
Fターム[4F206AA29]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリアミド(←蛋白質、ナイロン) (274)
Fターム[4F206AA29]の下位に属するFターム
全芳香族ポリアミド (8)
Fターム[4F206AA29]に分類される特許
61 - 80 / 266
熱可塑性樹脂組成物
【課題】引張弾性率、耐熱性、耐衝撃性及び流動性に優れ、かつこれらのバランスにも優れたポリカーボネート樹脂組成物を提供する。
【解決手段】ポリカーボネート(A)98〜90質量部及び重合脂肪酸系ポリアミド(B)2〜10質量部(但し、(A)+(B)は100質量部である)を含有することを特徴とするポリカーボネート樹脂組成物。
(もっと読む)
動力伝達系成形品の製造方法及び装置

【課題】 添加材を含む樹脂組成物からなる動力伝達用ホイール等の製造に際し、添加材の配向の向きを添加の目的に応じて制御できるようにすること。
【解決手段】 金型100のキャビティ13に、溶融樹脂に磁性材料からなる添加材を添加した樹脂組成物を注入して固化させる動力伝達系成形品1の製造方法であって、金型100に設けた磁場配向手段20により、金型100に注入された固化前の樹脂成形物に磁場を印加し、磁性材料からなる添加材を一定方向に配向するもの。
(もっと読む)
粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法

【課題】溶融Zn−Al−Mg合金めっき鋼板の表面に樹脂を接触させた場合に、良好な密着性を付与することができる粗面化溶融Zn−Al−Mg合金めっき鋼板を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は5〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.01μm以上で、かつめっき層の膜厚に対する平均深さの割合が80%以下のピットを複数形成する。
(もっと読む)
金属とポリアミド樹脂組成物の複合体及びその製造方法
【課題】金属との接合部分に関してはナイロン610を主体としつつ、樹脂成形品全体としてはナイロン610の使用量を低減させたポリアミド樹脂組成物と金属の複合体を提供する。
【解決手段】金属合金に表面処理を施してNATの3条件を満たすようにする。次いで金属合金を第1の射出成形金型にインサートし、ナイロン610を樹脂分の10〜100質量%含む第1のポリアミド樹脂組成物を射出し、第1の複合体を得る。第1の複合体を第2の射出成形金型にインサートし、ナイロン6、ナイロン66、及びナイロン12から選択される1種以上を樹脂分の90〜100質量%含む第2のポリアミド樹脂組成物を射出し、最終成形品を得る。
(もっと読む)
射出成形用液晶性樹脂組成物、成形体及び耐ブリスター性を向上する方法
【課題】射出容量が大きい条件であっても、成形体表面に発生するブリスターを簡単に抑える技術を提供する。
【解決手段】液晶性ポリエステルアミド樹脂と、繊維状無機充填剤とガラスビーズとの混合物を含み、上記混合物中の繊維状無機充填剤とガラスビーズとの比率(繊維状無機充填剤の含有量:ガラスビーズの含有量)が、0.9:1.0から1.0:0.9になるように調整した射出成形用液晶性樹脂組成物を使用する。繊維状無機充填剤としては、ガラス繊維の使用が最も好ましい。
(もっと読む)
ポリアミド樹脂成形品の製造方法
【課題】流動性が改良され、強度と表面外観のバランスに優れたポリアミド樹脂成形品を射出成形で得る方法を提供する。
【解決手段】無機充填材を含有するポリアミド樹脂組成物(A)100質量部に対し、無機充填材を含有するポリアミド樹脂組成物(B)5〜60質量部を含有してなる原料樹脂を用い、射出成形して得られるポリアミド樹脂成形品の製造方法であって、ポリアミド樹脂組成物(B)のMVR(メルトボリュームレート)が、樹脂組成物(A)のMVRより5〜80%高いことを特徴とするポリアミド樹脂成形品の製造方法による。
(もっと読む)
ポリアミドベースの複合物品の製造方法
本発明は、複合材料の製造のために、工業的織物生地の形態を有する強化材料の含浸に利用される高流動性のポリアミドの利用に関する。本発明の利用分野は複合材料、液体成形LCM法、この方法で得られる製品等である。本発明は、強化布を予熱した金型に挿入し、金型の温度を上昇し、場合によりついでその温度を維持し、溶融状態のポリアミド組成物を金型に射出してその樹脂を強化布に流通させ、ついで冷却して得られた物品を取り出す工程を含む射出成型法によりポリアミド複合物品を製造する方法を提供する。 (もっと読む)
フィルタ要素およびフィルタ要素を製造するための方法
襞折りパック(2)と、少なくとも部分的に前記襞折りパック(2)に成形して設けられたプラスチックフレーム(4)と、少なくとも部分的に前記プラスチックフレーム(4)に発泡成形して設けられた発泡プラスチックシール(7)とを備えるフィルタ要素(1)、特に自動車用の車室フィルタ。 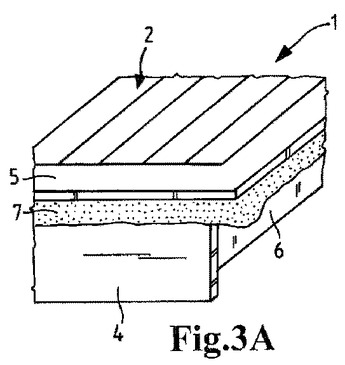 (もっと読む)
(もっと読む)
オリゴ(フェニレンオキシ)基含有環状ホスファゼン化合物およびその製造方法
【課題】高温信頼性及び機械的特性を損なわずに樹脂成形体の難燃性及び誘電特性を高める環状ホスファゼン化合物を提供する。
【解決手段】式(1)のオリゴ(フェニレンオキシ)基含有環状ホスファゼン化合物。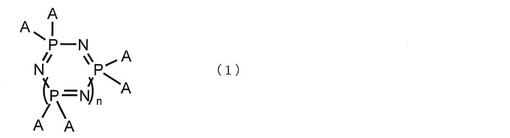
式(1)中、nは1〜6の整数を示し、Aは少なくとも一つがオリゴ(フェニレンオキシ)基置換フェニレンオキシ基であり、他が炭素数6〜20のアリールオキシ基である。
(もっと読む)
ポリアミド樹脂組成物成形体の製造方法、およびそれより得られる成形体
【課題】ポリアミド樹脂組成物よりなる引張強度の高い成形体の製造方法を提供する。
【解決手段】ポリアミド樹脂組成物よりなる厚み方向に二層構造を有する成形体S1、S2の製造方法であって、厚み方向に二層構造となった成形体であり、下記式(I)、(II)を満たすことを特徴とするポリアミド樹脂組成物成形体の製造方法。(I)4.5×10−3<A×(B−C)≦15×10−3(II)(Tm−Tc)/t>0.6[ただし、式(I)中、Aはポリアミド樹脂組成物成形体の流れ方向Lの線膨張係数(1/℃)、B、Cはそれぞれ成形時の樹脂温度(℃)、金型温度(℃)を示し、式(II)中、Tm、Tcはそれぞれポリアミド樹脂組成物の融点(℃)、固化温度(℃)、tは一次成形S1が開始されてから二次成形S2が開始されるまでの時間(sec)を示す]
(もっと読む)
合成樹脂製プーリ
【課題】製造コストをいたずらに高くする事なく、外周面の真円度を向上できる合成樹脂製プーリを提供する。
【解決手段】連結部17が軸方向中心よりも反ゲート側にオフセットして設けられ、反ゲート側の補強リブ18bの方がゲート側の補強リブ18aよりも円周方向に幅が広く設定されているので、射出成形時に溶融樹脂の外径側への流れ込みを均等化し、冷却速度のバラツキを抑える事ができるので、製造コストをいたずらに高くする事なく、外周面の真円度を向上できる
(もっと読む)
加水分解安定性ポリアミド
本発明は、少なくとも1種のダイマー脂肪酸、少なくとも1種の炭素数6〜24の脂肪族ジカルボン酸、ならびに脂肪族、脂環式および/またはポリエーテルジアミンの反応生成物に基づくポリアミドの使用であって、末端アミン基が含まれて、ポリアミドが2〜20mgKOH/gのアミン価を有するようにアミン成分の量を選択する、低圧射出成形法における成形部品の製造のための使用に関する。 (もっと読む)
乗り物用シート構造
【課題】シートバックフレームなど金属製のシート構造部材に加わる衝撃荷重に十分耐え得る軽量な手段を備えた乗り物用シート構造を提供する。
【解決手段】表面7aを粗した金属製のシート構造部材の第2部材7を成形型内に入れて、射出成形することで、粗面に合成樹脂製の強度部材11の脚部11aを強固に支持してなるので、前記強度部材11が強固にシート構造部材の第2部材7に支持してあることで、シート構造部材の第2部材7の強度が著しく増大したにもかかわらず、強度部材11が合成樹脂製であるので軽量に出来るし、シート構造部材の第2部材7自体を薄板にできる。
(もっと読む)
成形体及びその製造方法
【課題】金属を用いることなく、光及び輻射熱を反射し、断熱性が向上した意匠性の高い成形体を作製することができる成形体の製造方法及び該方法により製造された成形体の提供。
【解決手段】成形体の製造方法は、成形金型内111に配置された空洞含有樹脂フィルム1上に、100℃〜320℃の溶融した樹脂50aを射出成形することを含み、前記空洞含有樹脂フィルムのSP値と前記樹脂のSP値との差の絶対値が、6.0未満である成形体の製造方法であって、前記空洞含有樹脂フィルムの平均厚みが25μm超200μm未満であり、前記成形体における樹脂部分の平均厚みが0.3mm超10mm未満であり、前記射出成形時における溶融した樹脂の射出圧力が200MPa未満であり、かつ、下記式(1)を満たす。(数4)t1×1/3×Qm×Vf>(Ti−50)×Ci×t2×1/200式(1)
(もっと読む)
改良ナイロン樹脂および方法
本明細書に示す開示は、分子量の増大が好ましくない溶融押出し加工および射出成形に有用な低い黄色度と優れた白色保持を示す重合体、例えばナイロン66などに関する。そのような重合体の調製を燐化合物の含有量、例えば次亜燐酸ナトリウム(SHP)などの含有量が重量で表して150から300ppmの量になるように実施する。“エンドキャップ”用添加剤、例えば酢酸、プロピオン酸、安息香酸またはこはく酸から選択した添加剤などを重合開始時に添加して存在させることで好ましくない分子量上昇を有効に軽減する。 (もっと読む)
発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型
【課題】熱可塑性樹脂の射出発泡成形において、ウェルドの発生する成形品であっても、ウェルド部に窪みの発生しない高発泡成形品を得ること。
【解決手段】 熱可塑性樹脂成形体を射出成形により製造する方法であって、(i)金型のキャビティ空間を発泡可能な樹脂原料で満たす工程、および、(ii)キャビティ空間を増加させることによって、樹脂原料において発泡を生じさせる工程を含んで成り、工程(i)では、樹脂原料のウェルド部の形成領域におけるキャビティ空間Aの厚み寸法が最終成形品の寸法Laになっていると共に、ウェルド部の形成領域以外のキャビティ空間Bの厚み寸法がLaよりも小さい寸法Lbとなっており、工程(ii)では、キャビティ空間Bの厚み寸法がLbより大きくかつLa以下となるようにキャビティ空間Bを増加させ、それによって、キャビティ空間Bに充填されている樹脂原料を発泡させることを特徴とする製造方法。
(もっと読む)
オーバーモールドされた耐熱性ポリアミド複合構造およびその作製方法
本発明は、オーバーモールドされた複合構造およびその作製方法の分野に関し、特にオーバーモールドされた耐熱性ポリアミド複合構造の分野に関する。オーバーモールドされた複合構造は、i)少なくとも一部が表面樹脂組成物で作製された表面を有し、かつ、マトリックス樹脂組成物を含浸させた、不織構造、織物、繊維の詰め物およびそれらの組合せからなる群から選択される繊維材料を含む第1の構成要素であって、前記表面樹脂組成物および前記マトリックス樹脂組成物が、1種以上のポリアミド樹脂と、3つ以上のヒドロキシル基を有する1種以上の多価アルコールとを含むポリアミド組成物である第1の構成要素と、ii)オーバーモールド樹脂組成物を含む第2の構成要素とを含み、ここで、前記第2の構成要素は、前記第1の構成要素の表面の少なくとも一部にわたって前記第1の構成要素に接着される。 (もっと読む)
ポリマー材料からなるホイール
本発明のホイールは、車両のシャフトの端部に取り付けられる中央の穴(11)および固定ボルトを通すための複数の偏心した穴(12)が設けられた中央のディスク(10)と、車両のタイヤを保持するように構成された外周のリング(20)とによって形成される本体(C)を備えており、前記ホイールの本体(C)は、40%〜70%の熱可塑性ポリマーマトリクスと、30%〜60%の合成繊維と、0.01%〜10%の添加剤とを均質混合にて含むポリマー複合材料で、単一部品にて射出成型される。 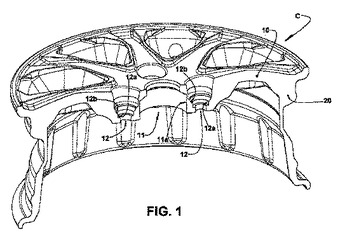 (もっと読む)
(もっと読む)
回転構造体用導電性ポリアミド樹脂組成物及び回転構造体
【課題】回転構造体に求められる高度な寸法安定性と機械的強度を両立する導電性ポリアミド樹脂組成物及び該樹脂組成物を成形して得られる回転構造体を提供する。
【解決手段】(A)ポリアミド樹脂100重量部に対して、
(B)n−ジブチルフタレート吸油量が300g/100ml以上の導電性カーボンブラックを10〜35重量部、
(C)アスペクト比600以上の繊維状ガラス充填剤を35〜60重量部、
(D)アスペクト比30以下の粒子状ガラス充填剤を5〜80重量部含有し、
上記(B)、(C)、(D)の合計量が60〜90重量部である導電性ポリアミド樹脂回転構造体用組成物。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
61 - 80 / 266
[ Back to top ]