
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
401 - 420 / 5,678
支持部材の製造装置及び製造方法
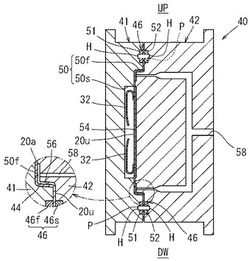
【課題】ネット体を精度良く位置決めしつつ、支持部材を着座性良く製造することにある。
【解決手段】第一型41と第二型42の間に、ネット体20aの外周を保持した枠部材46を取付け可能とし、第一型41と第二型42を閉じ合せることで、第一型41と第二型42のいずれか一方の突出部54により、一方とは異なる他方の凹部50側にネット体20aを押圧可能とするとともに、枠部材46の内側に、ネット体20aを挟みつけた状態のキャビティ44を設ける構成とした。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法

【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
ホットランナー射出金型装置における残留樹脂の排出装置
【課題】ランナー内壁やノズルの残留樹脂が成型品に混入されないように新しい樹脂を分流して残留樹脂を外部に排出できるホットランナーを提供する。
【解決手段】ホットランナー射出金型装置のランナー内の残留樹脂を排出する装置であり、マニホールド30のランナーとノズルの樹脂通路21との間に樹脂分離排出ユニット50Eを設け、溶融樹脂を分流してランナーの残留樹脂を樹脂排出通路34に排出し、ノズルの本体にノズルの樹脂通路の端部とノズル側の樹脂排出通路36A〜36Dを繋ぐ分岐排出通路25を設け、ノズルの樹脂通路内部に残留する樹脂を上記の分岐排出通路を通じて樹脂排出通路に排出する。
(もっと読む)
複合成形体及び複合成形体の製造方法
【課題】材料の自由度が高く、簡素な構成で金属と樹脂とを接合できる複合成形体及び複合成形体の製造方法を提供する。
【解決手段】本発明は、厚さが2mm以下の金属板2と金属板2の一方の面2a上に形成された樹脂層3を有する複合成形体1であって、金属板2は、金属板2の他方の面2bから一方の面2aに向かって凹む凹部4と、凹部4の底面に形成され、凹部4の底面と一方の面2aとの間を貫通する貫通孔5と、を有し、一方の面上の貫通孔5の面積は、0.2〜100mm2であり、他方の面上の凹部4の面積は、0.5〜200mm2であり、凹部4に対応する一方の面側の突出量hは、金属板2の厚さの四分の一より大きく、かつ、樹脂層3の厚さより小さく、凹部4内に貫通孔5を通じて面2a上の樹脂層3と繋がる樹脂瘤部3aを有する。
(もっと読む)
樹脂射出成形品
【課題】円筒部1と、その先端に当該円筒部の他部分より外径が大きい山状の膨出部2とを有する樹脂射出成形品であって、離型時に低い引抜力での無理抜きを可能とし、膨出部2に外観不良が残りにくい樹脂射出成形品を提供する。
【解決手段】少なくとも前記膨出部2に対応する内周形状が、円筒軸に対して垂直な面である径方向断面において凹凸を繰り返す鋸歯形状3とし、更に凹部に半径R2の丸みを付与することで、外形を変えずに無理抜き時のたわみを吸収して、成形品が円筒半径方向にすぼまりやすくなり、引抜力が低減されて膨出部2に発生する応力も低減させることができる。鋸歯形状3は凹凸を繰り返す形状であり、円筒軸方向に向う側である凸部と円筒軸方向から遠ざかる側である凹部とから構成される。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
成形品取出方法及び装置
【課題】成形品取り出し時にチャック部を適切に配置することで、成形品の変形や傷を防止できる成形品取出方法及び装置を提供すること。
【解決手段】レンズ成形品MPを取り出す際にレンズ成形品MPを把持する位置を第1分割面PL1に垂直な型開閉方向と第1分割面PL1に平行な分割面方向とに関して調整するので、レンズ成形品MPに意図しない力が付与されることを抑制できる。これにより、取出時にレンズ成形品MPが第1金型41に押し付けられて変形したり傷ついたりする現象の発生を抑えることができ、高精度のレンズを提供することができる。
(もっと読む)
リフレクター用樹脂組成物、リフレクター用樹脂フレーム、リフレクター、及び半導体発光装置
【課題】リフレクターとする際の成形性及び生産性が高く、リフレクターとした場合に優れた耐熱性を発揮し得るリフレクター用樹脂組成物、当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法を提供する。
【解決手段】ポリメチルペンテン樹脂と、白色顔料と、球状溶融シリカ粒子及び/又は異形断面ガラス繊維と、を含むリフレクター用樹脂組成物、及び当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法である。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティと、キャビティの保持器円環部相当部位の適所に連続して該保持器円環部相当部の外部に設けられた樹脂溜りと、樹脂溜りに連続する空洞及び空洞を摺動する可動ピンを配設した成形用金型を用いるとともに、可動ピンを引いて該可動ピンの先端と樹脂溜りとの間に空所を形成した状態で溶融樹脂組成物を射出してキャビティ、樹脂溜り及び空所を充填した後、溶融樹脂組成物が固化する前に可動ピンを樹脂溜り側に移動して樹脂溜り内の溶融樹脂組成物をキャビティ内に押し込み、この圧縮状態のまま溶融樹脂組成物を固化させて保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
射出成形品塗装金型及び射出成形品塗装方法
【課題】射出成形品塗装金型を用いて形成した成形品の製造において、製造効率を低下させずに、成形品の表面の一部にコーティング液や塗料を塗装すること。
【解決手段】型閉じ及び型開きが可能な固定側金型2と可動側金型4との間に、型閉じ状態において形成されている成形空間へ溶融樹脂を射出し、成形空間へ射出された溶融樹脂を冷却して固化させて成形品Pを形成し、固定側金型2に取り付けられて成形空間と隣接し、且つ液体が浸透可能な多孔性材料で形成された液体浸透部6へ塗装液を供給して、成形品Pのうち成形空間内で液体浸透部6と接触する部分に、固定側金型2と可動側金型4とを型閉じ状態として、塗装液を移動させる。
(もっと読む)
樹脂パネル部材の成形方法
【課題】成形サイクルを長くすることなく、薄肉ソリッド部を十分に冷却硬化させて後発泡膨れ現象をなくす。
【解決手段】キャビティ容積を拡大させるコアバック法により基材3上にパッド13を一体に成形する時、基材3を保持するコア型103の型成形面109に突設された突出部109aを、基材3のパッド13外周縁部に対応する開口部27に嵌入してキャビティ117に臨ませ、キャビティ空間117aの熱可塑性樹脂をキャビティ容積拡大前に冷却硬化させて、パッド13の外周縁部に薄肉ソリッド部29を形成する。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
樹脂成型品及び表示装置
【課題】フローマーク等の外観不良を抑制することが出来る樹脂成型品を提供する。
【解決手段】本発明に係る樹脂成型品は、ベース部から立ち上がる立上り壁4を有し、該立上り壁4の上端面には、樹脂成型時に樹脂材料を注入して形成されるゲート部5が露出している。そして、立上り壁4の外観側とは反対側の内面41には、ゲート部5を挟んで両側部に、立上り壁4の肉厚を立上り壁4の上端面へ向かって徐々に減少させる絞り面51、51が形成されている。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型を用いた成形品の製造において、製造工程を増加させずに、成形品の品質をより向上させること。
【解決手段】型閉じ及び型開きが可能な固定側金型2と可動側金型4との間に、型閉じ状態において形成されている成形空間へ射出した溶融樹脂を冷却して固化させ、可動側金型4に取り付けられている可動入れ子6の温度を、溶融樹脂のガラス転移点よりも高い温度に調節し、ガラス転移点よりも高い温度に調節した可動入れ子6を、溶融樹脂が射出された成形空間へ移動させて、固化させた状態の溶融樹脂を押圧することにより、ヒケ等の不整部分が形成された成形品に対し、固定側金型2と可動側金型4とを型閉じ状態としたままで、成形品のうち可動入れ子6で押圧される部分に形成された不整部分を整形する。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
ラベル付きカップ容器
【課題】 本発明は、ラベルの上端部をフランジの一部にまで延設するように外装したラベル付きカップ容器における、ラベルの端面を起点としたフランジの破損を効果的に抑制することを技術的課題とする。
【解決手段】 インサート射出成形により合成樹脂製のカップ容器をインモールドラベルで外装したラベル付きカップ容器において、ラベルは、基材層の内側に接着層を積層し、上端縁に沿って接着層にさらに帯状に第2接着層を積層した層構成を有し、また、ラベルの第2接着層を含む上端部が、カップ容器の側周壁から側周壁とフランジの境界部分である角部を経てフランジの基端部と外周縁の間の所定位置に至る領域を外装するものとし、第2接着層の接着強度を、フランジとインモールドラベルの層間剥離が、ラベルの端面に位置する第2接着層の先端を起点として第2接着層に沿うように進行可能に調整する。
(もっと読む)
金型、射出成形による熱可塑性樹脂封止電子基板の製造方法、及び熱可塑性樹脂封止電子基板
【課題】熱可塑性樹脂を用いる射出成形により電子基板を封止する際の、電子基板の変形、及び充填不良の発生を抑制できる金型、当該金型を用いる電子基板の封止方法、及び当該金型を用いる電子基板の封止方法により製造される熱可塑性樹脂封止電子基板を提供すること。
【解決手段】a)電子基板の前面側に設けられたゲート、b)電子基板の背面に誘導部を形成するための凹部I、c)ゲートと凹部Iとを連通する供給路、電子基板の表面において供給路及び凹部Iと連通される、電子基板の表面に誘導部よりも薄肉の被覆部を形成するための凹部II、及び、e)電子基板の背面側に設けられ、電子基板の背面に当接及び離間可能であり、電子基板の背面に当接して電子基板を支持する支持体を備える金型を用いて、電子基板を、熱可塑性樹脂を用いる射出成形により封止する。
(もっと読む)
光沢面を有するキャビネット及び表示装置
【課題】凸形状の刻印を付したムラのない光沢面を有するキャビネットを提供する。
【解決手段】光沢面を有するキャビネット10は、前記光沢面に凸形状の刻印30を付して構成される。前記キャビネット10は、金型40に逆柄の刻印41を凹設した金型を用いて成形することができる。
(もっと読む)
リサイクル可能ポリマーで作られた自転車フレームを得るための鋳型およびプロセス
【課題】リサイクル可能ポリマーで作られる自転車フレームを得るための鋳型および射出プロセスを提供する。
【解決手段】鋳型が、固定部分2と可動部分3から構成され、固定部分2も可動部分3も、熱射出ポリマーを受けそれに続いて自転車フレームを得るために共同で構造通路を構成するようにそれぞれの支承キャビティプレート2c,3cが組み付けられる基部プレート2b、3bを備える。可動部分3のキャビティ支承プレート3cは、メイン中央引出しGPがが組み付けられる長手方向ベッド3dを備え、第2の引出しGSが組み付けられる側部ベッド3eをさらに備える。前記長手方向ベッド3dは、メイン引出しGPがそこを滑ることできるようにする周囲トラック3fを備え、メイン引出しGPが水平方向MHに移動できるようにする角度に配置される押しピン3gを備える。側部ベッド3eは、第2の引出しGSのための押しピン3g’をさらに備える。
(もっと読む)
401 - 420 / 5,678
[ Back to top ]