
Fターム[4F205AH47]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 建築設備 (116) | 構造材料、外装(←柱、梁、コンクリート、補強筋) (71)
Fターム[4F205AH47]に分類される特許
1 - 20 / 71
繊維強化プラスチックの製造方法及び製造装置
【課題】繊維強化プラスチックの製造装置を簡素化し、かつ製造時間の短縮を図る方法を提供する。
【解決手段】軸4回りに回転する巻取り型5には、回転中心から異なる角度の位置と一線上の位置との間で移動する第1ピン部材6a〜6dが設けられている。一対の第2ピン部材7a、7bは対向線回りに回転可能であり、かつ案内軌道により近接離反可能である。第1工程では、長繊維束を繊維供給部2から引き出しつつ環状に巻き取る。第2工程では、第1工程で環状に巻き取られた長繊維束の輪の中に第2ピン部材7a、7bを挿入した後、離反させる。この際、第1ピン部材6a〜6dは一線上の位置に移動する。そして、第3工程では、第2ピン部材7a、7bを対向線の回りに回転させて、回転している長繊維束の周囲にさらに長繊維束を供給して巻き付けてゆく。
(もっと読む)
FRP構造体の製造方法及び製造装置

【課題】製造時間の大幅な短縮を可能にするとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の成形範囲全体に複数の脱気部9と複数の樹脂供給部10とを所定間隔で交互に略平行に配置し、複数の脱気部9より同時に脱気することにより、複数の樹脂供給部10より同時に樹脂を供給して樹脂含浸を一気に進行させて成形する。
(もっと読む)
引抜き成形品の製造装置および引抜き成形品の製造方法
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
中空材の製造方法、及びこれに使用する肉取板
【課題】剛性が高く軽量でもある中空材を、製造のための資材に無駄がないように製造することができる方法を提供すること。
【解決手段】両端部の厚肉部11と、これらの間の薄肉部12とからなり、繊維強化プラスチックにより一体化されて、構造材または巻芯となる中空材10を、次の各工程を含んで製造する方法。(1)成形芯金20の表面に、薄肉部12を形成することになる複数の肉取板30を配置し、(2)各肉取板30の表面に密着阻止材31を配置し、(3)この密着阻止材31及び成形芯金20の表面に、繊維強化プラスチックの未硬化材を取り付け、(4)この未硬化材を硬化させて中空材10とし、硬化した中空材10から成形芯金20を抜き出し、(6)成形芯金20が抜き出された穴10aから、少なくとも各肉取板30を取り出す工程。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
サーマルスプレッダを使用して複合構造部材を接合する方法及び装置
【課題】複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体に実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法を提供する。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
(もっと読む)
繊維強化熱可塑性プラスチックおよびその製造方法
【課題】表面に摘み皺の少ない炭素繊維ウェブを用いた場合に力学特性及び品質に優れる繊維強化熱可塑性プラスチック及びその製造方法を提供することを目的とする。
【解決手段】強化繊維ウェブに熱可塑性樹脂を含浸させてなる繊維強化熱可塑性プラスチックにおいて、
前記強化繊維ウェブは、少なくとも強化繊維束(a)と強化繊維束(b)とからなり、前記強化繊維束(a)は繊維長5〜15mm、前記強化繊維束(b)は繊維長5mm未満であり、前記強化繊維束(a)と強化繊維束(b)の強化繊維の繊維径が同一の繊維径を有するとともに、前記強化繊維束(a)を30〜99重量%、前記強化繊維束(b)を1〜70重量%を含んでなることを特徴とする繊維強化熱可塑性プラスチック。
(もっと読む)
強化繊維積層体の製造方法および製造装置
【課題】
ドライな強化繊維テープの集合体を積層させた強化繊維積層体を製造するにあたり、長手方向に湾曲した形状の強化繊維積層体を製造する場合においても、強化繊維テープの載置・積層作業を繊維の位置ズレなく高精度で効率良く製造することができ、高品位の強化繊維積層体を得ることができる製造方法および製造装置を提供する。
【解決手段】
強化繊維の糸条が少なくとも長手方向に平行に延在する強化繊維テープを、該強化繊維テープの長手方向に対して互いに隣接するように載置し、強化繊維集合体とする載置作業や、載置テーブルに載置された強化繊維集合体を別の載置テーブルへ移載する移載作業や、さらに強化繊維集合体を複数枚積層し、強化繊維積層体を形成する積層作業において、静電吸着を利用することにより強化繊維の角度のズレや位置ズレすることなく高い精度でかつ効率良く作業を行うことを特徴とする、強化繊維積層体の製造方法。
(もっと読む)
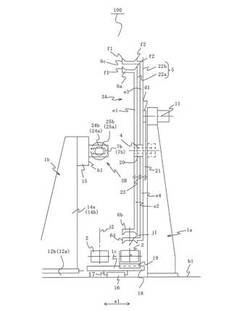
フィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置
【課題】ロービングからのマルチフィラメントの繰り出しについて安定性を高めることのできるフィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置を提供する。
【解決手段】回転体14の中央部には、軸線方向に沿って挿通部14aが貫設されている。挿通部14aには、長尺材32が挿通される。回転体14には、ロービング21を装着するためのコア15が複数設けられている。各コア15によって、複数のロービング21の内周側が支持される。また、複数のロービング21は、その軸線方向と回転体14の軸線方向とが平行になるように固定される。マルチフィラメントは、複数のロービング21の外周側から繰り出されて長尺材32に巻き付けられる。回転体14には、複数のロービング21の外周側から繰り出されるマルチフィラメントをガイドするガイド部材16が設けられている。
(もっと読む)
熱硬化性マトリックス中のCNT浸出繊維
構造支柱は、円筒形コアと前記コア内の内層と外層とを含む。前記内層及び外層は、熱硬化性マトリックス中のCNT浸出繊維材料を含む。複合材料は、熱硬化性マトリックスと約20から約500ミクロンまでの範囲又は約0.1から約15ミクロンまでの範囲の長さのCNTを有するCNT浸出繊維材料とを含む。後者の範囲において、CNTは複合材料の約0.1重量パーセントから約5重量パーセントまで存在する。構造支柱を製造する方法は、円筒形マンドレルの周囲に第1のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることと、前記第1のCNT浸出繊維の周囲にベースライン層を前記マンドレルの軸と実質的に非平行な角度で湿式巻き付けすることと、前記ベースライン層の周囲に第2のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることとを含む。 (もっと読む)
複合材料構造物製造用治具
【課題】 ハット型ストリンガを採用したスティフンドパネル構造物の製造に特に好適に用いられ、より多数回の使用が可能となるような耐久性を実現できるブラダタイプの治具を提供する。
【解決手段】 ブラダ10Aの本体となる本体部11は、内部が中空の管状に形成されており、一方の端部が末端金具12で封止され、内部が気密となっている。末端金具12の挿入部12bは、本体部11の端部の中空に挿入されるが、その外周面に、当該外周面を巻き回すように、複数の帯状溝部12dが形成されている。この帯状溝部12dにより、本体部11の内面と挿入部12bの外周面との間には、環状の接着層14が複数設けられることになるので、本体部11と末端金具12の密着性および本体部11の内部の気密性を高めることができる。
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
FRP筒体
【課題】高強度、高剛性で、しかも外観に優れるFRP筒体を提供する。
【解決手段】プルワインド法において、マンドレルの先端部から繊維軸が筒軸方向の強化繊維層と、繊維軸が筒軸方法に対し+θ°及び−θ°をなす強化繊維層との少なくとも3層の強化層を連続的に成形しながら他端に引き抜いていく中で、比較的粘度の低いシクロオレフィンモノマーと重合触媒とを含んでなる成形用組成物を含浸させ、硬化して得ることができるFRP筒体。
(もっと読む)
被締結部材及び被締結部材の締結構造
【課題】締結用の貫通孔が形成される樹脂製の被締結部材において貫通孔の周囲に補強部材が配置される場合に、被締結部材の最終形状が補強部材の長さにより規定されることなく、貫通孔の周囲のクリープ変形を抑制することができる。
【解決手段】第1補強部材4及び第2補強部材5は被締結部材1の貫通孔3周囲の応力作用領域に配置されている。第1補強部材4及び第2補強部材5は貫通孔3の軸3a方向を向いて配置されている。第1補強部材4の根元部4bは上側表面1aに露出され、先端部4aが上側表面1aとは反対側の下側表面1bよりも内側に埋没している。第2補強部材5は第1補強部材4と隣接して配置され、第2補強部材5の根元部5bが下側表面1bに露出されるとともに先端部5aが第1補強部材4の先端部4aよりも上側表面1a側でかつ上側表面1aよりも内側に埋没している。
(もっと読む)
輸送用のコイルの形態の繊維補強された鉄筋
合成鉄筋は、樹脂で浸透された被覆部の反対側において、内側粗紡の周りを被覆された少なくとも1の粗紡の、第1及び第2の螺旋形の被覆部を有する一連の内側粗紡から形成される。鉄筋構造が形成されることで、形成された鉄筋が、巻回可能なように十分なねじれ曲げを許容し、これにより、鉄筋の長さに対して直角に、軸の周りを数回続けて被覆され、鉄筋のコイルを形成する。鉄筋は、垂直回転軸のまわりの一連のポストによって形成された、回転する巻線フレームへと送られる。フレームが離れた位置へとコイルを輸送するために、取り除かれるが、コイルは適所に保持される。離れた位置では、コイルは巻線フレームと類似するものに置かれる。また、鉄筋は、コイルから引かれ、必要とされる長さに切断される。 (もっと読む)
エポキシ樹脂組成物、プリプレグ、繊維強化複合材料
【課題】耐熱性が高く、優れた機械特性を有し、かつ繊維複合材料とした時に高い耐衝撃性を有するエポキシ樹脂組成物を提供すること。さらに詳しくは、高弾性率、高耐熱性で塑性変形能力が高く、かつ繊維複合材料とした時に高い耐衝撃性を与えるエポキシ樹脂組成物の提供。
【解決手段】下記[A]〜[F]が特定の関係を満たす含有量であるエポキシ樹脂組成物。[A]ビフェニル型エポキシ樹脂、[B]固形ビスフェノール型エポキシ樹脂、[C]ジグリシジルアニリン誘導体、[D]液状ビスフェノール型エポキシ樹脂、[E]アミン系硬化剤、[F]S−B−M,B−M,およびM−B−M(Mはポリメタクリル酸メチル、Bはエポキシ樹脂およびMに非相溶で、そのガラス転移温度Tgが20℃以下であり、Sはエポキシ樹脂、BおよびMに非相溶で、そのガラス転移温度TgはBのガラス転移温度Tgより高い。)からなる群から選ばれるブロック共重合体。
(もっと読む)
CFRPパネルの組立構造およびその製造方法
【課題】品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供する。
【解決手段】CFRPパネルの組立構造(L字状組立構造)10は、一対のCFRPパネル1、2をL字状に当接させ、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。そして、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
(もっと読む)
防汚性FRP成形品およびその製造方法
【課題】光触媒層表面を金属化合物薄膜で覆うことなく、親水化を向上させることができ、光触媒粒子を担持する樹脂材料の分解による破壊、減肉が製品の耐久性に悪影響を与えないFRP成形品を安価に提供することにある。
【解決手段】少なくとも表面の一部がゲルコート樹脂層で覆われたFRP成形品であって、前記ゲルコート樹脂層の厚みが100μm〜1,000μmであるとともに、少なくともルチル型酸化チタンを含む光触媒粒子が練混された前記ゲルコート樹脂層の表面を研磨処理することにより前記光触媒粒子が露出されてなることを特徴とする防汚性FRP成形品。
(もっと読む)
1 - 20 / 71
[ Back to top ]