
Fターム[4F205HA22]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 型による分類 (695) | 型を用いるもの (677)
Fターム[4F205HA22]の下位に属するFターム
型外面を用いるもの (311)
型内面を用いるもの (31)
型間(←閉鎖性、ベルト間) (46)
ベルト上 (3)
ダイスを用いるもの (44)
Fターム[4F205HA22]に分類される特許
121 - 140 / 242
複合材料の要素を製造するための装置及び方法
本発明は、積層され且つ予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、ローラ列(17)をそれ自身に備えるヘッド(15)を備え、前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形する装置に関する。また、本発明は複合材料の3次元ビーム型要素を製造するための方法に関する。 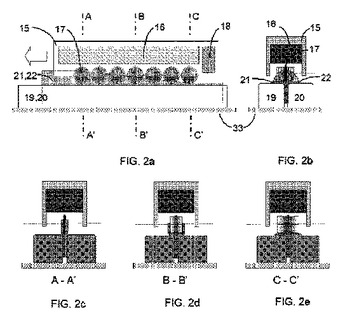 (もっと読む)
(もっと読む)
マイクロ波を使用して繊維強化複合材料からなる構造部分を製造する方法及び成形用具
繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する方法が開示されて、前記方法は、a)重合可能な繊維強化複合材料(4)からなる前記少なくとも一層(2)をある形状(5)に整えて、前記形状(5)は基部面(6)及び複数の盛り上がった部分(7)を有し、b)少なくとも一つの前記盛り上がった部分(7)と接触させるように少なくとも一つの成形用具(8)を位置決めして、前記成形用具(8)は、前記少なくとも一つの盛り上がった部分(8)に対する少なくとも一つの接触面(9)がマイクロ波感受性材料(10)からなり、c)前記少なくとも一つの成形用具(8)をマイクロ波(3)で照射することにより少なくとも一つの前記盛り上がった部分(7)を重合させることを少なくとも含む。前記成形用具は三次元の型(11)を有し、前記成形用具(8)は前記部分(1)に対する接触面(9)を有し、少なくとも前記接触面(9)はマイクロ波感受性材料(10)からなる。 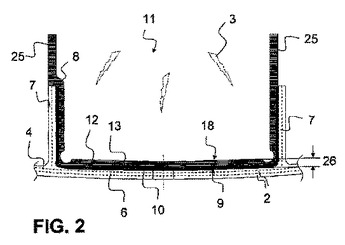 (もっと読む)
(もっと読む)
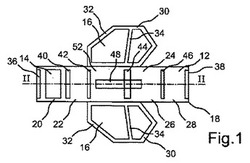
有機マトリックス複合材から作られる構造部品を製造する方法、および得られる部品
本発明は、補強材(5、7)をその軸方向延長部(XX)に含むマンドレル(3)の上に繊維状材料のロービングを編組することによってプリフォームを形成する繊維構造体(9)を製造するステップと、プリフォームに有機樹脂を含浸させるステップと、この樹脂を硬化させるステップとを含み、前記補強材が、連結部材を収容するために軸(XX)に直角の軸を備えるボア(5’、V)を有する前記カバーを形成する、有機マトリックス複合材から作られる構造部品を製造する方法に関する。方法は、突出する複数突刺(30)が、前記ボア(5’、7’)の両側にあるそれの表面の少なくとも一部を覆って補強材(5、7)の中に組み込まれ、ロービングが前記突刺を取り巻いて少なくとも部分的に交差するように、編組が、突刺を取り巻いて行われることを特徴とする。  (もっと読む)
(もっと読む)
車両用ボディシェル構造及びその製造方法
本発明は、車両用ボディシェル構造の製造方法に関し、硬化可能なマトリクス材料を入れ込まれた平坦な布製の支持エレメントが準備され、この支持エレメントは、強化/成形エレメントの対応する位置決め後に、少なくとも1つのシェル中子の周囲に成形され、続いてマトリクス材料が硬化される。少なくとも1つのシェル中子を取り除くと、溶接接合の一体型ボディシェル構造ができる。本発明は、さらに、本方法によって製造されたボディシェル構造に関する。 (もっと読む)
流体不浸透性が改善された複合パネル
繊維層および熱硬化性樹脂成分と硬化剤と繊維ミクロパルプとを含む樹脂を含むプレプレグ複合材料。ミクロパルプ成分は、0.01〜100マイクロメートルの体積平均長さを有するアラミド繊維である。プレプレグは、硬化構造体への流体浸透を最少化するために複合パネル構造体の中で有用である。このプレプレグは、ハニカムサンドイッチパネルを製造するために特に適する。アラミド繊維ミクロパルプを含有するフィルム接着剤、液体樹脂およびペースト樹脂も開示される。  (もっと読む)
(もっと読む)
強化補強材及び強化補強材を作製する方法
複合補強材は積層された一方向複合テープのプリフォームを使用して加工されている。補強材は構造用接着剤で包まれた充填材によって強化された空隙を含む。空隙を囲むプリフォームの表面は、接着剤によって充填材に貼り合わせた複合布層を含み、これにより空隙周囲の補強材の靭性を増加させ、補強材のプルオフ強度を改善している。 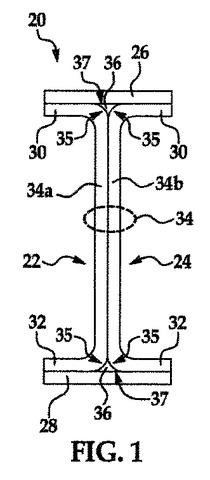 (もっと読む)
(もっと読む)
タービン翼半体の製造方法、タービン翼半体、タービン翼の製造方法およびタービン翼

【課題】樹脂注入成形によるタービン翼半体(1,2)の製造方法において、より少ない時間でタービン翼を生産する方法を提供することを目的とする。
【解決手段】製造方法は、以下のステップ:繊維マット(4)を有するタービン翼シェル用の型(3)を準備すること、強化用部材(6)を該型(3)の中の該繊維マット(4)上に置くこと、空気不透過封止膜(17)を該繊維マット(4)上にかつ該強化用部材(6)にもたれかけて置くこと、減圧下において該強化用部材(6)の下側の領域を含む該繊維マット(4)の中に硬化性樹脂を導入すること、タービン翼半体(1、2)を形成するために該樹脂を硬化させること、この結果前記タービン翼半体(1、2)は該硬化樹脂によって該強化用部材(6)に接着されたタービン翼シェル(11)を具備する、を備える。
(もっと読む)
航空機および宇宙機のための繊維複合構成材を製造するための方法および成形装置
航空機および宇宙機のための補強された繊維複合構成材(1)を製造する方法では、予め鋳型部(3)が形成された成形工具(2)が提供される。成形支持部材(4)が、成形工具(2)の鋳型部(3)で成形される。成形支持部材(4)の少なくとも一部上には半完成繊維製品(5)が配置される。配置された半完成繊維製品(5)を成形支持部材(4)で変形することで、少なくとも一つの補強部(7、8、9)が成形支持部材4上に形成される。その後、成形支持部材(4)は、成形支持部材(4)上に形成された補強部(7、8、9)と共に成形工具(2)から取り外される。このように形成された補強部(7、8、9)は、成形支持部材(4)に支持されている。形成された補強部(7、8、9)は、対応する繊維複合構成材(12)に対して、位置決めさた状態で配置される。その後、補強部(7、8、9)が硬化され、補強された繊維複合構成材(1)が形成される。成形装置は、予め形成された鋳型部(3)と、鋳型部(3)に取り外し可能に保持された成形支持部材(4)とを有する。 (もっと読む)
内部に発泡体とリブ構造を有するFRP成形品
【課題】内部にリブ構造を持つようなFRP成形品と、それを一体成形するための新しい成形方法を提供すること。
【解決手段】内部に発泡体とリブ構造を有するFRP成形品であって、この発泡体は複数の構成部分からなっており、各構成部分の相対する面の間には、繊維強化材とマトリックス樹脂とからなるリブ構造が形成されていることを特徴とするFRP成形品。かかるFRP成形品は、発泡体の各構成部分に、プリプレグを巻回・積層したものを、成形型のキャビティ内にセットし、プリプレグを硬化させるル方法によって、あるいは、発泡体の各構成部分に、繊維強化材を巻回・積層したものを、成形型のキャビティ内にセットし、キャビティ内にマトリックス樹脂を注入するRTM成形法で製造することができる。
(もっと読む)
流水用FRP製整流板の製造方法および流水用FRP製整流板
【課題】長手方向の寸法が長くなっても、面内反りが殆ど無く、機械のスロットへの取付け側が常に殆ど真っ直ぐになっているFRP製整流板の提供。
【解決手段】補強繊維基材の積層構成を、幅方向の各部位において、長手方向の硬化後の熱収縮量と飽和吸水後の湿潤膨張量の差ができるだけ小さくなるように設計しておき、上記積層構成の補強繊維基材にマトリックス樹脂を含浸させ加熱により硬化成形して熱収縮由来の面内反りの有る成形品を製造した後、その成形品に飽和吸水量まで吸水させることで湿潤膨張させて面内反りを戻す。
(もっと読む)
プリフォーム用基材とその製造方法
【課題】賦形性と形態安定性に優れた、且つ、通気性が高く樹脂の含浸性にも優れたプリフォーム用の強化繊維基材を提供すること。
【解決手段】熱硬化性樹脂を主成分とするバインダー樹脂組成物であって、この樹脂組成物の融点(Tm)が0〜20℃であり、25℃における粘度が50〜500kPa・s、100〜150℃における粘度が0.01〜1.0Pa・sの範囲内にあるバインダー樹脂組成物を、シート状の強化繊維基材の片面又は両面に、強化繊維基材に対し1〜20重量%の範囲で、ドット状に付着してなるプリフォーム用基材、及びそれを複数積層して得られる積層基材又はプリフォーム。
(もっと読む)
複合材の未硬化連続予備成形方法
【課題】熱硬化性樹脂を含浸したプリプレグ材を未硬化状態で連続的に予備成形する方法を提供する。
【解決手段】プリプレグ材のシートをローラーから引き出して積層し、湾曲装置で所定の断面形状に折り曲げる。ヒーターを備えた金型で連続的に長尺の製品に成形する。金型でプリプレグ材に加える温度と圧力は、常温または熱硬化性樹脂が完全硬化をしない加熱温度で、かつ、プリプレグ材か成形された状態を維持する圧力範囲を選択する。この予備成形により、ゆるい曲率(例えば半径7m以下)をもつ部材や曲率が連続して変化するストリンガー等の成形が容易となる。
(もっと読む)
樹脂含浸処理された複数の配向を有する複合材料の製造法
【課題】 樹脂含浸処理された複数の配向を有する複合材料の製造法を提供する。
【解決手段】 複数のフィラメントバンド(110)からなる複合材料(100)が開示される。フィラメントバンドが固体もしくは半固体の樹脂で含浸される。フィラメントバンド(110)は、複合材料(100)のシート形成するために、複数の配向で巻きつけられる。さらに、複合材料(100)は、複合材料(100)のシートによって、様々な数の層およびファイバ配向を有するべく作製されてもよい。別の実施例において、複数の層およびファイバ配向を必要とする複合材料は、フィラメント巻きつけ工程において製造される。
(もっと読む)
FRP格子部材
【課題】厳しい引っ張り応力に充分に耐えながら、補強繊維の使用量削減及び製造工程の簡略化によるコスト低減を達成できるFRP格子部材を提供する。
【解決手段】横方向に向き且つ横方向に間隔をあけて配置された複数の縦壁110と、縦方向に向き且つ縦方向に間隔をあけて配置された複数の横壁120とが交差し且つこの交差部130で一体的に設けられてなり、縦壁が、縦方向に延び且つ厚さ方向に層状に配置された補強繊維160と、この補強繊維を取り込んで硬化し成形された合成樹脂170とを備え、横壁が、硬化し成形された合成樹脂を備え、上記補強繊維が、縦壁における厚さ方向の両端部に形成された二つの外層141、142のうち片方又は両方の外層にのみ配置されているFRP格子部材100である。
(もっと読む)
一体化された繊維複合部品の製造方法
本発明に係る方法は、内部に、複数のアンダーカット補剛要素(107)を有する、複雑な一体化された(単体の)繊維複合構成要素を、除去可能なコア(11−13、26−29、56、75)を用いて製造することを可能にする。連結要素が必要なくなるため、従来の、別個の部品からの組立て(ディファレンシャル工法)の場合のような、連結に必要なリベット及びリベットフランジ等が不要となり、軽量化の可能性が高くなる。 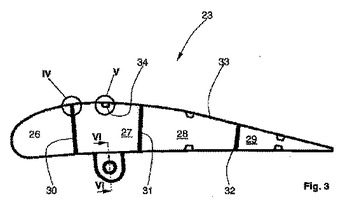 (もっと読む)
(もっと読む)
複雑性が緩和された自動繊維配置装置及び方法
複合積層体を基板上に形成する方法であって、該方法は:基板の上で自動繊維配置ヘッドを移動させ;繊維配置ヘッドを使用して、複数の平行する複合テープストリップ(36)を基板(102)上に置き、これには、少なくとも特定のテープストリップの開始点ずらして曲線パターン(Aからf)を形成することが含まれ;単一の切刃(92)を使用して、全てのテープストリップの端部を切断することを含む。  (もっと読む)
(もっと読む)
FRP製部材用プリフォームおよびその製造方法並びにその方法を用いたFRP製部材の製造方法
【課題】皺や折れ曲がり等を生じさせることなく所定の湾曲もしくは屈曲形状に賦形できるFRP製部材用プリフォームの製造方法とプリフォーム、およびその方法により賦形されたプリフォームを用いて所定の湾曲もしくは屈曲形状を有するFRP製部材を製造する方法を提供する。
【解決手段】強化繊維基材を弾性変形可能なマンドレルに沿わせて配置する工程Aと、強化繊維基材とマンドレルを第1バッグ材で密閉して第1バッグ構造体を形成し、その内部を減圧して強化繊維基材をマンドレルの形状に沿わせて所定の横断面形状に賦形する工程Bと、第1バッグ構造体を、長手方向に所定の湾曲もしくは屈曲形状を有する賦形型の上に配置する工程Cと、賦形型上の第1バッグ構造体を第2バッグ材で密閉し、第2バッグ材の内部を減圧して第1バッグ構造体内の強化繊維基材を賦形型の形状に沿わせて長手方向に湾曲もしくは屈曲した形状に賦形する工程Dとを有する。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
プリフォーム作製方法およびプリフォーム
【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
121 - 140 / 242
[ Back to top ]