
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
361 - 380 / 5,678
成形装置及び成型方法
【課題】溶融した樹脂を射出して冷却成形する金型において金型から成型品を離型する際の変形の発生を抑制する成形装置及び成型方法を提供する。
【解決手段】成形装置は気体を金型の温度に基づく所定の範囲内の温度にして保持する気体保持手段と気体保持手段に保持された気体を圧縮する気体圧縮手段と圧縮された気体を成型品の表面に吹き当たるように制御し成型品の表面に当接する開閉手段を備える。
(もっと読む)
金型内塗装用金型及び金型内塗装方法

【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
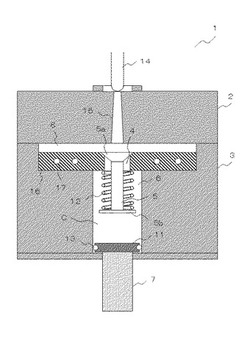
射出成形機
【課題】 本発明は、電磁石の吸着力を効率的に発生させることが可能な射出成形機の提供を目的とする。
【解決手段】 本発明による射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結され、第1の可動部材と共に移動する第2の可動部材と、を有し、第2の固定部材と第2の可動部材とで型締力を発生させる型締力発生機構を構成し、型締力発生機構は、電磁石と吸着部とを有し、吸着部は、電磁石からの磁束ベクトルであって、電磁石と吸着部との間のギャップを通る磁束ベクトルを、型締め方向に対して平行化させる平行化部を有する。
(もっと読む)
射出成形体
【課題】不良品の流出を防ぎ、品質の安定化をはかることができる射出成形体を提供する。
【解決手段】射出成形体10は、樹脂の流動方向に並ぶ2つの閉じた淵構造を備え、淵構造の一方の淵11で発生した会合部13の会合角が一定角度以下になる距離に、淵構造のもう一方の淵12を有し、会合部13に荷重をかけ、会合部13の変化に基づいて良否判定が行われる。
(もっと読む)
射出成形装置及び長尺成形品の製造方法
【課題】精度が必要な面においてヒケを抑制する。
【解決手段】第1金型と第2金型とを型締めすることで長尺に形成され、該長手方向に直交する断面において型開き方向に沿った互いに対向する一対の第1面の寸法Aと、型開き方向と直角方向に沿った互いに対向する一対の第2面の寸法Bとの比が1となる部分が長手方向中間部に生じるように該寸法Aと該寸法Bとの比が連続的に変化する部分を含むキャビティと、前記第1金型及び前記第2金型に設けられ、前記第2面の寸法Bが前記第1面の寸法Aより大きい範囲の温度を、前記一対の第2面の温度よりも前記一対の第1面の温度が高くなるように調整する第1温調回路と、を備える。これにより、第1面よりも第2面が精度を要求される場合に、当該第2面でのヒケを抑制できる。
(もっと読む)
電気融着継手の製造方法
【課題】製造歩掛りを高め、接合作業の管理をインジケータによって確実に行える信頼性の高い電気融着継手を製造することが可能を可能にする電気融着継手の製造方法を提供する。
【解決手段】電熱線3を取り付けた内型と、凹所8及びインジケータ13を形成するための棒状のインジケータピンを備える外型とを型締めして形成した射出空間に溶融樹脂を射出し、凹所8及びインジケータ13を有する継手本体2を成形する。そして、このとき、インジケータピンの先端から外型に接続する後端側に向けて凹設され、溶融樹脂を充填してインジケータ13を形成するためのインジケータ形成用孔を、先端側が後端側よりも大径になるように形成しておき、段部14を境にして一端13a側に他端13b側よりも大径の大径部15を備えたインジケータ13を形成する。
(もっと読む)
車両用内装材の製造方法及び射出成形装置
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材の製造方法を提供する。
【解決手段】本方法は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材の製造方法であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材の表面の別部品を形成する範囲に対して射出成形装置22を設置する設置工程と、射出成形装置により内装基材の表面から通気止め用シート層を貫通して孔13、15を穿設する穿設工程と、射出成形装置により溶融樹脂を孔内に供給する溶融樹脂供給工程と、孔内に供給された溶融樹脂を冷却する冷却工程と、内装基材の表面に対して射出成形装置を取り外す脱型工程と、を備える。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
射出成形品の製造装置及び製造方法
【課題】射出成形品に形成される貫通孔において、貫通孔の径方向へ延在する形状のバリの発生を抑制すること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12が備え、且つ第二金型14側へ向けて突出する第一貫通孔形成用突出部18が有する凹部20の底面20aと、第二金型14が備え且つ第一金型12側へ向けて突出する第二貫通孔形成用突出部24の第二先端面24aを、型閉じ状態で面接触させた状態で形成した成形空間内へ溶融樹脂を射出充填して、硬化した溶融樹脂からなる、射出成形品を形成する。
(もっと読む)
導光板の製造方法及び導光板並びに導光板を備える虚像表示装置
【課題】良好な画像を表示可能とする虚像表示装置用の導光板の製造方法及び導光板並びに導光板を備える虚像表示装置を提供すること。
【解決手段】本実施形態の導光板20の製造方法では、樹脂部材成形工程において、第1成形部PP1と第2成形部PP2との双方を有する樹脂部材成形型MP1,MP2によって一括して一対の第1及び第2樹脂部材B1,B2が成形される。また、画像取出部形成工程において、当該第1及び第2樹脂部材B1,B2を貼り合せて1つの画像取出部23が形成される。この場合、画像取出部23を構成する第1樹脂部材B1と第2樹脂部材B2との屈折率差を極力抑制できる。従って、画像取出部23の内部での意図しない屈折による画像光の角度ずれが抑制されることで、良好な画像を表示可能とする導光板20が製造される。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
樹脂詰まり検出装置および樹脂詰まり検出方法
【課題】金型に設けられた複数のエアベントのそれぞれについて、樹脂の詰まりを検出することが難しいという問題を解決することが可能な樹脂詰まり検出装置を提供する。
【解決手段】圧力センサ1A〜1Bを有する検出部は、キャビティー21に設けられた複数のエアベントのそれぞれと接続された複数の配管のそれぞれにかかる圧力を検出する。データ収集部2は、各圧力の時間変化を監視し、各時間変化に基づいて、各エアベントの状態を示す複数の状態値を求める。異常判定制御部3は、複数の状態値に基づいて、エアベントごとに、そのエアベントに前記樹脂が詰まっているか否かを判断する制御部と、
(もっと読む)
射出成形品の製造装置及び製造方法
【課題】射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12に形成され、且つ先端面18aの面積が第二金型14とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部18の先端面18aを、型閉じ状態で第二金型14と面接触させた状態で、成形空間内へ溶融樹脂を射出充填し、この射出充填した溶融樹脂が硬化した後に、型開き状態で、硬化した溶融樹脂を先端面18a側から無理抜きして、硬化した溶融樹脂を貫通孔形成用突出部18から取り外して、硬化した溶融樹脂からなる射出成形品を形成する。
(もっと読む)
光コネクタ部材およびその製造方法
【課題】樹脂製として軽量化などを図りながら、広い温度領域(−40℃〜125℃程度)で使用する場合でも光通信の伝達損失を低減できる光コネクタ部材、および、この光コネクタ部材の製造方法を提供する。
【解決手段】光コネクタ部材1は、異なる光ファイバケーブルの端部にそれぞれ設けられるフェルール2を2つと、これらのフェルール2を円筒内周面3cで同軸に突き合わせて嵌合保持する円筒状のスリーブ3とからなり、フェルール2およびスリーブ3は、それぞれ、充填材を配合した樹脂組成物の成形体であり、少なくともフェルール2とスリーブ3との嵌合保持部分において、フェルール2における充填材Aの配向およびスリーブ3における充填材Bの配向がいずれも軸方向であり、フェルール2とスリーブ3との線膨張係数(−40℃〜125℃における平均線膨張係数)の差が、±5×10-6 /℃以内である。
(もっと読む)
発泡射出成形品
【課題】ゲート部からの破断の拡大を抑えた発泡射出成形品を提供する。
【解決手段】本発明の発泡射出成形品1は、発泡層5が外部に露出している、少なくとも1つのゲート部2を有している。そして、発泡射出成形品の表面から突出して、ゲート部2の周囲を囲んでいる、ゲート部2からの破断を止めるためのリブ3が、ゲート部2の少なくとも1つに対応して設けられている。
(もっと読む)
射出成形方法
【課題】基材に対して樹脂部材を射出成形する射出成形方法において、樹脂の射出圧で基材が撓むことに起因するバリの発生を防止する。
【解決手段】本発明は、板状の基材1の両側から射出側の金型2と受け側の金型3とを基材1に対して挟むようにして接触させて、基材1と射出側の金型2と受け側の金型3とで限られて形成されたキャビティC内に射出側の金型2を通じて溶融樹脂を射出することにより、基材1に対して樹脂部材4を射出成形する射出成形方法であり、溶融樹脂の射出は、基材と受け側の金型との隙間における少なくとも一箇所において基材を受け側の金型に対して支えながら行われる。
(もっと読む)
樹脂成形品及びその製造方法
【課題】各導電部材及びチップ部品を樹脂でインサート成形する際、成形時の樹脂の圧力によって各導電部材からチップ部品に加わる外力を抑制することのできる樹脂成形品及びその製造方法を提供する。
【解決手段】各導電部材1同士を固定する補強チップ3を各導電部材1に亘るように各導電部材1に接続したので、各導電部材1及び各チップ部品2を覆う樹脂部をインサート成形する際、金型内に流入する樹脂の圧力が各導電部材1に加わった場合でも、各導電部材1同士の歪みを補強チップ3によって抑制することができる。これにより、各導電部材1からチップ部品2に加わる捩れ、曲げ等の外力を大幅に低減することができ、チップ部品2の特性を低下させることがないという利点がある。
(もっと読む)
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
入れ子成形方法、金型
【課題】金型に固定される入れ子の端部の変形を、より簡易的な方法で防止する。
【解決手段】成形品11に穴を形成するために、金型31の意匠成形面32に固定され、且つ成形品11の穴13のエッジをR面取り形状とするために、意匠成形面32側の端部に、意匠成形面32に向かって末広がりとなる逆R形状の鍔部34が形成される入れ子33を成形する場合、鍔部34が削り出される前の入れ子母材61を金型31とは異なる治具62に固定し、先端形状がR面取り形状に対応する刃具を備えた切削加工機にて、入れ子母材61の側面を、刃具の先端が治具62に食い込む位置まで切削し、入れ子母材61から鍔部34を削り出すことにより、入れ子33を成形する。
(もっと読む)
金型装置
【課題】超臨界発泡射出成形において、安定した品質の製品が得られるような金型装置を提供する。
【解決手段】穴が形成された製品を超臨界発泡射出成形により成形するための金型装置2であって、金型空間内へ超臨界流体が注入された溶融樹脂を射出させるゲート21と、製品の穴を挟んで、ゲートと対向するウェルド部20aに設けられる樹脂ベント23と、を備えたことを特徴とする。
(もっと読む)
361 - 380 / 5,678
[ Back to top ]