
Fターム[4F204AD20]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 形状、構造 (3,379) | 層状体、積層体 (244)
Fターム[4F204AD20]に分類される特許
21 - 40 / 244
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材
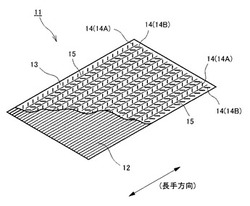
【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
光学部品の製造方法及びその製造装置

【課題】 基材表面を集中的に加熱することにより、成形時間の短縮、及び成形品の光学性能を向上させる光学部品の製造方法及び製造装置を提供すること
【解決手段】 基材に、少なくとも一部が赤外線透過材料からなる型を密着させて光学部品を製造する光学部品の製造方法において、前記型を、前記基材との間に隙間を開けて配置した状態で、前記基材に赤外線を照射して、前記基材を加熱した後、前記型と前記基材とを密着させることを特徴とする。
(もっと読む)
繊維強化複合材料の製造方法及びエレベータかごの製造方法
【課題】VaRTM法を大型成形体に適用する場合に未含浸部分の発生を十分に防止することができ、含浸完了から脱型までの工程時間を短縮し、且つ貯蔵中の液状樹脂の増粘を抑制することができる繊維強化複合材料、並びに該繊維強化複合材料を用いたエレベータかごの製造方法を提供する。
【解決手段】繊維強化複合材料の製造方法は、硬化触媒が予め付与された繊維基材を積層した積層体28を密閉部材22で覆って内部を減圧する工程と、硬化触媒の作用によって硬化する樹脂31を減圧された密閉部材22内に注入して繊維基材に含浸させる工程とを備えることを特徴とする。
(もっと読む)
FRP製品の真空含浸成形方法及びその製造装置
【課題】樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供する。
【解決手段】成形型1上に強化繊維布2aを含む積層体2を設置し、この積層体2を真空フィルム14で気密に覆い、真空下で積層体2に樹脂を含浸させるFRP製品の真空含浸成形方法において、積層体2を樹脂拡散媒体となるブリーザー4で覆うとともに、ブリーザー4の一方側に樹脂ゲートなる樹脂拡散供給管5を配し、ブリーザー4の他方側に真空ポートとなる第1の脱気用チューブ8と防水透湿性布から成る脱気バッグ9とを配し、樹脂含浸時、第1の脱気用チューブ8と脱気バッグ9とを通じて気体のみを排出する。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
複合材料を用いた成形品及びその製造方法
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
表皮一体発泡用表皮材及び表皮一体発泡成形品
【課題】本発明は、薄型化を可能にして、表皮の材質選択の制限が少ない表皮一体発泡用表皮材を提供する。
【解決手段】本発明に係る表皮一体発泡用表皮材Sは、液状樹脂不透過性ポリウレタンフォームからなるシート状ポリウレタンフォーム6と表皮7とを積層一体化させてなる積層体であり、厚さは1mm〜5mmである。このポリウレタンフォーム6は、ポリオール成分、イソシアネート化合物、触媒を少なくとも用いて得られ、フォーム体としての最終厚みが0.5mm〜3mmになるように薄いシート状に形成された物であり、両面に自己形成による薄いスキン層6aを備えている。
(もっと読む)
樹脂回転体およびその製造方法
【課題】簡易な工程で製造可能であって、かつ樹脂リングと金属ブッシュとの脱落が生じにくい樹脂回転体を提供する。
【解決手段】樹脂回転体1は、リング状の樹脂リング2と、上記樹脂リングの内周面2aに嵌合した金属ブッシュ3とから構成され、上記金属ブッシュ3の外周面には樹脂リング2と金属ブッシュ3とを相互に回転しないように結合する周り止め手段としての突起3aが設けられている。上記樹脂リング2は、抄造により製造したシート状樹脂を軸方向に複数枚積層させるとともに内周面の径を上記金属ブッシュの外周面と略同径に形成した素形体を加熱圧縮することにより成形され、上記金属ブッシュ3は、上記素形体の内周面に軸方向に沿って圧入されることで樹脂リング2に一体に連結されるようになっている。そして、上記金属ブッシュ3の突起3aは、金属ブッシュ3の軸方向中央よりも該金属ブッシュ3の圧入方向前方に偏倚した位置に設けられている。
(もっと読む)
注入発泡品の製造方法
【課題】本発明は、製造設備の小型化や簡易化を可能にした注入発泡品の製造方法を提供する。
【解決手段】本発明は、樹脂からなる芯材3と、前記芯材3の上面30Bに固着されたパッド材2と、を備えた自動車用シートSC(注入発泡品)の製造方法であって、
前記芯材3の裏面30A側から前記芯材3の前記上面30B側に渡って貫通する発泡液注入孔30を有する前記芯材3をコアとして 、金型Uのキャビティー内に配置させ、その後、前記発泡液注入孔30から発泡液を、前記芯材3と前記金型Uとの間に設けられたパッド成形空間20内に注入して、前記パッド材2を前記芯材3と一体に成形する。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
光学レンズの製造方法
【課題】 人間の角膜及びレンズは、眼の光学的能力を低下させて視力障害を起こす。従来のメガネでは焦点のぼけや乱視など、低次収差の矯正にのみ限定されている。三次以上の高次収差は、レンズを用いて矯正することができなかった。この高次収差を補正する光学レンズを安価且つ容易に製造する。
【解決手段】所定の厚さのスペーサと呼ぶ硬化可能なプラスチック素材を第1レンズに配し、一定の空間を空けて第1レンズと第2レンズとを互いに嵌め合わせ、所望のレンズのレンズ定義に応じて、高次収差を補正する屈折率パターンを画定することができるように硬化可能なプラスチック素材を半硬化して、高次収差を補正するレンズを製造する。これによって、患者が有する各種の収差、低次収差及び高次収差が同時に補正されるレンズが安価、且つ容易にオーダーメイドによって製造できる。又、特定の患者用の正確な収差補正が可能なレンズを提供する。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
熱成形用加飾シート及び加飾成形品
【課題】熱成形後も親水性を発現でき、防汚性、耐久性に優れる加飾成形品を提供することにあり、そのような加飾成形品を提供できる熱成形用シートを使用した一体成形型加飾シートを提供する。
【解決手段】基材シート上に設けた、シラノール基および/または加水分解性シリル基とを有するポリシロキサンセグメント(a1)と、ビニル系重合体セグメント(a2)とが、一般式(3)で表される結合により結合された複合樹脂(A)を含有する樹脂組成物の硬化物を、三酸化硫黄含有ガスにより表面処理してなる熱成形用加飾シート、及び前記熱成形用加飾シートを用いた加飾成形品。
(3)
(もっと読む)
成形用シート及びこれを用いたシート状成形体
【課題】プレス加工による成形性に優れる成形用シートと、この成形用シートを発泡及びプレス加工して成形され、良好な軽量性を発揮すると共に環境問題にも十分対応できるシート状成形体の提供を目的とする。
【解決手段】本発明は、表層、中間層及び裏層を備え、繊維素材及び発泡剤を含有する成形用シートであって、上記中間層が繊維素材として天然繊維、熱可塑性合成繊維及び非熱可塑性化学繊維を含有し、上記表層及び裏層が繊維素材として天然繊維及び熱可塑性合成繊維を含有し、上記表層及び裏層の各層における繊維素材に対する発泡剤の含有量が5質量%未満であることを特徴とする成形用シートである。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
シート用クッション材の製造方法およびシート用クッション材
【課題】 アンテナ電極を備えたシートのクッション材を低コストで提供する。
【解決手段】 熱可塑性エラストマーに強磁性の導電体微粒子を混合した所定形状の電極用シートの表面に強磁性の導電体微粒子を付着させてアンテナ電極21を形成し、成形金型31のキャビティ面34に設けた磁石35にアンテナ電極21を磁着させ、成形金型31内に注入したウレタン樹脂原液40を発泡させることでアンテナ電極21を一体に有するクッション材22を成形する。これにより均一な厚さのアンテナ電極21を備えたクッション材22を低コストで製造することができ、しかもクッション材22の表面にボイド(空洞)が発生することがない。またアンテナ電極21がクッション材22に強固に一体化されてクッション材22の変形に対するアンテナ電極21の追従性が高まるため、アンテナ電極21の剥がれが防止されるだけでなく、乗員がシートに着座した際の感触を良好にすることができる。
(もっと読む)
プリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置
【課題】被積層体(ワーク)の積層対象ピースに貼り付けて積層するプリプレグシートの裁断ピースのみを積層シューで押圧することを可能にし、裁断ピースを所定位置に正確に位置決めすることを可能にするプリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置を提供する。
【解決手段】プリプレグ積層体の長さ方向T1に交差する方向に繊維方向T2を向けてプリプレグシート8を積層するためのプリプレグ積層ヘッドを、被積層体Wの幅方向両外側にそれぞれ配設され、プリプレグシート8を被積層体W上に重ねるように案内する一対のガイドローラと、一対のガイドローラの間に繊維方向T2に進退自在に配設され、一対のガイドローラの間に案内されたプリプレグシート8を一面側から押圧して被積層体Wに貼り付けるための積層シュー31とを備えて構成する。そして、積層シュー31をプリプレグシート8の幅方向に分割して形成する。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
21 - 40 / 244
[ Back to top ]