
Fターム[4E068CE02]の内容
レーザ加工 (34,456) | レーザ光と加工物の相対移動 (3,368) | 2軸走査型 (2,156) | 照射系移動 (1,197)
Fターム[4E068CE02]の下位に属するFターム
照射系揺動 (705)
Fターム[4E068CE02]に分類される特許
101 - 120 / 492
レーザ切断装置

【課題】固体レーザやファイバレーザによる被切断材の切断可能厚さを向上させることができ且つ該被切断材を二次元的に切断することができるレーザ切断装置を提供する。
【解決手段】レール31に沿って走行可能に構成された走行台車32と、走行台車の走行方向とは直交する方向に横行可能に構成された横行台車33と、前記横行台車に搭載されたレーザ発振器11とノズル3を有するレーザトーチ12と、レーザ発振器からレーザトーチのノズルの間に構成された光学系と、レーザトーチ12に接続された酸素ガス供給系、を有し、レーザ発振器から出射されたレーザビームを光学系を介してリング状のビームに形成してレーザトーチのノズルから被切断材4に向けて照射すると共に酸素ガス2をノズルから被切断材に向けて噴射することで被切断材を切断する。レーザトーチ12に反射光の漏洩を防ぐカバー36を設ける。
(もっと読む)
描画制御装置、レーザ照射システム、描画方法、描画プログラム、及び記憶媒体

【課題】描画時間を短縮して、明度を反転させた形状を描画することができる描画制御装置、レーザ照射システム、描画方法、描画プログラム、及び記憶媒体を提供する。
【解決手段】塗潰しストローク生成部136が、描画領域を塗潰す複数のストロークである塗潰しストロークを生成する。形状ストローク生成部138が、描画領域に形成される形状のストロークである形状ストロークを生成する。第1検知部140が、塗潰しストロークと形状ストロークとの重複部分を検知する。更新部142が、塗潰しストロークから重複部分を除去して描画ストロークに更新する。描画命令生成部144が、描画ストロークに含まれる各ストロークを描画する描画命令を生成する。描画制御部146が、描画命令を用いて、サーマルリライタブル媒体にエネルギーを伝達して可視情報を描画するレーザ照射装置を制御し、サーマルリライタブル媒体上に描画ストロークを描画させる。
(もっと読む)
レーザ溶接方法
【課題】肉厚が変化する断面形状を有する部材をレーザ溶接により突合せ溶接する場合に、レーザパワー及び溶接速度を制御して溶け残りを生じさせなく、品質の高いレーザ溶接を施工できるレーザ溶接方法を提供する。
【解決手段】肉厚が変化する突合せ溶接面形状を有する部材の突合せ溶接を行うレーザ溶接方法であって、溶接線に沿って、肉厚の状態及び変化に対応して区分分けし、薄肉の区分ではレーザパワーを所定値に維持して溶接速度を増大させ溶け残りが生じない溶込み深さが得られる様にし、又肉厚が変化する区分、又は厚肉の部分では、溶接速度を減少させレーザパワーを肉厚変化に追従させ変化させ溶け残りが生じない溶込み深さが得られる様にする。
(もっと読む)
トリミング装置、トリミング方法、及び加飾部品の製造方法
【課題】余剰領域の切除に掛かる時間を短縮することができるとともに、余剰領域の切除を容易に行うことができるトリミング装置を提供すること。
【解決手段】トリミング装置20は、支持手段21、光学制御式レーザー照射装置22a〜22c及び移動制御手段40を備える。支持手段21は、ワーク2における被加飾領域4とは異なる領域を支持する。光学制御式レーザー照射装置22a〜22cは、被加飾領域4の外形線に沿ってレーザーL1〜L3を照射することにより、余剰領域11a,11bを切除する。移動制御手段40は、レーザーL1〜L3の照射距離を一定範囲に保持するために、光学制御式レーザー照射装置22a〜22cをワーク2に対して接近または離間させる制御を行うとともに、支持手段21に支持されたワーク2の位置を変位させる制御を行う。
(もっと読む)
レーザ加工装置
【課題】 直径が小さな円筒状の加工対象物の表面をレーザ加工する場合であっても、簡単な構成で、レーザ光の焦点が加工対象物の適正位置になるように制御する。
【解決手段】 X軸方向に延びた円筒状の加工対象物OBに対して、加工用ヘッド10からZ軸方向に加工用レーザ光を照射するとともに、サーボ用Z軸方向光ヘッド20からサーボ用レーザ光をZ軸方向に照射し、フォトディテクタ118に映し出される加工対象物OBの射影の位置により加工対象物OBのY軸方向のずれを検出する。Y軸方向サーボ回路162等は、このY軸方向のずれに応じて、サーボ制御により対物レンズ112をY軸方向に駆動する。遅延回路164は、前記Y軸方向サーボ制御の信号を遅延して、対物レンズ112をZ軸方向に駆動する。
(もっと読む)
レーザ加工装置
【課題】 加工対象物に、複数の加工跡がランダムに形成されるようにする。
【解決手段】 加工対象物OBをセットしたテーブル21を回転させるとともに、加工ヘッド30から出射されたレーザ光により加工対象物OBに形成されたレーザスポットを、テーブル21に対して相対的にテーブル21の半径方向に移動させた状態で、レーザ光源31からパルス列状の加工用レーザ光が出射されるようにレーザ光源31を駆動して、加工対象物OBに、テーブル21の半径方向に沿うとともに、テーブル21の回転方向に沿った複数の加工跡を形成する。そして、テーブル21の半径方向に沿って形成される複数の加工跡の間隔、テーブル21の回転方向に沿って形成される複数の加工跡の間隔、及び形成される複数の加工跡の大きさのうちの少なくとも1つの要素を、ランダムに変化させる。
(もっと読む)
レーザー加工方法、被加工物の分割方法およびレーザー加工装置
【課題】加工痕における光吸収が低減されるレーザー加工を行えるレーザー加工方法を提供する。
【解決手段】光源からのパルスレーザー光の照射状態を変調させることによって被加工物の表面における照射範囲を変調させることにより、第1の方向に連続する部分を有するが、第1の方向に垂直な断面の状態が第1の方向において変化する被加工領域を形成する。具体的には、パルスレーザー光の単位パルスごとのビームスポットが第1の方向に沿って離散する照射条件でパルスレーザー光を走査するか、パルスレーザー光の照射エネルギーを変調させつつパルスレーザー光を第1の方向に走査するか、それぞれに第1の方向に対し所定の角度を有する第2の方向と第3の方向へのパルスレーザー光の走査を交互に繰り返すことによって、被加工物におけるパルスレーザー光の走査軌跡を第1の方向に沿った分割予定線と繰り返し交互に交差させるかのいずれかで実現される。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】2つのレーザ光による加工跡が均一になるように2つのレーザ光の強度を調整することができ、2つのレーザスポットの位置が設定された値になるように調整できるレーザ加工装置及びレーザ加工方法の提供。
【解決手段】レーザ光源と、固定手段と、回転手段と、照射位置移動手段と、レーザ光の偏光方向を出射されたレーザ光の光軸に対して変化させる偏光方向変化手段と、偏光方向変化手段により偏光方向が変化されたレーザ光を2つのレーザ光に分離させる偏光ビームスプリッタと、2つのレーザ光の光軸を平行からずらして合成する光学系と、光学系で合成された2つのレーザ光を集光させる対物レンズと、加工対象物に形成された加工跡に非加工強度のレーザ光を照射したときの反射光の特性を加工跡の特性として検出する特性取得手段とを有するレーザ加工装置である。
(もっと読む)
レーザ加工機の加工ヘッド
【課題】高速移動位置決め時のノズルユニットとワークとの衝突時における加工ヘッドの破損を防止可能なレーザ加工機の加工ヘッドの提供。
【解決手段】被加工材に対してX、Y2軸方向に相対的に移動位置決め自在かつZ軸方向に昇降位置決め自在のレーザ加工機の加工ヘッド1にして、加工ヘッド本体にアシストガス噴射ノズルを備えたセンサヘッド組立体13を設け、該センサヘッド組立体に下方に凸の曲面形状を有するセンサヘッド保護カバー19を備えたセンサヘッド保護手段15を着脱交換自在に設け、前記加工ヘッドと前記被加工材の端部または被加工材上面側の立ち上がり部とが衝突した際に、センサヘッド保護手段が前記被加工材の端部または立ち上がり部に乗り上げて前記加工ヘッドをZ軸上方へ強制的に移動させて衝突部を通過することにより衝突時の衝撃を緩和することを特徴とするレーザ加工機の加工ヘッド。
(もっと読む)
レーザ加工装置、レーザ加工方法、板金部材
【課題】 板材から所定の輪郭形状を備える製品を切り出す際、製品の輪郭となる切断面の複数個所を切断せずに残して板材と製品を「ミクロジョイント」で繋いでいる。ミクロジョイントを切断して製品と板材を分離すると、「ジョイントバリ」が残る。
【解決手段】 板状部材3である被加工物に対して、レーザ照射により形成されたレーザ加工軌跡4aにより板状部材3と区分された製品2を、輪郭形状の一部においてレーザ照射を停止することにより形成したジョイントによって板状部材3に保持した板金部材において、レーザ加工軌跡4aを介して板材3に対向する製品2の端面に対して製品2の内側方向に食い込んだ形状の食い込み部にジョイントを形成し、製品2の端面から食い込み部にかけてカーブを形成することとした。
(もっと読む)
レーザー加工装置
【課題】複数のレーザー発振源のうちのいずれかのレーザー発振源に異常が生じ、レーザービームの発振ができなくなった場合であっても、装置の大型化を抑えつつ、ワーク全体にレーザー加工を施すこと。
【解決手段】本発明のある実施の形態において、レーザ加工装置1が備えるレーザー照射手段60は、2つの第1,第2のレーザー発振源61a,61bと、第1,第2のレーザー発振源61a,61bから発振されたレーザービームをそれぞれ例えば3つの光路に分岐する第1,第2のレーザー分岐手段63a,63bと、第1,第2のレーザー分岐手段63a,63bによって3つの光路に分岐されたレーザービームのそれぞれをガラス基板Wに向けて集光する例えば3つの第1,第2の集光器62a,62bとを有する。そして第1の集光器62aと第2の集光器62bとが、割り出し送り方向に沿って互い違いに1列に配列されて配設される。
(もっと読む)
コイルの製造装置及び製造方法
【課題】高精度かつ高能率での製造を可能にする。
【解決手段】複数の直管1の両端にU字管2を溶接してコイル3を製造する装置である。ワークセット治具24に位置決め保持された直管1と、この直管1の両端に仮付けされたU字管2の開先位置wに対して、被溶接管1、2の管径の2倍以上の焦点距離を有する集光レンズ15を用いてレーザ光13を照射することにより溶接を行うレーザ溶接ヘッド11を備える。
【効果】フィラーワイヤを使用することなく、高精度に、かつ高能率にコイルの製造が行えるようになる。
(もっと読む)
レーザ光によるライン加工方法およびレーザ加工装置
【課題】パルスレーザを用いたライン加工に際して、アスペクト比の高い被加工領域の形成を実現する。
【解決手段】被加工物へのライン加工方法が、パルスレーザである第1のレーザ光を加工方向に沿って近接あるいは連接する複数の微小レーザ光群である第2のレーザ光に変換する変換工程と、第2のレーザ光を集光して被加工物に照射しつつ、加工方向に沿って相対走査させることによって表面を加工する加工工程と、を備え、第1のレーザ光が所定の回折格子の回折光が第2のレーザ光であり、第2のレーザ光においては、被照射領域が加工方向において占める第1照射サイズがこれに垂直な第2照射サイズよりも大きく、回折格子と集光手段との間に設けたビームエキスパンド手段によって焦点距離が調整された第2のレーザ光を、照射サイズ比を維持するように集光しつつ走査することによって、第2のレーザ光の被照射領域を加工方向に沿って連続的に変位させる。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】 加工対象物OBに形成する加工跡の半径位置がテーブル21回転中心から離れても、加工精度が低下しないようにする。
【解決手段】 周波数変更回路55は、テーブル21が所定角度回転するたびにパルス信号を出力するエンコーダ22aの回転検出用パルス信号を入力し、この回転検出用パルス信号における周波数をコントローラ90から指令された倍数kで増加させた周波数のパルス信号を生成する。この倍数kは、半径値に関わらずテーブル21の回転角度を検出する回転方向ピッチΔPtが一定となる値に設定される。回転角度検出回路56は、周波数変更パルス信号のパルス数をカウントし、カウント数が予め設定した所定値Cだけ増加するごとにカウント数(回転角度に相当する値)を出力する。
(もっと読む)
レーザ加工装置
【課題】スキャナ間で走査特性が大きく異なる場合であっても、加工品質の低下を抑制しつつ、非加工区間の走査に要する時間を短縮することができるレーザ加工装置を提供する。
【解決手段】第1加工線の終端でレーザ光を遮断させてから第2加工線の始端で加工を開始させるまでの遮断期間において、第1加工線の描画情報に基づいてスキャナの走査を終了させる走査終了点から、第2加工線の描画情報に基づいて走査を開始させる走査開始点までの距離の各方向成分を算出する距離算出部42と、距離の各方向成分のうち、最大成分に係るスキャナの走査速度及び走査開始点での待ち時間を当該方向成分に基づいて決定する走査パラメータ決定部43と、走査パラメータ決定部43によって決定された走査速度及び待ち時間に基づいて、走査終了点から走査開始点までスキャナを移動させる非加工区間走査制御部44により構成される。
(もっと読む)
マーキング装置及び方法
【課題】 識別コードや任意のパターンのマーキング前に、マーキング対象物の移動速度に対する、前記光線偏向手段の偏向角速度の変化を計測する手段を提供する。
【解決手段】 マーキング対象物を所定の速度で移動させ、識別コードを生成する手段を用いて前記識別コードや任意のパターンに対応したマーキング光線を照射させ、前記マーキング光線を偏向させて前記マーキング対象物に照射させる光線偏向手段とを用い、前記マーキング対象物の移動に追従させて、前記マーキング光線の照射方向を変えられる、マーキング装置及び方法であって、前記光線偏向手段に向かって照準光線を照射させ、前記マーキング対象物の移動に同期して移動する光線照射位置検出器を用い、前記光線照射位置検出器に照射される前記照準光線の照射位置の変化を検出する手段を用いた装置及び方法。
(もっと読む)
レーザマーキング装置及びレーザマーキングシステム
【課題】マーキング異常の原因を推測しやすくすることができるレーザマーキング装置を提供する。
【解決手段】レーザマーカ2と制御装置15を含むコントローラ4とコンソール6とを備え、ガルバノスキャナ13にてマーキングするレーザマーキング装置1に、レーザ出力測定手段とマーキング異常検出手段と、パターン撮像手段と出力地を含むステータス情報とを対応付けてメモリに記憶させる記憶手段とを備え、レーザ光Lの出力異常の検出に基づきレーザマーカ2に備えられた撮像装置14にて撮像されたパターンの撮像画像と、少なくともレーザ光Lの出力値を含むステータス情報とを対応付けてマーキング異常を検出する。
(もっと読む)
レーザ加工方法及び半導体装置の製造方法
【課題】レーザ加工におけるタクトタイムの短縮化が可能なレーザ加工方法及び半導体装置の製造方法を提供する。
【解決手段】本実施形態では、レーザ光Lを反射型空間光変調器で変調し、変調したレーザ光Lを加工対象物1に集光させながら該レーザ光Lを加工対象物1に対して移動させる。このとき、加工対象物1においてレーザ光Lを移動させる方向Dに沿って離れた2箇所にレーザ光Lが集光されて改質スポットS,Sが形成されるように、レーザ光Lを空間光変調器で変調する。
(もっと読む)
機構部品における微細加工部の加工方法および加工装置
【課題】ウォータジェットレーザ加工法を生かすべく、機構部品の加工時に機構部品やレーザ光出射側を、適宜可動可能とすることで、加工精度も良好で自由形状の微細加工部を形成可能とする。
【解決手段】機構部品20に対し、ウォータジェットレーザ加工により微細加工部を形成するに当り、微細加工部を形成すべき部位に、レーザヘッド7側及び機構部品20側を作動させつつ加工を施すことで、所望形状の微細加工部を得るようにする。
(もっと読む)
ポリマーチューブからステントをレーザ加工するためのレーザパワーの設定
複数のステントを形成するために、ポリマー製のチューブの複数のセクションのレーザ加工のパワーがチューブのセクション毎に調整されて、異なるチューブの複数のセクションから形成される複数のステントの再現性のあるストラット幅を得るレーザ加工が開示される。セクション各々のレーザ加工毎の閾値のパワーが決定され、セクション各々の加工に用いるパワーは閾値のパワーに基づいて決定される。 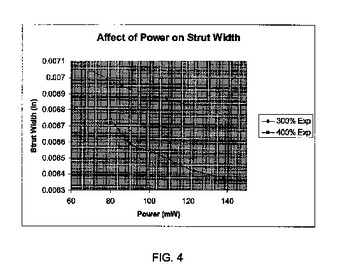 (もっと読む)
(もっと読む)
101 - 120 / 492
[ Back to top ]