
Fターム[4F204AR06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | 温度、熱量 (345)
Fターム[4F204AR06]に分類される特許
241 - 260 / 345
複合部品の製造方法
複合部品を製造する方法であって、その方法は、凸面領域を有する雄形ツール上に加工材を載置するステップと、加工材に圧力を加えることで雄形ツール上の加工材を圧密化する圧密化ステップであって、加える圧力をチャージが雄形ツールの凸面状領域に係合する位置で増大するように加工材表面上で変化させる該圧密化ステップと、凹面状領域を有する雌形ツール上で加工剤を養生するステップと、を有する。加工材を成形し、また一連の工程で圧密化し、積層体を形成する。加工材を第1温度T1で形成し、第2温度T2で圧密化し、また第3温度T3で養生し、ただしT1<T2<T3とする。  (もっと読む)
(もっと読む)
プリフォームの製造方法およびプリフォーム並びに繊維強化プラスチック桁材
【課題】本発明は、面外しわの発生頻度を著しく低減させることができるプリフォームの製造方法、およびプリフォームを提供せんとするものである。
【解決手段】本発明のプリフォームの製造方法は、少なくとも熱可塑性樹脂を含む樹脂材料を付与した強化繊維基材を複数枚積層した強化繊維積層体を屈曲させて得られるプリフォームを製造する方法であって、所定の加圧密着工程、所定の加熱保持工程、および所定の減圧工程を順次経ることを特徴とするものである。
(もっと読む)
複合型光学素子の製造方法

【課題】基材上にエネルギー硬化型樹脂を成形して複合型光学素子を製造する方法であって、真空引きや金型コアの温度制御のための装置が不要であり、成形後の後処理が不要な方法を提供する。
【解決手段】本発明による複合型光学素子を製造する方法は、基材2上にエネルギー硬化型樹脂1を塗布し、エネルギーを与えるステップと、その後、金型によって、基材上のエネルギー硬化型樹脂を、常温でプレス成形するステップと、を含む。本発明による複合型光学素子を製造する方法において、プレス成形する際のエネルギー硬化樹脂の粘度が、取り扱いの際に形状を維持することができ、かつ、常温において複合型光学素子に光学ひずみを生じさせない圧力で、プレス成形することができる値となるように、エネルギー硬化樹脂に与えるエネルギーおよびエネルギーを与えてからプレス成形するまでの時間を定める。
(もっと読む)
漆器製品素材およびその製造法
【課題】
琉球漆器特有の雰囲気を残しつつ、金型を利用して大量かつ経済性良く製造でき、しかも食洗機等による洗浄等にも対応可能な強度を有する漆器製品のための素材およびその製造法の提供。
【解決手段】
漆含浸繊維シートを、金属金型を用い、複数回の圧縮条件の異なる圧縮成型により成型することにより得られる漆器製品素材。
(もっと読む)
不燃性パネルの製造方法
【課題】不燃性を高めたポリウレタンフォーム不燃性パネルの製造方法を提供する。
【解決手段】成形型内でイソシアネートとポリオールを主原料とし、該主原料を触媒および発泡剤の存在下で反応させて成形されるポリウレタンフォーム成形体の両面に不燃性ボードが具備された不燃性パネルを製造する方法であって、
一方の成形型の上にトレーを載置し、
該トレー上に一方の不燃性ボードを載置し、
該一方の不燃性ボードの周囲に成形体の厚みを確保する外周枠体を配置し、
該外周枠体の上に他方の不燃性ボードを載置し、
該他方の不燃性ボードの上に他方の成形型を載置し、
該一方および他方の不燃性ボード間に該主原料を注入し、
触媒および発泡剤の存在下で、該一方および他方の成形型を70℃以上の温度に加熱した状態で、該一方および他方の不燃性ボードの間で該主原料を加熱により反応させるとともに発泡成形させることを特徴とする不燃性パネルの製造方法。
(もっと読む)
PUローラー
本発明は、PPDIベースのポリウレタンプラスチックから成る、ローラーのローラージャケットまたはローラーライニング(1)の製造方法に関する。この際、応力亀裂の回避のために生強度の脆弱性を可能な限り迅速に克服することが望ましく、このことはポリウレタンに添加された硬化剤が可使時間を5〜60秒に短縮することによって達成される。本発明はまた、PPDIのプレポリマーと1の硬化剤との混合物によって形成される、ローラーのローラージャケットまたはローラーライニング(1)の製造のため、とりわけ本方法の実施のためのPPDI系ポリウレタンに関し、この際、硬化剤が60〜99%の1,4−ブタンジオール、最大40%のジアミン、ならびに最高1%の触媒から成ることが重要である。 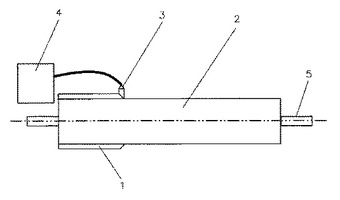 (もっと読む)
(もっと読む)
軟質ウレタンフォームの加工方法
【課題】一枚の平板プレス型と一つの尖頭プレス型とを組み合わせ、熱プレス処理によってウレタンフォームの表裏に同形の凹凸形状を形成する加工方法を提供する。
【解決手段】軟質ウレタンフォームの熱プレス処理にあって、一枚の平板プレス型と尖頭プレス型との組み合わせによって軟質ウレタンフォームを挟み、尖頭プレス型に添って軟質ウレタンフォームを圧縮し、両型の温度を170〜250℃とし、これを15〜1秒間加熱させ、尖頭プレス型による前記軟質ウレタンフォームの圧縮部位を樹脂化し、軟質ウレタンフォームの表裏に樹脂化層を跨いで同形の凹凸形状を形成した軟質ウレタンフォームの加工方法である。1‥軟質ウレタンフォーム、1a‥軟質ウレタンフォームの圧縮部、1b‥軟質ウレタンフォームのドーム部、2‥プレス型(平板)、3‥プレス型(尖頭型)、3a‥尖頭部。
(もっと読む)
樹脂成形品の製造方法、及びローラの製造方法
【課題】硬度と弾性復元性とのバランスがよい現像ローラ等のローラ製造に適した、発泡体からなる樹脂成形品の製造方法等を提供する。
【解決手段】分子中に少なくとも1個のヒドロシリル化反応可能なアルケニル基を有する有機重合体を主成分とする発泡体からなる弾性層の表面に、厚さ0.01mm以上のスキン層が設けられた樹脂成形品の製造方法であって、前記有機重合体を主成分とする発泡させた樹脂原料を昇温可能な金型に接触させ、該金型からの伝熱により前記樹脂原料を表面から加熱して硬化させ、前記スキン層を10秒以内に形成させることを特徴とする。金型の昇温は、例えば誘導加熱により行う。本製造方法を利用した、芯体の外周に弾性層が設けられ、かつ該弾性層の表面にスキン層が設けられたローラの製造方法も提供される。
(もっと読む)
金属製容器蓋シェル内に密封用ライナーを成形する方法
【課題】加熱することによって硬化されると共に発泡されるライナー素材(16)を加熱して、周方向に充分に均一な厚さを有し、所望の密封性能を達成することができ、そしてまたライナー素材の供給量を必要最小限にして製造コストの増大を回避することができるライナー成形方法を提供する。
【解決手段】所要温度に加熱された型押部材(22)を所要圧力でライナー素材(16)に作用させ、ライナー素材(16)を所要形状に型押成形しながら加熱する。
(もっと読む)
眼科用レンズの作製方法
【課題】眼の不快感を引き起こさないシリコーンハイドロゲルコンタクトレンズを作製するための水性処理を提供する。
【解決手段】この方法は、(a)レンズを形成するために、少なくとも1つのシリコーン含有成分を含む反応混合物を金型中で硬化させることであって、当該反応混合物は、TRISに対して約0.9未満の保持時間を有する水難溶性成分または不純物を実質的に含まない、反応混合物を金型中で硬化させることと、(b)金型から当該レンズを離型させるために、当該レンズおよび金型を水溶液に、99℃未満の温度で約1時間未満、接触させることと、(c)選択的に、レンズの後処理をすることであって、当該後処理は、行われる場合には、6時間未満の時間、水溶液を用いて行われる、レンズの後処理をすることと、を含む。
(もっと読む)
充填材入りフッ素樹脂シートの製造方法および充填材入りフッ素樹脂シート
【課題】フッ素樹脂の充填率が低く充填材の充填率が高い場合であっても、高い応力緩和特性と高い気密特性(シール性能)とが両立した充填材入りフッ素樹脂シートおよびその製造方法を提供すること。
【解決手段】フッ素樹脂、充填材および加工助剤を含有するシート形成用樹脂組成物を、ロール温度を40〜80℃として圧延する工程を含み、該加工助剤が、分留温度が120℃以下である石油系炭化水素溶剤を30質量%以上(ただし、加工助剤重量を100質量%とする。)含んでなる
ことを特徴とする充填材入りフッ素樹脂シートの製造方法。
(もっと読む)
スタンピング可能な強化複合材の半製品を生産する方法
一つ以上のプラスチック及び細断した繊維又は連続したフィラメント(4)を含む、スタンピング可能な強化複合材の半製品を生産する方法において、前記繊維又はフィラメント(4)の軟化温度が、前記材料の軟化温度の最高の温度より高く、前記繊維又はフィラメント(4)を特に重力によってコンベヤ(1)上に堆積させるステップと、総重量の5%と90%の間の割合で前記プラスチックの粉末の粒子(6)を前記繊維又は前記フィラメント(4)上に散布するステップと、前記粒子(6)を前記繊維又は前記フィラメント(4)と混和するステップと、混和物を前記材料の軟化温度より高い温度まで加熱するステップとを含み、混和ステップが、前記混和物(4、6)に、前記コンベヤ(1)の前進方向(15)にほぼ垂直な少なくとも1つの電界をかけるステップを含む方法。 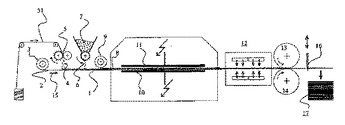 (もっと読む)
(もっと読む)
凹凸状シートの製造方法
【課題】パターン構造の精度低下や剥離不良などの欠陥のない、高品質な凹凸状シートを製造する。
【解決手段】シートWの表面に、エンボスローラ13表面の凹凸を転写形成する凹凸状シートの製造方法である。帯状可撓性のシートWを連続走行させる工程と、このシートの表面に放射線硬化樹脂を塗布し塗布層を形成する工程と、シートを回転するエンボスローラに巻き掛け、塗布層にローラ表面の凹凸を転写する工程と、シートがローラに巻き掛けられている状態で放射線を照射し塗布層を硬化させる工程と、シートを凹凸ローラから剥離させる工程と、を含み、温度及び湿度がそれぞれ目標値に対する所定の変動範囲で制御されるケーシング40内部において転写から硬化、剥離までのプロセスを行うことにより、前記課題を解決する。
(もっと読む)
造形部品の製造方法および前記方法で得られる造形部品
本発明は、
− 一方向耐衝撃繊維と結合剤との単一層を含む(2)枚以上のシートを積み重ねてスタックを形成するステップと、次に、スタックを金型に入れるステップと、金型内のスタックを制御部材で固定するステップと、金型を閉じるステップと、
− 温度および圧力のもとでスタックを固化して曲面造形部品にするステップと
を含む、造形部品の製造方法に関する。本発明はさらに、前記方法で得られる製品に関し、その製品は耐衝撃用途に用いるのに非常に適しており、それには、例えばヘルメット、曲面パネル、円錐形標識およびドームがある。
(もっと読む)
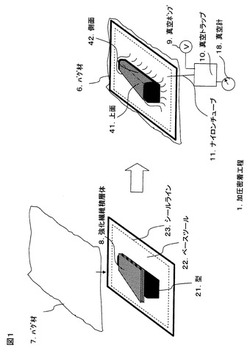
絶縁コイル、樹脂の硬化装置および樹脂の硬化方法
【課題】絶縁コイル形成時に行なわれる含浸樹脂の硬化時に於て、ボイドの発生を抑制することを目的とした。
【解決手段】絶縁コイル1を加熱する加熱手段と、絶縁コイル1に樹脂を送出する配管33aを冷却する冷却手段とを有し、配管33aを絶縁コイル1の温度以下にする温度分布制御手段を備えた硬化装置および絶縁コイル1への樹脂の供給経路を絶縁コイル1の温度以下に冷却しつつ、樹脂に圧力を加えながら絶縁コイル1を加熱して樹脂を硬化させる硬化方法。
(もっと読む)
樹脂成形品の製造方法、並びにインクジェットヘッドの製造方法及びそれにより得られるインクジェットヘッド
【課題】複数の微細な凹部又は凸部が2次元的に配列された樹脂成形品を簡単にかつ安価に製造できる製造方法を提供する。
【解決手段】複数の微細な凹部又は凸部に対応した凹凸パターンを有する金型を、加熱した樹脂基板に所定のプレス条件でプレス加工することによって樹脂製部品を製造する際に、金型の温度、樹脂材料の温度、及び、金型を樹脂材料に所定量押し付けたときに金型が樹脂材料から受ける抵抗力の少なくとも一つを検出して、検出された値に基づいてプレス条件を修正しながら金型を加熱した樹脂材料に押し付ける。
(もっと読む)
自動車用の軽量の遮音カバーを製造するための改良された方法および、そのカバー
自動車のボディコンポーネント用の軽量の遮音カバー(1、1’、1’’、1’’’)、特に軽量のダッシュボードカバー、を製造する方法であって、
ここでカバー(1、1’、1’’、1’’’)は、ポリオールとイソシアネートを含む反応性混合物を発泡工具(9)の空洞(11)への注入することによる単一段操作で、発泡吸音成形部品として製造され、
ここで、該発泡成形部品が、一方の側に少なくとも0.5mmの厚さを伴う合体して実質的に小孔のないスキン(1.1)を有し、且つ前記スキン(1.1)の反対側に開口した多孔性表面(1.2)および/またはより薄くて音を浸透するスキン(1.4)を有するようなやり方で、注入の前および/または間に、発泡工具(9)の空洞(11)を画定する少なくとも一つの所定の表面部分(17)が温度制御される。
(もっと読む)
連続プレス積層板
連続プレス積層板(10)は第一の樹脂含浸紙層(12)と少なくとも1つの繊維強化ベール層(14、16、18)とを含み、それぞれの繊維強化ベール層をバインダーおよび充填材組成物で含浸し、繊維強化ベール層は含浸後プレス前には単位面積当たりの質量が約50〜約1250g/m2である。  (もっと読む)
(もっと読む)
スポンジ製造のプロセスおよびプラント
【課題】従来技術の技術的な欠点を除去できるプロセスおよびプラントを提供する。
【解決手段】スポンジ製造プロセスは、テフロン(登録商標)またはシリコーンのモールドを60℃〜70℃の間の温度に加熱することと、プラスチック材料と試薬とを含む混合物をモールドに注入することと、混合物を30分未満の間膨張させることと、完成したスポンジをモールドから抜き出すことと、からなる。このようにして、不透水表皮層のない吸水性スポンジが得られる。プラントは、モールドをモールド加熱手段に、続いて注入手段に移動するためのコンベアを備えている。次に、プラントは、モールドに注入された混合物を膨張させるために、モールドをある時間保持するように構成された膨張手段と、その後にスポンジを排出する手段とを備えている。
(もっと読む)
光学プリズム
【課題】複屈折が小さく、環境変化による変形が少ない等の光学特性に優れた光学プリズムおよびその生産性に優れた製造方法を提供すること。
【解決手段】熱可塑性樹脂を射出成形することによって、プリズムの一面に垂直な方向Xにおいて製品形状よりも若干大きく(h0+t)、同面に平行な方向において製品形状よりも若干小さなプリズム予備成形体2aを成形し、この予備成形体をプレスモールド成形することで製品を得る。
(もっと読む)
241 - 260 / 345
[ Back to top ]