
Fターム[4E081DA01]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 開先形状、寸法 (88)
Fターム[4E081DA01]の下位に属するFターム
狭開先 (26)
Fターム[4E081DA01]に分類される特許
41 - 60 / 62
缶体の製造方法、缶体の溶接継手構造および缶胴
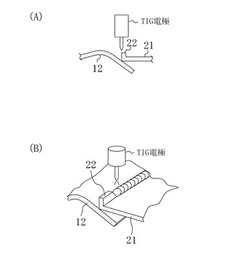
【課題】溶加材を別途供給することなく、鏡板と缶胴とをTIG溶接で接合すること。
【解決手段】缶胴(20)と、該缶胴(20)の開口端を塞ぐ鏡板(10)とを備えている。鏡板(10)は、開口端が内側に傾く傾斜部(12)を有している。缶胴(20)は円筒状の本体部(21)を有し、該本体部(21)の開口端には溶加材として機能させるフランジ(22)が形成されている。本体部(21)の開口端を鏡板(10)の傾斜部(12)の外側面に当接させ、TIG溶接によってフランジ(22)を溶融し当接部に溶着させる。
(もっと読む)
管結合部を製造するための方法および管結合部

【課題】管が、鋳造材料から成る構成部分に溶接によって結合され、かつ結合部が高い強度を有し、しかも互いに溶接不可能な材料ペアリングをも互いに位置固定することのできるような、管結合部を製造するための方法を提供する。
【解決手段】まず管2の端側の区分4を拡開させ、引き続き、該拡開された区分4に鋳造材料から成る構成部分を配置し、拡開された区分4が少なくとも部分的に形状接続的に封入されるように鋳造材料から成る構成部分3を、拡開された区分4溶接する。
(もっと読む)
突合せ溶接部構造
【課題】 この発明は、複数の部材を突合せて突合部を溶接した場合における当該溶接部の強度を向上させる突合せ溶接部構造に関する。
【解決手段】板の突合せ溶接部の構造であって、一対の被溶接部材の突合せ部近傍の一方の面が板厚方向に窪んだ凹み面となり、反対側の面が板厚方向に突出した突出面となっており、前記凹み面にのみ溶接部を設けたことを特徴とする。
凹み面や突出面は、被溶接部材に対して相対的なものでよく円形状の場合は平坦面としてもよい。
(もっと読む)
溶接継手及び鋼床版並びに鋼床版の製造方法
【課題】疲労強度の向上を実現する溶接継手及び鋼床版並びに鋼床版の製造方法を提供する。
【解決手段】鋼板10の舗装部分載置面11とは反対側の下向き面12に補剛材20を複数溶接してなる鋼床版3において、鋼板10と当接する補剛材20の縁部21にレ型開先22を形成し、このレ型開先22に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属30を装填し、この溶接金属30の希釈率を一定にするべく溶け込み率を管理して得たデータに基づいて、補剛材20におけるレ型開先22の拡開角度θを45度に設定した。
(もっと読む)
溶接構造および溶接方法
【課題】溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる。
【解決手段】 本発明に係る溶接構造は、第1部材6と、間隔を隔てて配置され第1部材6と溶接される一対の突起71,72を有する第2部材7と、第2部材7の突起71,72の間の凹部76と第1部材6とを接合する溶接部8と、を備える。
(もっと読む)
隅肉溶接部の構造及び隅肉溶接方法
【課題】簡単な構成で即ち低コストで溶接止端部におけるフランク角が大きくなり、アクスルケースへのブレーキフランジの隅肉溶接に適用することで、ブレーキ時の制動トルクの保持と高い耐久性とを安価に両立できる隅肉溶接部の構造及び隅肉溶接方法を提供する。
【解決手段】第1の部材3に第2の部材4を隅肉溶接してなる隅肉溶接部の構造であって、第1の部材3及び第2の部材4の内の少なくとも一方の部材3の隅肉溶接する部分の一部又は全部に、溶接ルート部11に近付く程高くなるように形成された傾斜部10を溶接方向に沿って形成し、溶接ビード7の溶接止端部8が上記傾斜部10の途中に位置するように溶接してなるもの。
(もっと読む)
発電機、特にタービン発電機に用いられるロータ
【課題】互いに溶接されたディスク状のロータエレメントから形成されていて、磁気的に有効な可能な限り大きな体積と同時に高い機械的な強度を有する、発電機に用いられるロータを提供する。
【解決手段】ギャップ37の外周で該ギャップが、溶接シーム17に隣接した拡幅された中空室38に移行しているようにした。
(もっと読む)
貯湯タンクのソケット溶接構造
【課題】溶接時に過加熱とはならず、しかも溶接箇所の内、内側に隙間が生じないようにした、貯湯タンクのソケット溶接構造を提供する。
【解決手段】タンク本体に設けた開口部115aにソケット本体123を挿入し、該挿入部を溶接することで、タンク本体とソケット本体とを連結した貯湯タンクのソケット溶接構造において、ソケット本体123の外周に周方向に延びた環状の凸部301を形成し、該凸部がタンク本体に当たるまでソケット本体を挿入し、タンク本体の外側から該凸部301を溶かすように溶接したものである。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属(30)を溶接施工するようにした。
(もっと読む)
多電極片面サブマージアーク溶接方法
【課題】広範囲な継手板厚に対し、良好なビード形状と健全で良好な継手性能を有する溶接継手を得ることができる多電極片面サブマージアーク溶接方法を提供する。
【解決手段】被溶接材の突き合わせ部の開先形状をV形状とし、その開先角度は30乃至60度とする。開先断面積に対する開先内充填材の充填率は2%以上25%未満である。そして、開先断面積に対する開先内充填材の充填率が2%以上15%以下の場合、第1電極の電流は950乃至1570A、開先断面積に対する開先内充填材の充填率が15%を超え20%以下の場合、第1電極の電流は1000乃至1580A、開先断面積に対する開先内充填材の充填率が20%を超え25%未満の場合、第1電極の電流は1050乃至1590Aである。また、この多電極片面サブマージアーク溶接は、フラックス銅バッキング又はフラックスバッキングを裏当材とする。
(もっと読む)
円筒状部材の溶接構造
【課題】円筒状部材同士を溶接する際の溶接継ぎ手強度の向上、又は溶接継ぎ手強度の低下なしに円筒状部材の板厚を低減し、部品の軽量化と材料費の節減を達成し得る円筒状部材の溶接構造の提供。
【解決手段】本発明円筒状部材の溶接構造は、比較的厚肉の円筒状部材11、11’同士を突合せ溶接するに際し、突合せ端面11a、11’aを先端に溶融金属の流出を阻止する長さの、互いに密着する密着部分12を設けるように内側に折り曲げてフランジ11b、11’bを形成した状態で突合せ溶接をして成るので、円筒状部材同士を溶接する際の溶接継ぎ手強度の向上を図り、又は溶接継ぎ手強度を低下させることなく、円筒状部材の板厚を低減し、部品の軽量化と材料費の節減を達成し得る。
(もっと読む)
プラズマアーク溶接方法及びマイクロリアクタの製造方法
【課題】板材に別の板材を立てた状態で溶接するに際して、特に立てる板材の間隔が狭くとも溶接することができるプラズマアーク溶接方法及びマイクロリアクタの製造方法を提供する。
【解決手段】枠体723の一方の開口を底板722で蓋をするように枠体723に底板722を重ねることで、枠体723の各側壁及び隔壁724を立てた状態で底板722の一方の面に当接させる。そして、底板722に関して枠体723及び隔壁724の反対側で溶接トーチ701の先端を底板722の他方の面に向ける。そして、溶接トーチ701からプラズマアーク711を噴出させる。そして、溶接トーチ701の先端のプラズマアーク711で底板722の縁部に沿って枠体723及び隔壁724をなぞるよう、底板722、枠体723及び隔壁724に対して溶接トーチ701を相対的に移動させる。
(もっと読む)
電動弁および電磁弁
【課題】ケース肉厚の増大による励磁力効率の低下を招来することなく、溶接熱影響による許容応力の低下を補償して所要の耐圧破壊強度を得ることを達成したうえで、ロータケースの材料費の削減、高い生産性によって低廉化を図ること。
【解決手段】ロータケース33の弁ハウジング11に対する突合せ溶接部の肉厚ts’をコイル装着部の肉厚tsに比して厚くし、ロータケース33は溶接端縁部の肉厚に相当する肉厚の素材を深絞り加工した深絞り加工品とする。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
直交関係で組み付ける角パイプ組付構造
【課題】 高い精度の直交関係で角パイプを組み付ける角パイプ組付構造を提供する。
【解決手段】 組み付けるX軸角パイプ10及びY軸角パイプ20の各上面板110,210に対となる上斜め端部150,250を、各内周面板120,220に内凸端部260及び内凹端部162を、各下面板130,230に対となる下斜め端部170,270を、そして各外周面板140,240に外凸端部180及び外凹端部282をそれぞれ割り当ててなり、X軸角パイプ10及びY軸角パイプ20は、対となる上斜め端部150,250同士又は下斜め端部170,270同士を接面させ、内凹端部162に内凸端部260を嵌合し、そして外凸端部180を外凹端部282に嵌合して、内周面板220に内凹端面163を外接させた内凹端部162を隅肉溶接する角パイプ組付構造である。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】 補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】 鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先のルート部(26)にレーザー溶接を施工するとともに、拡開部(28)にアーク溶接を施工するようにした。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
厚板金属の突合せ溶接方法
【課題】 厚板金属の突合せ溶接において、開先加工、カーボンアークガウジング加工、グラインダー作業をなくし、大幅なコストダウンと施工時間の短縮を行うこと。
【解決手段】 厚板金属の突合せ溶接を行うに当たり、2枚の厚板金属の端部を開先加工せず、2枚の厚板金属の突合せ部に矩形断面、又は円形断面をもつ同一金属を挟むこと。さらに、前記突合せ溶接方法に使用する溶接装置が偏芯電極回転ナローギャップTIG溶接装置であること。
(もっと読む)
41 - 60 / 62
[ Back to top ]