
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
341 - 360 / 5,678
金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法
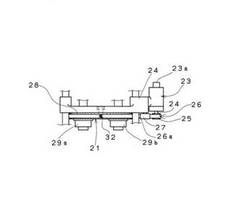
【課題】金型が取付けられた回転テーブルが固定盤または可動盤に対してベルトにより回転可能に設けられた金型回転式射出成形機において、ベルトを回転テーブルに固定する必要がなく、設計の自由度を確保可能かまたはコスト削減の可能な金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法を提供する。
【解決手段】金型29a,29bが取付けられた回転テーブル21が固定盤15または可動盤19に対してベルト26により回転可能に設けられた金型回転式射出成形機11において、外周側にベルト係合部28を有する回転テーブル21と、回転テーブル21の側方に設けられた電動機23と、端部同士が接合された接合部32を有し前記電動機23の駆動を前記回転テーブル21に伝達するベルト26とが設けられ、前記ベルト26の接合部32が常時前記ベルト係合部28に当接されて前記回転テーブル21が回転される。
(もっと読む)
金型表面処理方法、および金型表面処理装置

【課題】金型の成形面に付着する汚れ、その中でも酸化膜を還元処理し、本来の金型素材面を露出させることによって成形品の不良発生を低減できる金型の処理方法と処理装置を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に成形材料を注入し、固化させて成形体を得る金型であって、前記第1モールドベースは前記キャビティーの一方の成形面となる第1成形面を備え、前記第2モールドベースは前記キャビティーの他の一方の成形面となる第2成形面を備え、前記成形体の成形工程前に、少なくとも前記第1成形面と前記第2成形面とを低酸素分圧雰囲気として、前記第1成形面と前記第2成形面とを加熱する金型表面処理方法。
(もっと読む)
回転型流体輸送機械システムおよび回転型流体輸送機械の制御方法
【課題】被供給部へ流入する流体の温度と被供給部から流出する流体の温度との温度差が大きく、かつ、比較的短時間で大きく変動する場合であっても、回転型流体輸送機械のモータの制御を安定させることが可能な回転型流体輸送機械システムを提供する。
【解決手段】回転型流体輸送機械システム1は、モータ4を駆動源として被供給部2へ流体を送る回転型流体輸送機械3と、モータ制御部11とを備えている。回転型流体輸送機械システム1では、被供給部2へ流入する流体の温度と被供給部2から流出する流体の温度との差(流体温度差)が周期的に変動する。モータ制御部11は、流体温度差を一定時間おきに抽出したサンプリング値の、流体温度差の変動周期の1周期内の最大値を利用してフィードバック値を生成するフィードバック値生成部13と、流体温度差の目標値とフィードバック値とに基づいてモータ4を制御するフィードバック制御部15とを備えている。
(もっと読む)
合成樹脂製キャップ成形用の金型構造
【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
裏打ち付き繊維強化複合材料の製造方法
【課題】繊維強化複合材料シートに付属パーツを一体化させた一体成形物を提供する。
【解決手段】厚さ0.1mm〜1.5mmの繊維強化複合材料シートに、熱可塑性樹脂を含む裏打樹脂が射出成形またはプレス成形によって成形された、以下の1〜3の工程を含む一体成形物の製造方法。
1 熱可塑性樹脂の軟化温度以上に加熱した金型中に繊維強化複合材料シートを挿入し
2 金型中に裏打樹脂の注入を行い、
3 圧力を付与しつつ、金型を熱可塑性樹脂の固化温度以下に冷却し、一体成形物を得る
(もっと読む)
車両用ドアミラー、およびその反射鏡ユニットの成形方法
【課題】反射鏡ユニットの成形工数の削減と、有効視界範囲の拡大が可能な車両用ドアミラーの提供を図る。
【解決手段】裏面に反射膜12bを蒸着した合成樹脂製の鏡体2の裏面と周面とを内包して、合成樹脂製のホルダー3を積層状に一体成形することによって、両者の溶着工数を不要としている。また、鏡体2の反射面側周縁部でのホルダー3による抱持を不要として、有効視界範囲を拡大可能としている。
(もっと読む)
車両用内装材
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材を提供する。
【解決手段】本車両用内装材は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材(車両用天井材1)であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材には、別部品の接合面を含む表面から通気止め用シート層を貫通して孔13、15が穿設され、孔内には別部品の一部が入り込んでいる。
(もっと読む)
成形金型及びローラ製造方法
【課題】実質的にウェルドラインのない弾性層を軸体の周囲に形成できる成形金型及びローラ製造方法を提供すること。
【解決手段】軸体が内部に配置される筒状金型11と、成形材料が流通する注入孔31を有し、筒状金型11の一方の端部21に装着される第一端部金型15と、排出孔41を有し、筒状金型11の他方の端部22に装着される第二端部金型18とを備え、リングゲート51のゲート幅Gが0.2〜1.5mmの環状ランナー部6を注入孔31の下流側に有することを特徴とする成形金型1、並びに、成形材料を軸体の周囲に画成されたキャビティ5にゲート幅Gが0.2〜1.5mmの環状ランナー部6を経由して注入する工程を有することを特徴とするローラ製造方法。
(もっと読む)
成形装置及び成型方法
【課題】溶融した樹脂を射出して冷却成形する金型において金型から成型品を離型する際の変形の発生を抑制する成形装置及び成型方法を提供する。
【解決手段】成形装置は気体を金型の温度に基づく所定の範囲内の温度にして保持する気体保持手段と気体保持手段に保持された気体を圧縮する気体圧縮手段と圧縮された気体を成型品の表面に吹き当たるように制御し成型品の表面に当接する開閉手段を備える。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
射出成形機
【課題】 本発明は、電磁石の吸着力を効率的に発生させることが可能な射出成形機の提供を目的とする。
【解決手段】 本発明による射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結され、第1の可動部材と共に移動する第2の可動部材と、を有し、第2の固定部材と第2の可動部材とで型締力を発生させる型締力発生機構を構成し、型締力発生機構は、電磁石と吸着部とを有し、吸着部は、電磁石からの磁束ベクトルであって、電磁石と吸着部との間のギャップを通る磁束ベクトルを、型締め方向に対して平行化させる平行化部を有する。
(もっと読む)
射出成形体
【課題】不良品の流出を防ぎ、品質の安定化をはかることができる射出成形体を提供する。
【解決手段】射出成形体10は、樹脂の流動方向に並ぶ2つの閉じた淵構造を備え、淵構造の一方の淵11で発生した会合部13の会合角が一定角度以下になる距離に、淵構造のもう一方の淵12を有し、会合部13に荷重をかけ、会合部13の変化に基づいて良否判定が行われる。
(もっと読む)
射出成形装置及び長尺成形品の製造方法
【課題】精度が必要な面においてヒケを抑制する。
【解決手段】第1金型と第2金型とを型締めすることで長尺に形成され、該長手方向に直交する断面において型開き方向に沿った互いに対向する一対の第1面の寸法Aと、型開き方向と直角方向に沿った互いに対向する一対の第2面の寸法Bとの比が1となる部分が長手方向中間部に生じるように該寸法Aと該寸法Bとの比が連続的に変化する部分を含むキャビティと、前記第1金型及び前記第2金型に設けられ、前記第2面の寸法Bが前記第1面の寸法Aより大きい範囲の温度を、前記一対の第2面の温度よりも前記一対の第1面の温度が高くなるように調整する第1温調回路と、を備える。これにより、第1面よりも第2面が精度を要求される場合に、当該第2面でのヒケを抑制できる。
(もっと読む)
電気融着継手の製造方法
【課題】製造歩掛りを高め、接合作業の管理をインジケータによって確実に行える信頼性の高い電気融着継手を製造することが可能を可能にする電気融着継手の製造方法を提供する。
【解決手段】電熱線3を取り付けた内型と、凹所8及びインジケータ13を形成するための棒状のインジケータピンを備える外型とを型締めして形成した射出空間に溶融樹脂を射出し、凹所8及びインジケータ13を有する継手本体2を成形する。そして、このとき、インジケータピンの先端から外型に接続する後端側に向けて凹設され、溶融樹脂を充填してインジケータ13を形成するためのインジケータ形成用孔を、先端側が後端側よりも大径になるように形成しておき、段部14を境にして一端13a側に他端13b側よりも大径の大径部15を備えたインジケータ13を形成する。
(もっと読む)
車両用内装材の製造方法及び射出成形装置
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材の製造方法を提供する。
【解決手段】本方法は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材の製造方法であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材の表面の別部品を形成する範囲に対して射出成形装置22を設置する設置工程と、射出成形装置により内装基材の表面から通気止め用シート層を貫通して孔13、15を穿設する穿設工程と、射出成形装置により溶融樹脂を孔内に供給する溶融樹脂供給工程と、孔内に供給された溶融樹脂を冷却する冷却工程と、内装基材の表面に対して射出成形装置を取り外す脱型工程と、を備える。
(もっと読む)
射出成形用金型
【課題】コールドスラグによる成形品の品質低下を防止することができる射出成形用金型を提供することを目的とする。
【解決手段】一対の型部材2,3の間に、成形品を成形する成形空間5、及び成形空間5にゲート7を介して連通されたランナー6が形成され、一対の型部材2,3のうちの一方の型部材2に、ランナー6に向けて開口した流出口25を有するスプルー23が形成されている射出成形用金型1において、一対の型部材2,3のうちの他方の型部材3のランナー成形面31のうち、スプルー23の流出口25に対向する部分にスラグウェル32が形成されており、スラグウェル32の底面に、流出口25側に向かって突出した突起部34が突設されている。
(もっと読む)
射出成形金型及び発泡成形品の製造方法
【課題】射出成形金型を用いたカウンタープレッシャー工法による発泡成形品の製造において、得られる発泡成形品の表面にアバタが発生することを抑制する。
【解決手段】キャビティ14を形成する可動側金型10と固定側金型12を有する金型であって、軸部20及び頭部22を有し、キャビティ14内で成形された発泡成形品を頭部22で突き出す突出し駒24が固定側金型12に設けられ、固定側金型12における突出し駒24の頭部22の裏側に、カウンタープレッシャーガスを排気するガス流路30が形成された射出成形金型1。また、射出成形金型1を用いた発泡成形品の製造方法。
(もっと読む)
車両用内装材
【課題】特定の組成の樹脂原料を用いて、射出成形法により基体の表面にクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、基体1の表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部2は、基体1の表面に、樹脂原料を用いて射出成形法により形成されており、樹脂原料には、熱可塑性樹脂(ポリプロピレン等)と熱可塑性エラストマー(オレフィン系熱可塑性エラストマー等)とが含有され、熱可塑性樹脂と熱可塑性エラストマーとの合計を100質量部とした場合に、熱可塑性エラストマーは20〜80質量部(特に30〜70質量部)である。
(もっと読む)
インサート成形金型、シート供給装置およびインサート成形物の製造方法
【課題】深絞りが要求されるインサート成形を実施するにあたり、金型内で賦形可能であり、かつインサート成形時に打痕を発生させないためのインサート成形金型、シート供給装置およびインサート成形物の製造方法を提供する。
【解決手段】B金型のキャビティ形成面に一対のエア供給部とエア吸引部とを備え、かつ前記B金型のキャビティ形成面の周囲に、前記エア供給部および前記エア吸引部とは独立した真空吸引口を設けた真空吸引溝が掘られており、前記真空吸引溝とキャビティ形成面とはエア流路で連結されているインサート成形金型と、B金型に対向する位置に加飾シートを保持し、前記加飾シートを加熱することができるシート供給装置とを備える。
(もっと読む)
341 - 360 / 5,678
[ Back to top ]