
Fターム[4F205HA22]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 型による分類 (695) | 型を用いるもの (677)
Fターム[4F205HA22]の下位に属するFターム
型外面を用いるもの (311)
型内面を用いるもの (31)
型間(←閉鎖性、ベルト間) (46)
ベルト上 (3)
ダイスを用いるもの (44)
Fターム[4F205HA22]に分類される特許
101 - 120 / 242
落雷保護を有する構造物の形成方法
落雷保護を有する構造物(20,120,220)を形成する方法であって:
少なくとも1つの構造層(60,160,260)を付与する工程;
少なくとも1つの補強層(40,140,240)に配置された少なくとも1つの落雷保護ストリップ(50,150,250)を得る工程;
前記少なくとも1つの補強層(40,140,240)に配置された前記1つの落雷保護ストリップ(50,150,250)を、前記少なくとも1つの構造層(60,160,260)へ付与する工程;そして
前記少なくとも1つの構造層と、落雷保護ストリップと、補強層とから構造物を形成する工程;
を含む、前記方法。少なくとも1つの落雷保護ストリップは、第1材料を含み、そして、少なくとも1つの補強層は、前記第1材料とは異なる材料の第2材料を含む。或る実施態様において、前記方法は、ファイバープレイスメント装置と、テープ敷設装置と、同様の自動製造装置との少なくとも1つを使用して、落雷保護を有する複合構造物を自動的に形成する。 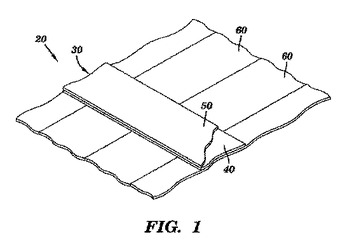 (もっと読む)
(もっと読む)
引抜成形品の製造方法
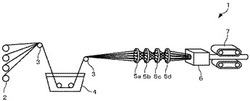
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
繊維複合材料および該繊維複合材料を製造するための方法
繊維複合材料(8)は、複数の繊維と、これらの繊維を結合する樹脂とを有している。減少させられた樹脂消費での材料の高い強度と、追補的な形状変化に対する高いフレキシビリティとを可能にするために、複数の個別フィラメント(2,3)と、少なくとも一種類の物理的な量および/または少なくとも一種類の化学的な物質の作用によって架橋可能な樹脂とを有する糸(1)が使用されており、樹脂が、架橋されていない状態であるものの、ほぼ溶剤を含まずに提供されていて、糸(1)内の個別フィラメント(2,3)を結合しており、これらの個別フィラメント(2,3)が、互いに一方向に配置されており、糸(1)が、それぞれ外側の周面の接触面(12a,12b)においてブリッジ(13a,13b)を介して互いに付着されていることによって、糸(1)が複合材料を形成していることが提案される。さらに、架橋された状態における樹脂を備えた繊維複合材料ならびに前述した繊維複合材料を製造するための方法が提案される。 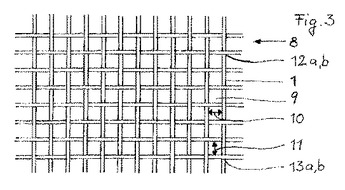 (もっと読む)
(もっと読む)
炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料および電子電気部品筐体
【課題】硬化性、耐熱性、力学特性および難燃性に優れる炭素繊維強化複合材料の提供、また、かかる炭素繊維強化複合材料を得るのに好適なエポキシ樹脂組成物、プリプレグおよび炭素繊維強化複合材料、ならびに電子電気部品筐体を提供する。
【解決手段】エポキシ樹脂[A]と、有機窒素化合物硬化剤[B]を含む炭素繊維強化複合材料用エポキシ樹脂組成物であって、成分[A]が下記式(II)で表されるエポキシ樹脂[A1](ただし、式中で、n=0)と、下記式(II)で表されるエポキシ樹脂のうちn=1の成分[A2]と、下記式(II)で表されるエポキシ樹脂のうちn≧2の成分[A3]とを、特定関係式を満たすように含むことを特徴とする炭素繊維強化複合材料用エポキシ樹脂組成物。
(式中、R5、R6、R7は、水素原子またはメチル基を表す。また、nは整数を表す。)
(もっと読む)
補強された両端部を有する複合材料ロッドを製造する方法
本発明は、複合材料接続ロッド(24)を製造する方法であって、複合材料から作成されたスリーブ(24)と、固い全体を構成するために、前記スリーブ(24)の両端部(35、40)に固く接続された複合材料の中実の挿入体(26、27)と含むマンドレル(22)を製造するステップと、繊維を編み組みする装置を用いて編み組みされた繊維の1又は複数の層を前記マンドレル(22)の周りに適用するステップと、補強された両端部(28、29)を有するロッド本体を接続する複合材料を形成するために、編み組みされた繊維の層(23)とマンドレル(22)の少なくとも両端部とを固く接合させる結合を確立する、編み組みされた繊維の1又は複数の層(23)に樹脂を注入するステップと、接続ロッド本体のそれぞれの端部(28、29)に、編み組みされた繊維の層と挿入体(26)とを貫通する孔(31、32)を作成するステップとを含む方法に関する。航空分野において、本発明を使用することができる。 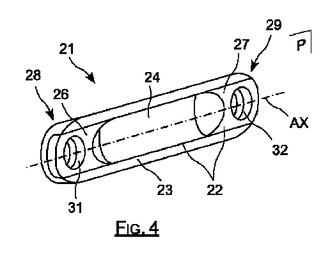 (もっと読む)
(もっと読む)
搬送用シャフト

【課題】自重による撓み、荷重による撓みの両方共に優れた耐性を有し、軽量で形状安定性にも優れた搬送用シャフト製品を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させて得られる中空引抜成形品からなる搬送用シャフトであって、繊維糸として、中空引抜成型品の外周側に引張り弾性率が400GPa以上のピッチ系炭素繊維2を配し、中空引抜成型品の内周側に引張り強度が3〜6GPaのPAN系炭素繊維3を配した搬送用シャフト1。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 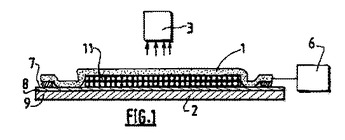 (もっと読む)
(もっと読む)
タービンエンジン翼の製造方法
本発明は、樹脂で含浸されるプリフォームを3D製織することによる翼の製造に関する。本発明によれば、曲線(20)を鮮明にするためにプリフォーム(16)の何本かの糸、例えば、縦糸の切断端部の視認性が高められ、プリフォームの正確な成形を確実にするために前記曲線の形状が基準形状と比較される。 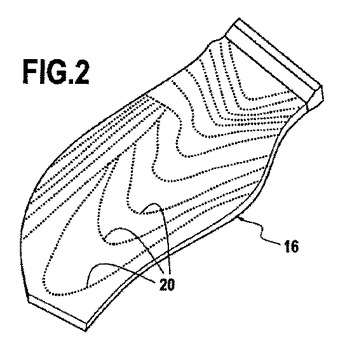 (もっと読む)
(もっと読む)
複合構造を製造するプロセスおよび装置
航空機エンジンナセルコンポーネントに適した吸音外板などの有孔複合構造を製造するプロセスおよび装置。このプロセスは、少なくとも1つのマット部材、未含浸布部材、およびパッド部材を成形型表面上に配置するステップであって、マット部材上に配設したピンが、この布部材を貫いて突出して布部材に穴を画定し、この布部材が、マット部材とパッド部材の間にあり、マット部材、布部材、およびパッド部材が、成形型表面に適合する未含浸スタックをもたらすように配置するステップを含む。次いで、布部材は、樹脂含浸した布をもたらすように樹脂が注入され、樹脂含浸した布内の樹脂が、部分的に硬化させられ、その後、部分的に硬化した樹脂含浸した布は、成形型表面から、およびマット部材とパッド部材の間から除去される。次いで、部分的に硬化した樹脂含浸した布の後硬化を実行して、穴を備えた複合構造をもたらすことができる。 (もっと読む)
複合繊維材料からコンポーネントを製造する方法、システムおよび成形型
複合繊維材料からコンポーネントを製造する方法において、少なくとも1つのプレースホルダーは、成形型(24)の凹部(26)内に挿入される。そこにおいて、未完成コンポーネントは、その後作成される(4)。プレースホルダーは取り除かれる(6)。少なくとも1つのリフティングパッドは、凹部(26)内に挿入される(8)。そして、リフティングパッド(20)を膨張させる(10)ことによって、未完成コンポーネントは、成形型(24)から取り外される。複合繊維材料からコンポーネントを製造するシステムにおいて、コンポーネント取り外しプロセスは、あらかじめ決められた最大コンポーネント負荷を上回るのを防止するために、コンピュータ装置によってモニタされて、制御される。穏やかなコンポーネント取り外しプロセスは、コンポーネントを修理または再処理するための結果として生じる経費を回避することを可能にする。 (もっと読む)
直接法による複合材料部品の製造のための一定の幅を有する新規の中間材
本発明は、その面の各々において、ポリマー結合剤(2a、2b)と結合する強化糸(1)又は長繊維のバンド(I)を調製する方法に関し、前記リボンはその全長(1)に沿って実質的に一定な所与の幅(L)を有し、糸又は長繊維がバンドの長さに平行な方向に伸長し、その方法は、次のa)バンドの幅を、寸法取り手段(13)を用いて所望の幅に調整するステップと、b)バンドを、その各面上で結合剤と結合してリボンの均一な密着を確実にし、その結果、結合剤の総重量が、得られたバンドの総重量の25%を超えないステップを含むことを特徴とする。本発明は、さらに、そのような方法で得ることができるバンドにも関する。 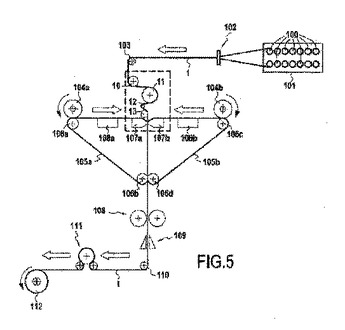 (もっと読む)
(もっと読む)
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
繊維強化複合材料
マトリックス材料及び複数の繊維プライ強化構造を備えている連続繊維強化複合構造中に組み込まれるのに適した二次プライ構造、そのように形成された連続繊維強化複合材料、そしてその製造の為の方法が記載されている。二次プライは、例えば一次繊維のプライの形状である支持シートを備えていて、シートの平面の外方に略直線状に整列して第3次元へと延出しその表面の少なくとも大部分を横切って略直線状に整列して配置された二次繊維の2次元平面配列を支持していて、統合された構造において平面外の強化を提供する。 (もっと読む)
有孔複合構造およびそのための方法
(a)複数の未硬化のプリプレグシートを含む積層構造を形成するステップであり、積層構造は最初の略平坦な形態を含む、ステップと、(b)積層構造を適切な第1の硬化条件下に置いて、略平坦な形態を維持しながら部分硬化された積層構造をもたらすステップと、(c)部分硬化された積層構造に複数の穿孔を与えるステップであり、部分硬化された有孔の積層構造をもたらす、ステップと、(d)部分硬化された有孔の積層構造を成形するステップと、(e)ステップ(d)と少なくとも部分的に同時にまたはその後に、部分硬化された有孔の積層構造を第2の硬化条件下に置いて、成形および最終硬化済みの積層構造をもたらすステップとを含む、方法。 (もっと読む)
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 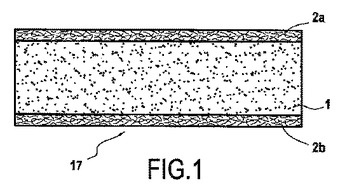 (もっと読む)
(もっと読む)
ゴム被覆網状成形体及びその製造方法
【課題】良好な生産性が得られると共に、芯材を中心部分に配置させた高品質のゴム被覆網状成形体を得ること。
【解決手段】補強芯材12を網目状に配置した未加硫ゴム体11上に載せる工程(図1(a),(b))と、未加硫ゴム体11の左右両端を内側に丸めて当該未加硫ゴム体11で補強芯材12をくるむ工程(図1(c))と、補強芯材12を未加硫ゴム体11でくるんだ状態で、未加硫ゴム体11を加硫成形する工程(図1(d))を有する。
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
丸みを帯びた肩部を有するC字形断面部品を形成するための金型(30)が、丸みを帯びた凸状部分各々によって反対向きの平面状端面に接続される円筒外面を有する円筒体(36)を有する内型(32)と、丸みを帯びた凹状部分(48、50)各々によって対向する端フランジ(46)に接続される円筒中心部分(44)を有する外型(34)とを具備し、ここで、内型の一部分が、形成されるべきC字形断面部品の所望の断面に対応する空洞部を画定するために外型の端フランジ(46)間に配置され且つ端フランジから離間されるように構成され、丸みを帯びた凸状部分及び丸みを帯びた凹状部分が、内型及び外型各々の外周回りで変化する曲率半径を有し、丸みを帯びた凸状部分及び丸みを帯びた凹状部分の、内型及び外型が互いに近接している箇所の曲率半径が、内型及び外型が回転されるとき、変化するように内型及び外型が回転可能である。 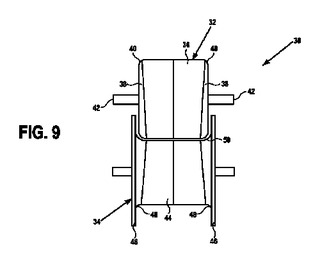 (もっと読む)
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
スティフナー(24)が細長いウェブ(30)要素と少なくとも一つの細長い脚(28)要素とを有し、ウェブ要素及び脚要素は、湾曲したエルボ部によって接続され、ここで、湾曲したエルボ部の半径は、スティフナーの第2位置(E)よりも第1位置(C)で大きい。ロール成形型(32)が第1ローラー(34)及び第2ローラー(36)を具備し、第1ローラーは、第2ローラーの円周面内の対応する成形凹部内に配置されるべく構成された成形区域を有し、第1ローラー及び第2ローラーは、ローラー間を通過させられる細長い部材(20)上に付与されるべき所望の形状に対応する、ローラー間の隙間(40)を画成し、ここで、所望の形状はウェブ部分と脚部分との間の湾曲したエルボ部を含む、ロール成形型において、湾曲したエルボ部に対応する、ローラー間の隙間の曲率半径が最小値と最大値との間で変化するように、第2ローラー内の凹部の形状と、第1ローラーの対応する区域の形状とは、ローラーの円周の一部分の回りで変化する。ロール成形型を通して細長い部材を送り込み、且つ、細長い部材の一部分が型のローラー間に送り込まれているとき、第1位置と第2位置との間で型のローラーを回転させることによって、スティフナーは成形され、これによって、スティフナーに形成される湾曲したエルボ部の曲率半径が変化される。 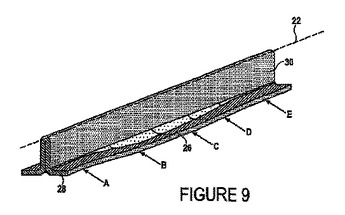 (もっと読む)
(もっと読む)
複合構造物の製造方法および装置
複数のテープを基板上にレイアップする複合テープ付与機械によって、複合部品を形成する。該テープの横向き位置は、テープがレイアップされている際に調整することができる。 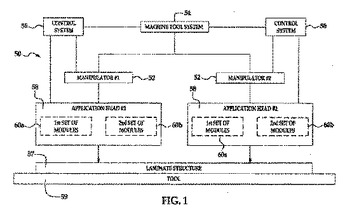 (もっと読む)
(もっと読む)
101 - 120 / 242
[ Back to top ]