
Fターム[4F206AB07]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 加工性改善剤(←可塑剤、粘着防止剤、滑剤、内部離型剤) (106)
Fターム[4F206AB07]に分類される特許
61 - 80 / 106
二次加工処理された合成繊維織物のリサイクル方法及びその装置
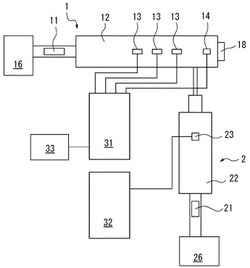
【課題】装置の損傷や有毒ガスの発生を抑え、二次加工処理された合成繊維織物のリサイクルを可能し、種々の成形品を成形が可能な樹脂をリサイクルする装置及び方法を提供する。
【解決手段】二次加工処理された合成繊維織物を第1射出成形機1で溶融し、再生ポリエチレンテレフタレート及び樹脂改質剤とを含むPET混合物を第2射出成形機2で溶融し、第2成形機2から溶融した混合物を第1射出成形機1に混入して、溶融した合成繊維織物とPET混合物とを混合し、再生合成樹脂を成形すると共に、フィルタ33を介して第1射出成形機1内のガスを排出し、第2射出成形機2内のガスを排出する二次加工処理された合成繊維織物のリサイクル方法とする。
(もっと読む)
再生材の製造方法

【課題】レジンの廃棄物を再生利用することができる再生材を製造する方法を提供する。
【解決手段】不飽和ポリエステルを主成分とした熱硬化樹脂を用いてモールド成形するときに発生したレジン廃棄物から再生材を製造するものであって、レジン廃棄物を粉砕する工程と、調合剤を混入する工程と、さらに細かく粉砕する工程とよりなる。
(もっと読む)
高濃度無機充填剤含有ポリプロピレン樹脂組成物
【課題】無機充填材の含有量を50%以上にする場合には、製造される成形体の外観、意匠性の点において、問題がある。
【解決手段】本発明は、質量比で、ポリプロピレン5〜15%、無機充填剤55〜75%、メタロセン触媒を用いて製造されるエラストマー性重合体10〜25%、メタロセン触媒を用いて製造されるポリエチレンワックス2〜10%及び金属セッケン0.1〜0.3%からなることを特徴とする高濃度無機充填剤含有ポリプロピレン樹脂組成物(マスターバッチ)である。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
タンク及びその製造方法
【課題】ポリアリーレンスルフィドを成形してなる容器部と金属表面を化学処理した口金からなり、機械特性、成形加工性及び気密性に優れたタンク及びその製造方法を提供する。
【解決手段】高化式フローテスターにて、測定温度315℃、荷重10kgの条件下、直径1mm、長さ2mmのダイスを用いて測定した溶融粘度が500〜30000ポイズであるポリアリーレンスルフィド97〜99.9重量%、カルナバワックス0.1〜3重量%、場合によっては更に繊維状充填剤及び/又無機充填剤からなる容器部と、金属表面を化学処理した口金とからなるタンク。
(もっと読む)
リグノセルロース系樹脂組成物の筐体射出成形方法、及びリグノセルロース系樹脂組成物
【課題】筐体をリグノセルロース系樹脂組成物から射出成形により成形可能として、その製造能率の向上を図ることができるリグノセルロース系樹脂組成物の筐体射出成形方法及びリグノセルロース系樹脂組成物を提供すること。
【解決手段】本願発明の筐体100の製造方法によれば、蒸気処理工程(S2)の後で、かつ、成形工程(S8)の前に、混練工程(S5)が実行され、その混練工程(S5)では、リグノセルロース系改質材が生成されたリグノセルロース系材料に、生分解性樹脂とリグノセルロース系改質材が生成されたリグノセルロース系材料との混練物の全重量に対して5重量%以上の割合で生分解性樹脂及び滑剤が混練される。これにより、リグノセルロース系改質材が生成されたリグノセルロース系材料の流動性を向上させて、筐体100を射出成形で製造できるので、筐体100を圧縮成形で製造する場合と比較して、製造能率の向上を図ることができる。
(もっと読む)
成形可能な生分解性ポリマー
乾燥重量基準で、デンプンおよび/または加工高アミロースデンプンを45〜85重量%;好ましくは、ポリビニルアルコール、ポリ酢酸ビニル、およびエチレンとビニルアルコールのコポリマーから選択され、溶融状態のデンプン成分と適合する融点を有する水溶性ポリマーを2〜15重量%;分子量が50〜6000、より好ましくは50〜2500、さらにより好ましくは100〜400の範囲であり、好ましくは、ソルビトール、グリセロール、マルチトール、キシリトール、マンニトール、エリスリトール、ポリグリセロール、グリセロールトリオレエート、クエン酸トリブチル、クエン酸アセチルトリエチル、グリセリルトリアセテート、2,2,4−トリメチル−1,3−ペンタンジオールジイソブチレート、ポリエチレンオキシド、エチレングリコール、ジエチレングリコールまたはポリエチレングリコール、より好ましくはグリセロール、マルチトール、ソルビトール、エリスリトールおよびキシリトールからなる群から選択される1種または複数のポリオール可塑剤を5〜45重量%含む、生分解性の射出成形可能なポリマー組成物に関する。この組成物は、好ましくは実質的に水溶性である。 (もっと読む)
バッグインボックス用注出口シール構造およびこれを備えるバッグインボックス
【課題】注出口部材の筒状部に注出栓部材が装着されたバッグインボックスにおいて、液漏れを防ぐと共に、注出栓部材の注出向きの角度の傾きを調整することを容易にする。
【解決手段】注出口部材10の筒状部11の内周面15には、筒状部11の基端13側に向いた面を有する段差部16が形成され、この段差部16に対して筒状部11の軸方向に当接して係合する引き抜き防止用の突起部25が注出栓部材20の挿入取付け部21の先端に形成され、該突起部25は、筒状部11外へ突出することなく筒状部11内の段差部16より基端13側の部分に収納され、挿入取付け部21の外周面24には、断面形状が山形でかつ外周面24の周方向に延在する環状の突条26が少なくとも2本配設され、筒状部11の内周面15は、筒状部11の先端12と前記段差部16との間において、突条26の外周端部27とのみ接触した構造とする。
(もっと読む)
熱可塑性物品および改良されたマスターバッチを用いたその製法
本発明はプラスチック物品を製造する改善された方法およびそれから製造された物品に関する。本発明の方法は、第一の原料と第二の原料を別個の原料として供給する工程、溶融ブレンドを形成するために剪断力を加える工程、溶融ブレンドを成形する工程、および溶融ブレンドを固化する工程を含む。第一の原料はポリオレフィンを含む。第二の原料は少なくとも1種の粒子状鉱物充填剤と少なくとも1種の第二のポリオレフィンの混合物を含み、第二のポリオレフィンはISO 1133(条件D)によって測定した190℃/2.16kgにおけるメルトインデックスが約150g/10分より大きく、粒子状鉱物充填剤は混合物全体の約45〜85質量%であり、第二のポリオレフィンは混合物全体の約15〜55質量%である。 (もっと読む)
ポリマー成形品の製造方法およびポリマー成形品
【課題】超臨界二酸化炭素等の高圧二酸化炭素を用い、射出成形等からなる形状精度の要求されるポリマー成形品の表面改質方法にあって、成形品の形状寸法精度を維持したまま表面改質する方法を提供することを目的とする。
【解決手段】機能性材料が表面に偏在したポリマー成形品の製造方法であって、無機成分を20%以上40%以下含む非晶性熱可塑性樹脂を用いて、射出成形により前記ポリマー成形品を成形し、その後、高圧容器内で、前記ポリマー成形品に、機能性材料を溶解させた高圧二酸化炭素を接触させることを特徴とする。
(もっと読む)
射出成形体
【課題】高い剛性感を有し、リブの根元の耐クラック性が改善され、成形時間を短縮することができる射出成形体の提供。
【解決手段】MFRが5〜150g/10分のポリプロピレン100重量部と、フィラー5〜80重量部と、脂肪酸アミド0.05〜5.0重量部とを含むポリプロピレン系樹脂組成物からなる成形体であって、少なくともリブを有し、前記リブの厚さ(T)と高さ(H)との比(H/T)が5〜50であることを特徴とする射出成形体。
(もっと読む)
ポリオキシメチレン及び高構造化カーボンブラックをベースとする導電性樹脂混合物
本発明は、一態様においては、ポリオキシメチレン、ポリエチレングリコール、金属酸化物、高構造化カーボンブラック、及び櫛型ポリマーを含む、複数の特性と100〜106Ω・cmの体積抵抗率との改良されたバランスを示すポリオキシメチレン混合物である。本発明は、より詳しくは、30〜98.7重量%のポリオキシメチレンホモポリマー又はコポリマー、0.1〜10重量%のポリアルキレングリコール、0.1〜10重量%の金属酸化物、1〜15%の高構造化粒子状カーボンブラック、及び0.1〜15重量%の、比較的極性の低い骨格と比較的極性の高い側鎖を含む櫛型ポリマーを含む、ポリオキシメチレン混合物及びそれからの成形物品に関する。 (もっと読む)
射出成形用再生塩化ビニル系樹脂組成物およびそれを用いた大型薄肉射出成形体
【課題】再生塩化ビニル系樹脂を含有しながらも強度と射出成形性のバランスがよく、低コスト化が図れる樹脂組成物を提供し、該樹脂組成物を射出成形してなる低コストの大型薄肉射出成形体を提供する。
【解決手段】上記樹脂組成物を、(A)平均重合度900〜3000の再生塩化ビニル系樹脂と、(B)平均重合度が300〜800であって、かつ再生塩化ビニル系樹脂成分(A)の平均重合度より100以上小さい塩化ビニル系樹脂及び/又は再生塩化ビニル系樹脂とからなり、かつ(A)と(B)との配合割合が、質量基準で1:9〜9:1であるものとする。組成物全体の平均重合度は450〜950とするのが好ましい。
(もっと読む)
射出成形による成形体の製造方法
【課題】樹脂の焼き焦げを防止し、かつ、射出後の冷却時間の短縮ができるポリエチレンの射出成形方法を提供する。
【解決手段】射出成形方法は、密度が900(kg/m3)以上940(kg/m3)未満の範囲にあり、MIが0.01〜100g/10分のポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、ゲルパーミエーションクロマトグラフィー(GPC)で測定したポリエチレン換算の数平均分子量(Mn)が500〜4,000の範囲にあり、かつ下記式(I)の関係を満たすポリエチレンワックスとを含む混合物を、射出成形することにより成形体を製造する方法である。B≦0.0075×K ・・・(I)(式(I)中、Bは、GPCで測定した場合の、ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kはポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
樹脂組成物成形品の製造方法
【課題】成形時間が短く、即ち生産性が良好で、熱処理(アニール処理)を行うことなしに既存の熱可塑性樹脂と同等以上の耐熱性、機械的特性を有する樹脂組成物成型品を製造することができる方法を提供する。
【解決手段】樹脂組成物8を適切な温度に設定されている金型1のキャビィティ部6に射出して、樹脂組成物8を金型1内で結晶化させて樹脂成形を行い、樹脂組成物成形品9とする。成形後に可動側金型3を移動させ、型開きを行う。このとき、樹脂組成物成形品9は可動側金型3に取着する。次に、エアガンノズル10を用いて気体を、可動側金型3に取着した樹脂組成物成形品9の固定側金型2側に露出した表面11の突出しピンに対応する部分に噴射させて冷却を行う。冷却後、突出しピン5により樹脂組成物成形品9を突き出し、可動側金型3より取り外す。
(もっと読む)
ポリブチレンサクシネート樹脂組成物成形体およびその製造方法
【課題】耐熱性、柔軟性、成形性に優れ、かつ、耐久性に優れたポリブチレンサクシネート樹脂組成物成形体を提供する。
【解決手段】ポリブチレンサクシネート樹脂(A)100質量部に対し、0.3〜3.0質量部のカルボジイミド化合物(B)を添加、溶融混練した後、表面温度が75〜110℃の金型に射出成形して得られたものである。さらに、0質量部を超え10質量部以下の滑剤(C)と、0質量部を超え0.2質量部以下の(メタ)アクリル酸エステル化合物(D)とを任意的に添加可能である。
(もっと読む)
排水枡の成形方法
【課題】底部の耐衝撃性を向上させることができ、射出成形あるいは押出成形で発生するスクラップや廃材を再生利用できる三層構造の排水枡の成形方法を提供する。
【解決手段】内金型と外金型とを型締めして桝本体の成形キャビティを形成し、該成形キャビティにおける桝本体のインバート部下面に相当する部位に形成したゲートから成形キャビティ内に未使用の樹脂原料を所定量射出し、次に樹脂スクラップや廃材を粉砕して得た再生原料を含有する樹脂原料を成形キャビティ内に所定量射出し、続けて改質剤を含有する樹脂原料を成形キャビティ内に射出することにより、桝本体の底部に改質剤を含有する樹脂原料からなる中間層を、底部を除く枡本体の全体に前記再生原料を含有する樹脂原料からなる中間層をそれぞれ形成して両中間層の内外面を改質剤及び再生原料を含有しない未使用の樹脂原料からなる内層と外層とで覆った状態にする。
(もっと読む)
薄肉成形品用ポリカーボネート樹脂組成物、ならびに薄肉成形品及びその製造方法
【課題】表面において白点異物の発生がなく又は少なく、外観、難燃性及び衝撃性に優れる薄肉成形品、及び該薄肉成形品の製造に有用なポリカーボネート樹脂組成物を提供する。
【解決手段】(a)芳香族ポリカーボネート樹脂を100重量部、(b)燐系難燃剤を3〜20重量部、(c)有機系重合体で被覆されたポリフルオロエチレンであって、ポリフルオロエチレンの含有比率が40〜95重量%である被覆ポリフルオロエチレンを0.01〜1重量部含有する薄肉成形品用ポリカーボネート樹脂組成物、及び、該樹脂組成物を溶融成形して得られることを特徴とする薄肉成形品である。
(もっと読む)
ガスケット
【課題】2つの対向する面の間をシールするガスケットにおいて静的あるいは動的な種々条件下で安定したシールを維持する。
【解決手段】可逆的に圧縮可能な下方部17を有すると共に、上方延在部分が少なくとも1つ設けられた上方部14を有するガスケット1である。ガスケット1の上方部14には、第1上方延在部分34およびオプションとしての第2上方延在部分37が含まれている。上方部分の第1延在部分および第2延在部分の各々は、その下方側にて、下方部分の外面長手方向溝部73,76の上方に存在する垂直中央線49,58を有する。
(もっと読む)
射出成形体の製造方法
【課題】熱可塑性樹脂の射出成形品の特性を低下させることなく、射出成形性、特に離型性や流動性を向上させ、薄肉成形や精密成形が可能な熱可塑性樹脂の射出成形方法を提供すること。
【解決手段】本発明の射出成形体の製造方法は、熱可塑性樹脂とポリオレフィンワックスとを含み、かつ、厚さ1mm、幅10mmのスパイラルフロー金型を用いて、下記式
Tr=3/4×Tm+100
(式中、Tmは熱可塑性樹脂の融解温度(℃)を示す)
により求められる樹脂温度Tr、金型温度40℃の条件で測定した、前記ポリオレフィンワックスを含む場合の流動長Lと前記ポリオレフィンワックスを含まない場合の流動長L0との比がL/L0≧1.05である混合物を、射出成形することを特徴とする。
(もっと読む)
61 - 80 / 106
[ Back to top ]