とをともなってワーク表面に固定することができる吸着パッド等を提供する。
【解決手段】 吸着パッド10は、摩擦スタッド接合法にてワーク表面にスタッドボルトを接合する摩擦スタッド接合装置を、上記ワークの表面に固定するための手段である。ワーク表面に対向配置される前面部分に、真空ポンプと接続される吸気孔17を設け、その周囲に、上記前面部分と上記ワークとの間を密封する気密材14を設けるとともに、当該気密材14とは別に滑り止め部材15を取り付ける。
(もっと読む)
軸箱支持装置用軸ばね座及びその製造方法
【課題】二つのアルミ部材の接合により製造可能にする構造の軸箱支持装置用軸ばね座及びその製造方法を提供する。
【解決手段】軸箱支持装置用軸ばね座は、台車枠を弾性支持するコイルばねを案内するパイプ形状からなる第1アルミ部材1と板状からなる第2アルミ部材2とを備え、第1アルミ部材1と第2アルミ部材2との嵌合面は摩擦撹拌接合により接合される。第1アルミ部材1の嵌合部7はパイプに対してフランジ状に形成されており、第2アルミ部材2には、嵌合部7が丁度嵌合可能な嵌合孔部9が形成されている。嵌合部7と嵌合孔部9とは、上側が大径で下側が小径となる階段状に形成されているので、第1アルミ部材1に作用する軸方向の荷重を受け止めることができる。また、撹拌部5の位置は、上下で径方向内外にずれているので、摩擦撹拌接合の影響を径方向にずらすことができ、接合強度を向上させることができる。
(もっと読む)
ピストンヘッドとピストンヘッド部材
【課題】 従来のピストンヘッドは突起が平面又はほぼ平面であるため接合されにくく、接合不十分であるため分離してしまい、ピストン本体に溶接できないことがあった。
【解決手段】 ヘッド部材の中央部にリング状の接合突部を突設し、二つのヘッド部材の接合突部の頂部同士を突合わせて拡散接合してある。前記接合突部は裾広がりにし、頂部を幅の狭い平面状にしてある。拡散接合された二つのヘッド部材の接合部の外周に異物が付着している。ヘッド部材はその閉塞面の中央部に接合突起がリング状に突設されている。接合突起は裾広がりであり頂部が幅の狭い平面状である。
(もっと読む)
はんだ鏝用鏝先及びその製造方法
【課題】銅製の鏝先本体部と銅−鉄合金製の鏝先先端部とが継ぎ目なく一体化された焼結体からなる鏝先を得る。
【解決手段】鏝先1が、蓄熱及び伝熱のための銅製の鏝先本体部2と、濡れ面形成のための銅−鉄合金製の鏝先先端部3と、これらの鏝先本体部2と鏝先先端部3との間に介在する接合部4とで形成されていて、この接合部4が、銅粉末4aを加圧成形して銅の融点以下の温度で焼き固めた焼結体としての形態を有することにより、この接合部4を介して上記鏝先本体部2と鏝先先端部3とが焼結時の拡散接合により一体化されている。
(もっと読む)
21 - 40 / 192
[ Back to top ]