
Fターム[4F202AA04]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリエチレン系 (117)
Fターム[4F202AA04]の下位に属するFターム
HDPE (16)
LDPE (3)
LLDPE (2)
EPM、EPDM、EPT (18)
エチレン−酢酸ビニル共重合体 (4)
Fターム[4F202AA04]に分類される特許
21 - 40 / 74
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
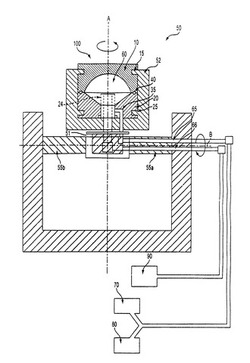
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
型内塗装品形成金型

【課題】 裏面形成金型と塗膜形成金型との型締めの際に潰されるシール材が裏面形成金型と塗膜形成金型との間のわずかな隙間を埋めて塗料が漏れるのを防ぎ、型内塗装品外周のバリ発生防止ができる。
【解決手段】 型内塗装品形成金型が、裏面形成金型および/または塗膜形成金型のパーティング面にシール材が配置されたものである。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに溶融樹脂を充填する充填工程と、溶融樹脂が充填されたキャビティに気体を注入する気体注入工程と、キャビティの気体をキャビティ外に排出することにより、気体が注入されたキャビティを減圧する減圧工程と、減圧工程が終了した後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
円環状外周部を有する樹脂成形品
【課題】 樹脂歯車や樹脂プーリーなどを射出成形により製造する際に、金型を型開きする工程で、所望する側の金型に成形品を確実に残留させられるようにして、これら樹脂成形品の生産を円滑に行えるようにする。
【解決手段】 樹脂の射出成形により、円環状の外周部が回転軸となる軸部とウェブ14によって一体に成形された樹脂成形品であって、外周部たるリム11は、ウェブ14よりも回転軸方向の厚みが厚く形成されると共に、成形品のゲート痕16が存在する側とは反対側において、リム11の内周面に離型時にアンダーカットとなるようなリング状の突条15が設けられている。リング状の突条は軸部の外周面や、リブの側面に設けても良く、螺旋状の突条としても良い。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型及び射出成形方法において、切断部分のキャビティの一部を形成する部材と切断を行う部材とを別々の部材とすることによって、射出成形によって高い表面精度を有する略均一な厚さの樹脂成形品が得られるとともに、金型内での切断が容易で切断面がギザギザになったり糸を引いたりせず、かつ、耐久性に優れていること。
【解決手段】射出成形金型1においては、一度に2個の樹脂成形品が製造され、切断部分のキャビティの一部を形成するスライド部材14A,14B及び第2スライド部材17A,17Bと、切断を行う切断部材13A,13B及び第2切断部材16A,16Bとを別々の部材としたことによって、切断部材13A,13B及び第2切断部材16A,16Bの刃先を鋭利な形状とすることができ、樹脂材料がPE(ポリエチレン)のような軟らかいものである場合にも、糸を引いたりすることなく、平滑な切断面を得ることができる。
(もっと読む)
樹脂成形品及び成形金型
【課題】 樹脂成形品にバリが形成された状態であってもバリの影響を受けることなく、樹脂成形品を隙間なく密着させることができ、あるいは、バリの影響によって樹脂成形品が浮き上がってしまうのを防止することができる樹脂成形品を提供することを課題とし、その成形金型を提供することを課題とする。
【解決手段】 複数の金型片に分割可能に構成された成形金型によって成形される樹脂成形品であって、その端部から一方向に延出するように形成されるバリが変形した状態で収容されるように構成された切欠部を備えることを特徴とする。
(もっと読む)
板状成形物の製造方法
【課題】ステンレス鋼板製の鋳型からの剥離性が良好な板状成形物の製造方法を提供する。
【解決手段】燐酸エステル、陰イオン界面活性剤及び水を含有する処理液と接触させた後、乾燥させた成形面を有するステンレス鋼板製の鋳型を使用し、鋳型の成形面と接触するようにビニル単量体層を形成するビニル単量体層形成工程、ビニル単量体層を重合して板状成形物層を形成する成形工程及び鋳型から板状成形物層を剥離する剥離工程を有する板状成形物の製造方法。
(もっと読む)
発泡成形品の成形方法及び発泡成形品
【課題】加工性に優れた熱可塑性エラストマー組成物を発泡成形する発泡成形品の成形方法を提供する。
【解決手段】本発明の発泡成形品の成形方法は、エチレン系共重合体100質量部に対して、第一の鉱物油系軟化材を50〜150質量含む油展エチレン系共重合体(A)と、結晶性ポリエチレン系樹脂(B)と、水添ブロック共重合体(C)と、炭素数3以上のα−オレフィン系樹脂(D)と、を含有し、210℃、引き取り速度2m/分における溶融張力が3.0gf未満の熱可塑性エラストマー組成物を、化学発泡剤、気体、及び超臨界流体からなる群より選択される少なくとも一種により発泡成形する工程を備え、油展エチレン系共重合体(A)のエチレン系共重合体として、デカリン溶媒中135℃で測定した極限粘度[η]が、5.5〜9.0dl/gであり、且つ重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)の値が、3以下であるものを用いる。
(もっと読む)
成形同時加飾品の製造方法
【課題】表面にナノ構造の凹凸形状を形成した成形金型を用いて表面にナノ構造の凹凸形状を形成する成形同時加飾品の製造方法を提供する。
【解決手段】本発明の表面に微小凹凸が形成された成形同時加飾品20の製造方法は、表面にナノ構造の凹凸形状を形成した入子の部分9を有する成形金型3を用い、その成形金型3にインサートシート1をセットして(図1の(1)参照)、圧空装置10によりインサートシート1に高圧の空気を加え、インサートシート1を成形金型3の微小凹凸形状4に沿わせた後(図1の(2)参照)、成形金型3を移動させて成形金型5と合わさることで形成されたキャビティ6に成形樹脂2を射出充填して(図1の(3)参照)、冷却後、成形金型3を型開きして、成形同時加飾品20表面に微小凹凸8を形成するものである。
(もっと読む)
プラスチック気泡シート製造用の金型とそれを使用して製造した薄肉のプラスチック気泡シート
【課題】
真空成形ロールを使用する気泡シートの製造において、材料として高機能樹脂を選択することによって材料の使用量を低減しながらも、緩衝材としての性能は維持した製品を、高い生産性をもって製造することを可能にした気泡シート製造用の金型と、その金型を使用して製造した、薄肉であるが性能的にすぐれた気泡シートを提供する。
【解決手段】
真空成形ロールに設けたキャビティの大きさが、キャップの底面に相当する面において測定した直径(断面が円形以外の場合は、同じ面積の円に換算して)が5〜40mmの範囲にあり、キャビティの形状が、側壁がキャップの底面に相当する面に対して垂直な線から1〜35度、好ましくは5〜25度、より好ましくは10〜15度の範囲で傾斜したテーパ面である金型。
(もっと読む)
ガスタンクおよびその製造方法
【課題】ガス抜き用の流路を形成しつつもタンク強度が低下するのを抑制する。
【解決手段】射出成形用金型80の主型82とコア81との間に形成されるキャビティに対して射出用のゲート83から樹脂を注入し、当該樹脂製のライナ20の成形中に、ゲート83を経由して不活性ガス等の加圧ガスを注入し、コア81の一部を後退させてキャビティを拡大し、所定期間ガス圧力を保持しつつ冷却して固化させた後、加圧ガスを金型80の外部に排出して回収する。これによりライナ20の板厚内に形成される中空部は、ライナ20を透過したガスが当該ライナ20とFRP層との間に滞留するのを抑制する。
(もっと読む)
包装用容器における蓋体の成形装置及びこれを用いた蓋体の成形方法
【課題】 糸尻4をきれいに成形することができ、且つ、長時間の連続成形が可能となる包装用容器における蓋体1の成形装置及びこれを用いた蓋体1の成形方法を提供する。
【解決手段】 蓋体1の天面部2に相当する部分を成形する天面成形部20と、蓋体1の側壁部3に相当する部分を成形する側壁成形部30とを含み、天面成形部20の周縁に糸尻成形用の溝40が設けられる雌型10と、該雌型10に対応する雄型15であって、雌型10の溝40に挿入される糸尻成形用の突出部41が設けられる雄型15とを備え、雌型10の溝40と連通しつつ該溝40に沿って配置され、該溝40よりも大きな断面積を有し、吸引手段により真空引きが可能なチャンバー42が雌型10に設けられることを特徴とする。
(もっと読む)
エンボス版およびそれを用いた化粧シート
【課題】深いエンボスや横エンボスが密集したエンボス模様であっても、通称「エア噛み」の現象が発生しないようなエンボス版を提供すること。
【解決手段】エンボス板の表面1に、直径が50〜120μm、間隔が100〜300個/25.4mm(表面上に任意の長さ25.4mmの直線を引いたときに、その直線が横切る突起の個数)の点状突起2の集合体によって凸部が形成されていること、及び前記点状突起2が略円柱状であることを特徴とする。
(もっと読む)
容器の首のストッパ及びそのようなストッパを製造するためにプラスチック材料をモールド成形するための成形機
ストッパ(1)は、容器の首の周りにストッパを締め付けるための環状のスカート(12)と、スカートの中央軸(X−X)に垂直な端壁(10)と、端壁の内面(10A)からスカートに延びる環状の密閉リップ(16)とを有する。突起部(22)は、容器内に過度の圧力が発生したときに端壁の動作を伝えるため、端壁の内面をリップの周辺部の内面(16B)に接続する。この過度の圧力を確実に解放し、かつその実行を容易にするために、この突起部は、端壁の内面と、リップ部分の内面と、リップ部分を通過すると共にスカートの軸に対して整放線方向の直線(L)に沿って端壁の内面と交差する幾何学的平面(P)と、によって規定された全空間を占める。 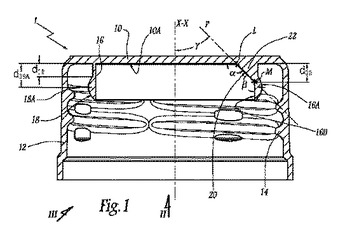 (もっと読む)
(もっと読む)
管継ぎ手の製造方法
【課題】 吸水膨張性不織布を使用した管継手をインサート成形により製造する際に、中子に捲回した吸水膨張性不織布がバリになって管継手外周面に露出するという成形不良の発生を防止する。
【解決手段】 吸水膨張性不織布を管継ぎ手本体部の内周面に備え、管継手本体部の外周に管継手軸方向に延在するリブを有する合成樹脂製管継ぎ手の製造方法において、射出成形型の中子に吸水膨張性不織布を捲回設置する第1工程、中子と、分割可能なキャビティ型によって、管継ぎ手本体部を形成する本体形成部と、リブを形成するリブ形成部とからなるキャビティを形成する第2工程、キャビティに樹脂を射出する第3工程により管継手を製造するとともに、キャビティ金型の分割面に隣接するようにリブ形成部を設けておく。
(もっと読む)
超疎水性ポリマー加工物
【課題】超疎水性ポリマー加工物を提供すること。
【解決手段】超疎水性ポリマー加工物を作製するための一方法により、超疎水性ポリマー加工物を迅速かつ容易に製造することができ、超疎水性表面はテンプレートを用いて繰り返しインプリントすることができ、ゆえに、大きな面積にわたる超疎水性ポリマー加工物の大量生産を経済的に行うことができる。
(もっと読む)
中空成形品の製造方法、自動車用デッキボードの製造方法及び中空成形品
【課題】表面の一部に周囲から高くされた緩衝材を設けた中空成形品の製造を容易にし、該中空成形品の緩衝材を捲れ難くすることを課題とする。
【解決手段】キャビティCA1を形成する型開き可能な成形型110のキャビティ面121,131の一部に、圧縮から弾性により回復可能な緩衝材20を配置し、閉じた前記成形型110のキャビティ面121,131に対して中空状に膨張させた樹脂成形材料PA1を押し付けて該樹脂成形材料PA1に前記緩衝材20を圧着させ、前記成形型110を開いて圧縮状態の前記緩衝材20を弾性により回復させることにより、前記緩衝材20の周囲から該緩衝材20を盛り上がらせた中空成形品1を製造する。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つ繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる繊維強化樹脂中空部品の成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。その中空樹脂コア10内に加圧用バッグ30を挿入配置する。中空積層体20を成形型40内に配置する。次に、成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して樹脂と強化繊維とを一体化する。
(もっと読む)
ブロー成形におけるインサート方法
【課題】成形後におけるインサート部材の開口加工にあたってインサート部材を閉じている壁部分を確実かつ精度良く切除することができるブロー成形におけるインサート方法を提供する。
【解決手段】筒状のインサート部品3を嵌挿するための凹溝4がキャビティ5に形成された分割型式の金型1,2を用いる。型開きした金型1のキャビティ5の凹溝4に筒状のインサート部品3を嵌挿して不動状態に保持する。金型1,2間にパリソン6を配置する。次いで型締めしたのちパリソン6内に加圧流体を導入してパリソン6をキャビティ5に沿って膨張させるとともに、パリソン6とインサート部品3のキャビティ5側端部9を溶着一体化させる。金型1,2を開放して成形品を取り出した後にインサート部品3のパリソンによって閉じられている部分13を後加工により切除して開口させる。
(もっと読む)
21 - 40 / 74
[ Back to top ]