
Fターム[4F204EA01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (2,505) | 発泡注型成形 (722)
Fターム[4F204EA01]に分類される特許
21 - 40 / 722
発泡樹脂成形品成形用の金型構造
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を剥離して発泡層を露出させた発泡樹脂成形品を成形することができる発泡樹脂成形品成形用の金型構造を提供する。
【解決手段】発泡樹脂成形品成形用の金型10は、発泡樹脂成形品の本体部を成形するための本体部成形部10cと、本体部の表面に立設されるリブ部を成形するためのリブ部成形部10bとを有し、該リブ部成形部10bは、リブ部の立設方向に対してアンダーカット状に形成されるリブ部を成形するように形成され、金型10は、発泡樹脂成形品を成形した後に取り出す際に、リブ部成形部10bにリブ部を保持した状態でリブ部の立設方向にリブ部と本体部とを離間させることにより、リブ部に連続する本体部のスキン層を剥離して本体部の発泡層を露出させるように構成されている。
(もっと読む)
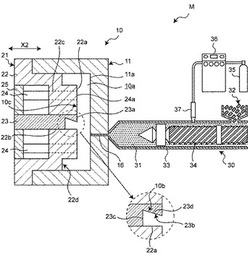
発泡成形品の製造装置

【課題】本発明は、小型化が可能で小規模生産に適した発泡成形品の製造装置を提供する。
【解決手段】発泡成形品の製造装置1に設けられ金型収容部12の昇降機構Sは、金型収容部12の下方に位置して、金型収容部12を昇降させる足踏みレバー20と、足踏みレバー20の作用部22と金型収容部12とを連結する連結レバー14と、を備えている。連結レバー14の一端は金型収容部12に軸支され、連結レバー14の他端は、足踏みレバー20の作用部22に軸支されている。この発泡成形品の製造装置1は、足踏み部21を力点としたテコの原理で金型収容部12を上昇させることができる。従って、モータやエアーピストンなどの動力を利用することなく、人力によって重い金型Kを上昇させることができる。
(もっと読む)
発泡材料を備える部品の製造方法
【課題】支持部材、発泡材料層、及び内装用カバーを備える発泡材料部品の製造方法。
【解決手段】本発明の方法は、複数の長尺状の内装用カバー片を縫製することによって内装用カバーを形成する工程と、縫製済みの内装用カバーを位置決め部材の凸状位置調節面に設置する工程と、第1の吸引システムにて位置決め部材上に内装用カバーを吸引する工程と、内装用カバーを上部に引き付けている吸着した状態の位置決め部材を、発泡用ダイの底部ダイ内に配置する工程と、第1の吸引システムを停止し、及び、第2の吸引システムを用いて底部ダイの凹状の位置調節面に内装用カバーを引き付ける工程と、位置決め部材を底部ダイから離脱する工程と、発泡用ダイのプランジャ上に剛性支持部材を設置し、及び閉蓋することによって支持部材と内装用カバーの間に発泡用空隙を形成する工程と、発泡用空隙に発泡材料を注入し、及びポリマー化する工程とを備える。
(もっと読む)
表皮付一体発泡成形品及びその製造方法
【課題】表面に立体的な凹凸形状を形成し得て意匠性を高めることができ、また触感を部分的に変化させることで人が触れたときのフィーリングを良好となし得る表皮付一体発泡成形品を提供する。
【解決手段】発泡樹脂の原液を発泡成形して成る発泡基体12に対して、表皮18と軟質のスラブフォーム層20とフィルム22とが一体に積層された表皮層16を接合状態に一体に成形して成る表皮付一体発泡成形品10において、表皮層16には、フィルム22を貫通してスラブフォーム層20の内部まで到る切込み又は孔加工による含浸口部24を設けて、含浸口部24を通じてスラブフォーム層20に含浸された発泡樹脂の原液により固化部26を形成する。そして固化部26に表皮18を接着固定して、スラブフォーム層20の他部を表皮18とともに表側に膨出させて発泡成形品10の表面に凹凸形状を形成する。
(もっと読む)
ワイヤハーネスおよびその製造方法
【課題】発泡樹脂で成形された部分の耐摩耗性を向上させる。
【解決手段】電線束Wの外周に該電線束を覆うように発泡樹脂成形体50がモールドされたワイヤハーネスWHにおいて、発泡樹脂成形体50の外表面に樹脂フィルム30が密着して配されている。下型10と上型20の内面に樹脂フィルム30を配置した上で、下型の配索溝11、12に沿って電線束Wを配置し、その状態で配索溝に発泡樹脂41を注入して発泡させることで、電線束の外周を覆うように発泡樹脂成形体50を成形すると同時に発泡樹脂成形体の外表面に樹脂フィルム30を接着する。
(もっと読む)
パッド付きインストルメントパネル本体の成形方法
【課題】ウレタン原料の流れが乱れず、品質の良いパッド付きインストルメントパネル本体を得る。
【解決手段】下型103に表皮9を、上型105に基材3をそれぞれセットする。原料注入口203を有するマスキングプレート201を表皮9と基材3との間に配置した型閉め状態で、基材3のスピーカ取付部15をマスキングプレート201で覆ってスピーカ取付部15の外周縁部をシールするとともに、原料注入口203をスピーカ取付部15の装着孔17と連通させ、かつマスキングプレート201と表皮9との間に隙間を有するようにスペーサ205を介在させて基材3及びマスキングプレート201と表皮9との間にキャビティCを形成する。原料注入口203からキャビティCにウレタン原料Rを注入して発泡硬化させることにより、基材3及びマスキングプレート201と表皮9との間にウレタン発泡層11を一体に形成する。スピーカ取付部15に対応するパッド7を切断してパッド7及びマスキングプレート201を取り除く。
(もっと読む)
断熱材用硬質ウレタンフォーム、硬質ウレタンフォーム製造用プレミックスポリオール、硬質ウレタンフォームの製造方法及び冷蔵庫
【課題】ウレタンフォームとABS樹脂製内箱との間に表層ボイドが形成され、冷蔵庫内の空間を形成するABS樹脂製内箱表面の外観に凹凸のある歪を与える、冷蔵庫の断熱箱体及び断熱扉体に充填する硬質ウレタンフォーム、その硬質ウレタンフォーム製造用プレミックスポリオール、硬質ウレタンフォームの製造方法及び冷蔵庫の提供。
【解決手段】活性水素を4〜8個有する活性水素含有化合物にアルキレンオキシドを付加した、低粘度のポリオール成分30〜80重量%を含み、また、整泡剤が一般式(1)の化学構造を有する、SP値(溶解パラメータ)8.1〜8.6であることを特徴とするプレミックスポリオールを用いて発泡する。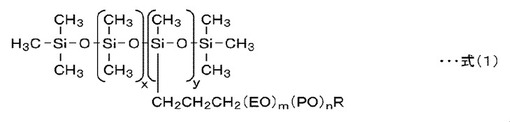 (もっと読む)
(もっと読む)
樹脂成形体の製造方法および製造装置
【課題】縁が稜角となった樹脂成形体を簡単に形成する。
【解決手段】製造装置20では、ガイド32,42とローラ36,46,52との間に連続して繰り出される一連のシート10を通すことで、シート進行方向に沿って折り目を付けつつ該折り目で折り曲げて上方に開口する角溝部を形成し、該角溝部の少なくとも一方の側壁片に折り目を付けて該角溝部の開口と反対側に折り曲げた蓋部を形成する。角溝部に樹脂原料を注入した後に、角溝部と蓋部との間の折り目で該蓋部を折り曲げて角溝部の開口を塞ぐことで、得るべき樹脂成形体の外形に合わせた角筒状の型枠を形成して、型枠で保持した状態で樹脂原料を硬化させることで、樹脂成形体を連続的に形成する。
(もっと読む)
金型及び発泡成形体の製造方法
【課題】排気孔への離型剤等の異物の侵入を防止することができ、且つ仮に排気孔に異物が侵入しても容易に除去することが可能な金型と、この金型を用いた発泡成形体の製造方法とを提供する。
【解決手段】金型30は、発泡合成樹脂よりなる発泡成形体を製造するためのものである。金型30のキャビティ33の内面に、該キャビティ33内のガスを該キャビティ33の外部に排出するための排気孔34が設けられている。排気孔34に、キャビティ33からのガス排出方向と反対方向に流体を供給する流体供給手段35が設けられている。
(もっと読む)
フェノール樹脂発泡体積層板及びその製造方法
【課題】 低価格でシワ、剥離といった発泡体の表面欠陥を覆い隠す効果が発揮されると共に、そり等の変形がなく、意匠、美観効果が加味され、更に前記積層板上を歩いて施工する時に滑りにくく、安全で作業性が向上した、エンボス加工表面材を用いたフェノール樹脂発泡体積層板及びその製造方法の提供。
【解決手段】 フェノール樹脂発泡体の少なくとも一方の面に表面材を配してなるフェノール樹脂発泡体積層板であって、該表面材は、セルロール成分単一物又はそれを主成分とし、その他無機成分及び有機成分の中から選ばれる少なくとも1種を混合して得られたものであり、かつ、エンボス加工が施されていることを特徴とするフェノール樹脂発泡体積層板による。
(もっと読む)
繊維体の固定装置
【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定装置を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
衝撃吸収パッドの製造方法、および衝撃吸収パッド
【課題】下型内に配置した補強部材の裏面側への発泡樹脂原料の流入を防止して、外観不良等の品質低下を取り除くことのできる、衝撃吸収パッド及びその製造方法を提供する。
【解決手段】成形金型1の下型2内に、プレート状の本体部分11を有する補強部材10を配置させて補強部材10の前記本体部分11の表面11a上に発泡樹脂原料を注入し、上型3と下型2との型締めで前記発泡樹脂原料を発泡させて、補強部材10に樹脂発泡体20を一体にする衝撃吸収パッドの製造において、補強部材10の本体裏面11bに、発泡樹脂材料からなるシール部材13を少なくとも該裏面11bの周縁に設け、前記本体裏面11bに設けたシール部材13が下型2の底面2aに接触させたままで補強部材10を下型2内に配置した後、本体部分11と下型底面2aとの間での、シール部材13の圧縮変形下で、前記本体部分11の表面11a側に発泡樹脂原料を注入して発泡成形する。
(もっと読む)
発泡体の製造方法
【課題】エチレン単位を有する未架橋重合体、架橋剤及び発泡剤を含有する発泡性樹脂組成物を原料として、少なくとも一方に、水平な底面及び傾斜面により形成された凹部を有する金型を用いて、加圧一段発泡法に供し、引っ掻き傷、割れ、欠け等の不良現象が抑制された発泡体の製造方法を提供する。
【解決手段】本発明は、発泡倍率x、ASTM D 1822−61Tに準じて測定される未架橋重合体の引張衝撃強度T、金型の凹部における底面に対する傾斜面の角度θ、及び、金型の凹部の深さrにより、下記式(1)又は(2)を満たす条件で、架橋重合体を含む発泡体を製造する方法である。
【数1】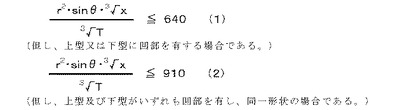 (もっと読む)
(もっと読む)
繊維体の固定方法及び発泡成形体の製造方法
【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定方法及び発泡成形体の製造方法を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
車両用内装品の製造方法
【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
発泡成形品及びその製造方法
【課題】表皮材と基材との間に発泡樹脂製のクッション材が充填された発泡成形品において、表皮材の金型へのセットを容易にする。
【解決手段】熱可塑性の不織布6の表面に合成樹脂層7を設けて表皮材4とし、表皮材4を熱プレス成形、真空成形、真空圧空成形等により所定形状に賦形する。賦形した表皮材4の不織布6の裏面にポリエステル樹脂溶液を塗布し硬化させ、下型1Aに基材3をセットし、上型1Bに賦形した表皮材4をセットして金型1を閉じる。基材3と表皮材4との間のキャビテに高圧混合ノズル8によって2液混合発泡ウレタンを注入し、発泡、固化させてインストルメントパネル2を成形する。表皮材4を賦形することにより、金型1へのセットを容易になる。更に、賦形した表皮材4の不織布6の裏面にポリエステル樹脂溶液を塗布し、硬化させることにより、その剛性が高まり、金型1へのセットが容易になる。
(もっと読む)
車両用シートパッド及びその製造方法
【課題】パッド本体の裏面とパッド本体の外とにまたがるリクライニング装置等との間で発生する異音を防ぐ車両用シートパッド及びその製造方法を提供する。
【解決手段】発泡体からなるパッド本体1と、該パッド本体の発泡成形でその裏面に被着一体化される起毛55を備えたシート状不織布5aと、を具備し、且つ、パッド本体1にはその外縁部沿いに裏面側へ張り出す立壁状の張出部4が形成され、さらに、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成される一方、不織布5aは、凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成され、さらに、切込み52でできた短冊状部53同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で凹凸部45を覆うようにして、凹凸部45に短冊状部53が被着一体化されてなる。
(もっと読む)
シートクッションパッドの製造方法
【課題】上型に対する補強布の取付作業が容易なシートクッションパッドの製造方法を提供する。
【解決手段】補強布14に取り付けられた変形可能な形状記憶部材52を、上型3(内型22)の形状に沿うように変形させ、その形状を維持させることにより、補強布14を上型3の形状に沿った状態で取り付ける。形状記憶部材52を上型3の形状に沿うように変形させるだけで、その形状を維持させることができるので、固定ピンを用いた方法などと比較して補強布14の取付作業が容易である。
(もっと読む)
車両用内装材の製造方法
【課題】カバー部材の位置決め精度が高められた車両用内装材を製造すること。
【解決手段】減圧吸引機構26bを備える下型26と上型とから成る一対の型を有し、一対の型を型閉じすることで形成される成形空間内に成形品が成形される成形装置と、減圧吸引機構22bを備え、下型26の露出面26aの形状に沿った固定面22aを有する固定冶具22と、を用いて車両用内装材を製造する方法であって、固定冶具22の固定面22aに表皮材12を吸引固定させる工程と、固定冶具22に固定された表皮材12と下型26の露出面26aとを当接させる工程と、下型26の露出面26aに表皮材12を吸引固定させる工程と、下型26と上型とを型閉じする工程と、成形空間内に発泡材(発泡樹脂)を注入する工程と、発泡材を発泡、硬化させてクッション材14を形成した成形品を形成する工程と、成形品を脱型する工程と、成形品から不要部分を取り除く工程とを備える。
(もっと読む)
表皮一体発泡品
【課題】インストルメントパネル等に好適な装飾性の高い溝状模様と皺模様を有する表皮一体発泡品を提供する。
【解決手段】可撓性のプラスチックからなる一枚の表皮15と、表皮15の裏面で発泡形成された発泡体とを有する表皮一体発泡品10において、表皮15には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされた溝状模様Mを表面に有し、溝状模様Mの両端には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされる際の表皮15の変形により発生した皺模様17を有する構成とした。
(もっと読む)
21 - 40 / 722
[ Back to top ]