
Fターム[4F202AA04]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリエチレン系 (117)
Fターム[4F202AA04]の下位に属するFターム
HDPE (16)
LDPE (3)
LLDPE (2)
EPM、EPDM、EPT (18)
エチレン−酢酸ビニル共重合体 (4)
Fターム[4F202AA04]に分類される特許
41 - 60 / 74
射出延伸ブロー成形のためのプリフォームの設計

射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
フレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型

【課題】軟質の内層管部と硬質の外層部とが射出成形で一体に製造されたフレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型の提供。
【解決手段】本発明のフレキシブル管状部材の製造方法は、一対の金型10内に外層用スライドコア20を挿入し、外層用キャビティ25を形成する工程と、外層用キャビティ25に硬質熱可塑性合成樹脂を射出して外層部を成形する工程と、金型10内から外層用スライドコア20を離脱させるとともに、内層用スライドコア30を挿入し、内層管用キャビティ35を形成する工程と、内層管用キャビティ35に軟質熱可塑性合成樹脂を射出し、内層管部を成形するとともに外層部と内層管部とを一体化させる工程と、金型10から内層用スライドコア30を離脱させた後、金型10からフレキシブル管状部材40を取り出す工程とからなっている。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 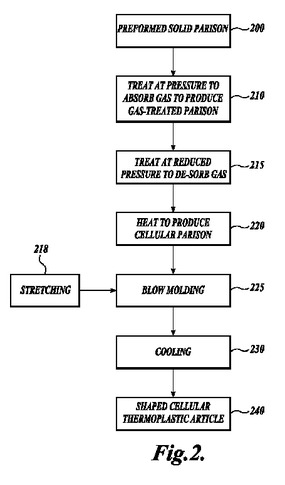 (もっと読む)
(もっと読む)
射出成形金型およびこの射出成形金型を用いた発泡成形品の製造方法
【課題】ガスの排気を迅速かつ確実に行え、表面状態が良好である成形品とすることができる射出成形金型およびこの射出成形金型を用いた発泡成形品の製造方法を提供する。
【解決手段】開閉弁が、ガス給排気路とキャビティとを連通状態にするガス通過孔を有し、このガス通過孔が前記ガス給排気路と連通する給排気位置と、ガス給排気路と非連通状態となる閉鎖位置とを金型閉合状態で移動可能で、かつ、ガス通過孔の軸に沿って2分割された2つの分割体からなり、樹脂充填開始時には、前記開閉弁が前記閉鎖位置に配置され、樹脂充填開始後樹脂充填完了直前までに前記開閉弁が前記給排気位置に配置されてキャビティ内のガスの排気が開始され、樹脂充填完了後、排気が完了されたのち、開閉弁が閉鎖位置に移動し、コアバック後に型が開放され、型開放時に前記開閉弁が2つ割り状態になる構成とした。
(もっと読む)
発泡耐熱容器の製造方法
【課題】結晶性樹脂発泡シート材を用い、耐熱性と断熱性及び外観の光沢性を備え、見た目の見栄えがよく、収納した食品を電子レンジで直接加熱が可能となる商品価値の優れた容器を得ることができる発泡耐熱容器の製造方法を提供する。
【解決手段】凹型11と凸型12の嵌り合い成形隙間aを、成形に用いる結晶性樹脂発泡シート材Aの厚み以下に設定し、加熱させた凹型11と凸型12で結晶性樹脂発泡シート材Aを両面から挟んでプレス成形した際、凸型12を凹型11と同温もしくは高温に設定し、凹型11と凸型12に設けた吸引口19、20で結晶性樹脂発泡シート材Aを吸引して凹型11と凸型12の両面に密着させることにより結晶化を行い、成形後に、吸引を停止させた凸型12を先行で離型させて凹型11は吸引状態を継続することで成形品の表面を冷やし、吸引を停止して凹型11から成形品を離型する。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品において、樹脂リブ成形時における樹脂漏れをなくす。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される所定パターン形状の樹脂リブ22との積層構造体から構成され、樹脂リブ22の接合部分における発泡樹脂基材21には、一般部の厚みd1よりも大きな厚みd2を有する段付き取付部24が形成されている。そして、成形下型42の溝部424内に溶融樹脂M1を射出充填して、樹脂リブ22を成形する際、溝部424のコーナー部と凹部427のコーナー部の両コーナー部がシール部A,Bとして作用し、樹脂漏れをなくす。
(もっと読む)
インサート成形による成形体及びその成形方法
【課題】成形物にインサート部材を一体成形させて成る成形体において、上述したような問題を生じることなく、成形物及びインサート部材の界面剥離が有効に防止された成形体を提供することである。
【解決手段】インサート成形によりポリプロピレンから成る成形物にインサート部材を溶着一体化して成る成形体であって、前記インサート部材の被溶着面を構成する樹脂が下記式
P(mW/K)=b/a
式中、aはDSC測定(降温速度10℃/min)における発熱反応における発熱開始温度と発熱ピーク温度との差であり、bはDSC測定(降温速度10℃/min)における発熱ピークの基準線からのベースライン高さである、
で表されるPの値が1.75(mW/K)未満であると共に、発熱ピークの面積から求められる発熱量Qの値が66.4(J/g)未満であるプロピレン系重合体から成ることを特徴とする成形体。
(もっと読む)
合成樹脂発泡粒子の型内発泡成形用金型及び成形方法
【課題】 合成樹脂発泡粒子の型内発泡成形において、製品の形状や肉厚の制約から充填が困難とされる部分を簡易な改善により飛躍的に充填性を向上させる金型構造、成形方法並びに成形品を提供することにある。
【解決手段】 金型意匠面のすくなくとも一部に金型の開閉とは独立して進退可能な構造である進退可動部を有し、該進退可動部のヘッド部の後退ストロークが、金型意匠面より成形体厚みの5%以上300%以下となる合成樹脂型内発泡用金型を用い、合成樹脂粒子の充填工程以前に金型意匠面の一部に配した進退可能な駆動部を金型意匠面より成形体厚みの5%以上300%以下まで後退させておき、充填工程終了から冷却工程初期の間に、進退可能部のヘッド部を意匠面まで前進させる成形方法を用いることで、充填が困難とされる薄肉製品、貫通穴部周辺の充填性を飛躍的に向上させることが可能となる。
(もっと読む)
プラスチック成形機洗浄用樹脂組成物
【課題】優れた機内洗浄力および自己排出性を兼ね備え、より安全性で、容易に溶融混練できて均質なペレット化も容易なプラスチック成形機の洗浄用樹脂組成物を提供すること。
【解決手段】メルトマスフローレート0.01〜5g/10分(JIS K−6922−2に準拠して190℃での測定値)の熱可塑性樹脂100質量部、滑剤1〜20質量部、および無機充填剤5〜30質量部からなるプラスチック成形機洗浄用樹脂組成物であって、前記無機充填剤は、煮あまに油吸油量が100〜160ml/100g(JIS K−5101−13−2に準拠しての測定値)の炭酸カルシウムである。
(もっと読む)
インジェクションブロー成形機
【課題】省スペースでありながら多数個同時成形を可能としたインジェクションブロー成形機を提供する。
【解決手段】本発明にかかるインジェクションブロー成形機10は、射出成形部14と、ブロー成形部310と、2組の射出コア型50及びネックキャビティ型60を搬送高さ位置Hで回転搬送する回転板30と、を有する。射出成形部14は、射出キャビティ型42を型締め高さ位置Iに固定し、回転板30は、2組の射出コア型50及びネックキャビティ型60を型締め高さ位置Iと搬送高さ位置Hとの間で昇降する。ブロー成形部310は、ブローキャビティ型310を型締め高さ位置Iと退避位置Jとの間で昇降させる昇降機構320と、容器6を水平方向に搬送可能な取出機構18と、を有する。
(もっと読む)
熱可塑性複合材料の形成方法
【課題】熱可塑性複合材料の形成方法であって、熱可塑性複合材料が、半結晶性ポリマー、好ましくは同じ種類の半結晶性ポリマーから供給されるマトリックス及び強化材の両方を含む熱可塑性複合材料の形成方法を提供すること。
【解決手段】上記方法は以下のステップ:i)マトリックスの融点未満の温度を有する熱可塑性複合材料のスタックを金型に配置するステップと、ii)金型を閉鎖するステップと、iii)少なくとも前記ステップii)の後で前記金型の温度はマトリックスのシール点と強化材の融点との間であり、滞留時間の後に金型を開放するステップと、を含む。
(もっと読む)
プライバシーフィルムの製造方法
プライバシーフィルムの製造方法は、一般に、高分子材料を提供する工程と、高分子材料を、特定の幾何学形状をもつほぼ平行な細長い複数のチャネルを含む微細構造の金型上に堆積させる工程と、高分子材料を微細構造の金型のチャネルに流れ込むように誘導する工程と、チャネルの内側で高分子材料を固化させて、高分子ベースシートによって互いに連結された複数の光誘導要素を得る工程と、微細構造の金型からプライバシーフィルムを引き離す工程とを含む。 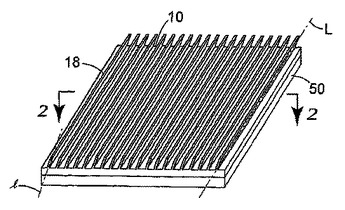 (もっと読む)
(もっと読む)
ライナ成形装置、ライナ成形方法及びライナ
【課題】 ライナによる容器の密封性を従来よりも一段と向上できるライナ成形装置、ライナ成形方法及びライナを提供することにある。
【解決手段】 飲料容器用キャップ2の天板部7の内面8に位置決めされた溶融した合成樹脂材3を押圧成形手段4の押圧面6によって押圧し、天板部7の内面8にライナを成形するライナ成形装置1において、押圧面6に形成され、この押圧面6の環状凹部12まで合成樹脂材3を押し広げるように当該合成樹脂材3を放射状に押圧する突出部13を設けるようにした。従って、突出部1によって合成樹脂材3を中心部から環状凹部12まで確実に導くことができるので、一部が欠けた不完全な成形部分を有したライナを成形し難くでき、かくしてライナによる容器の密封性を従来よりも一段と向上できる。
(もっと読む)
液状低温射出成形方法
本発明の成形方法は、外側を加熱した金型を用いる低温且つ、液相の射出成形プロセスである。この成形プロセスは、比較的低コストの金型を使用することが可能であるので、限られた量の成形品生産には理想的に適している。本発明で使用される成形材料はキャリアおよびバインダの成分と粉末状ポリエチレンの成分との混合物である。キャリアおよびバインダの成分は非常に低い密度のポリエチレン、ワセリン、蝋状の炭化水素、液状炭化水素のオイル、あるいはそれらの混合物である。粉末状ポリエチレンの成分とは、微細に細分化されたポリエチレンで、好適には、少なくとも30以下の低い融解指数を有する超高分子量のものである。キャリアおよびバインダの成分は、典型的には、成形プロセスの射出温度において30,000センチポアーズに達する攪拌状態での粘度を有する、粘稠度のある練り歯磨き状のものでチクソトロピー(揺変性)混合物を生成するのに十分な量が使用される。そのプロセスは、外側が加熱された金型を用いるので、金型中心部を最小限に加熱するよう制御可能であり、それにより、成分中の温度感応要素にダメージを与えることなく金型内において当該成分を組み込むことを可能にする。 (もっと読む)
複合構造要素の製造方法
【課題】多要素成形品の製造方法に関する。
【解決手段】第1プラスチックフィルムおよび第2プラスチックフィルムをインジェクションモールドの第1キャビティに別々に導入し、第1および第2プラスチックをその間に空隙を形成するように第1キャビティ内にそれぞれ配置する。次いで、空隙に第1熱可塑性材料を注入し、これにより第1成形品を形成する。次いで、第1成形品を金型から外し、第1成形品および少なくとも1つの第2成形品を金型の第2キャビティに一緒に導入する。最後に、第2熱可塑性材料を金型の第2キャビティに注入し、これにより第1成形品および第2成形品を共に組み合わせ、このようにして多要素成形品を形成する。
(もっと読む)
射出成形用のホットランナ金型装置および金属粉末の射出成形方法
【課題】ホットランナ金型装置において、材料の流動性を良好にして金属粉末の射出成形における製品の歩留りおよび稼働率の向上を図る方法を提供する。
【解決手段】キャビティ41aと、キャビティの注入口42aに接続するよう設けられた材料注入室54aと、材料注入室に溶融した材料を送り込むためのスプルーと、材料注入室において注入口を開閉するためにその長手方向に移動可能に設けられたバルブピン58aとを有し、バルブピン58aの内部には、材料注入室内の材料を溶融させるために当該バルブピンを加熱するヒータ60aが、その長手方向に沿って設けられており、バルブピンの先端部が注入口にある弁座に当接することによって当該注入口が閉塞され、バルブピンの先端部が弁座から離れることによって当該注入口が開放され、且つバルブピンの先端部によって加熱されて溶融した材料が注入口からキャビティの内部に注入されるように構成される。
(もっと読む)
成形機洗浄用樹脂組成物および洗浄方法
【課題】 成形機に残留しやすい樹脂に対し、後樹脂への置換および異物除去を簡単におこなうことが可能で、少量の洗浄剤の使用でもパージ・洗浄効果が高く、洗浄温度において成形機内表面への付着を抑制し、洗浄剤自体を容易に成形機から排出することでスピーディに後樹脂への置換を迅速に行うことが可能である洗浄用樹脂組成物の提供。
【解決手段】 (A)オレフィン系熱可塑性樹脂20〜99重量%および(B)不飽和基含有カルボン酸誘導体変性オレフィン系樹脂1〜80重量%の混合物100重量部に対して、(C)粘度平均分子量1万〜150万のポリアルキレンオキシドまたはポリアルキレングリコール0.1〜100重量部、(D)炭素数8〜20のアルキル基を有する硫酸塩、またはスルホン酸塩であるアニオン型界面活性剤および/または炭素数6〜22の脂肪酸の金属塩を0.1〜10重量部含有する成形機洗浄用樹脂組成物。
(もっと読む)
ヒンジ開閉式蓋付きカプセルの圧縮成形用成形型
区別した体積と厚さを備えて左右非対称の断面を有する圧縮成形によって物品を成形する方法であって、半流動体樹脂の投与量を成形型の凹部に導入し、プランジャーに押された物質が入り込んで塞ぐようにされた隙間を作るためにプランジャーを該凹部に挿差し、該プランジャーを取り外し、プランジャー或いは凹部に挟まっている物品を引き出すステップを含み、物品の成形を目的とした隙間が凹部に第一のプランジャーの挿差を含む第一のステップ、第一のプランジャーの挿差によって作られた隙間の部分(集積チャンバー)で作用する第二のチャンバーの作用を含む第二のステップの2つの連続したステップで作られ、物品が成形される隙間の創造を完了する。  (もっと読む)
(もっと読む)
導電性成形品の製造方法及び導電性成形品
【課題】 カーボンナノファイバーを少量添加した場合でも効率よく導電性を発現できる導電性成形品の製造方法を提供する。
【解決手段】 非晶性の熱可塑性樹脂、ポリエチレン系樹脂及びカーボンナノファイバーを含む樹脂組成物からなる導電性成形品の製造方法であって、非晶性の熱可塑性樹脂のガラス転移温度(Tg)よりも70℃以上高い溶融温度で樹脂組成物を溶融し、金型温度を(Tg+50℃)以上の温度とし、溶融状態の樹脂組成物を金型のキャビティ内に充填し、樹脂組成物の充填後に、金型温度をガラス転移温度以下とし、樹脂組成物を冷却する、導電性成形品の製造方法。
(もっと読む)
プラスチック成形機の洗浄剤
【課題】 新規なプラスチック成形機の洗浄剤を提供すること。
【解決手段】 天然ガラス焼成発泡体を含む洗浄剤を使用することによって、簡単な操作でしかも短時間で十分に洗浄でき、プラスチック成形機の洗浄作業効率を著しく向上させることができる。
(もっと読む)
41 - 60 / 74
[ Back to top ]