
Fターム[4F206AD19]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 複合体 (422)
Fターム[4F206AD19]に分類される特許
41 - 60 / 422
半導体パッケージの成形装置
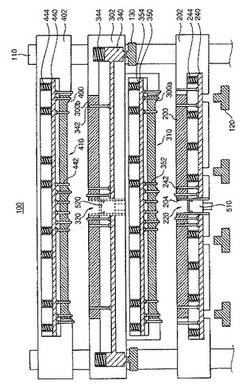
【課題】半導体パッケージの成形装置を提供すること。
【解決手段】半導体パッケージの成形装置は、少なくとも1つの第1半導体チップが安定して支持される下金型、前記下金型の上部に位置して少なくとも1つの第2半導体チップが安定して支持され、前記下金型と対向する面に前記第1半導体チップの成形空間のための第1キャビティを有する中金型、前記中金型の上部に位置して前記中金型と対向する面に前記第2半導体チップの成形空間のための第2キャビティを有する上金型、前記下金型を貫通して前記第1キャビティと連結される第1供給ポート、前記下金型と前記中金型とを貫通して前記第2キャビティと連結される第2供給ポート、及び前記下金型の下部に位置して前記第1及び第2供給ポートに各々備わり、前記第1及び第2供給ポート内の成形樹脂を加圧して前記第1及び第2キャビティに供給する第1及び第2トランスファー・ラムを有する加圧ユニットを含む。
(もっと読む)
グロープラグ制御装置、及び当該グロープラグ制御装置の製造方法

【課題】マルチチップモジュールを金型に固定することなく、当該モジュールのインサート部の周囲を成形材料によって覆うことのできるグロープラグ制御装置及びグロープラグ制御装置の製造方法の提供。
【解決手段】金型20内のキャビティ27にゲート25を通じて充填される成形材料によって周囲を覆われた板状の一次成型部と、一次成型部70に収容されてグロープラグの発熱を制御する制御部40とを備えるGCU100である。一次成型部70においてキャビティ27に開口するゲート25の開口部25aと対向する対向縁部71は、開口部25aに近接するほど板厚の減少する形状である。キャビティ27に充填される成形材料を、対向縁部71に沿って円滑に流動させることにより、成形材料から一次成型部70に作用する抵抗力は、低減される。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】所望の成形品質の成形品を得ることのできる技術を提供する。
【解決手段】まず、金型クランプ面23aで開口するキャビティ凹部5の底面に設けられたポット27と、ポット27内で型締め動作に応じて相対的に往復動するように設けられたプランジャ31とを有するモールド金型2を準備する。次いで、ポット27内にポット用樹脂6aを供給した後、キャビティ凹部5内にキャビティ用樹脂6bを供給する。次いで、モールド金型2を型締めすることによって、溶融したポット用樹脂6aおよびキャビティ用樹脂6bを混ぜ合わせるようにプランジャ31で押圧し、キャビティ凹部5内に溶融樹脂6を充填する。次いで、キャビティ凹部5内の溶融樹脂6を所定の樹脂圧で保圧して加熱硬化させる。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
フィルム、前記フィルムの製造方法及びそれを用いたLEDパッケージの製造方法
【課題】
良好な離型性と金型追従性を有するフィルムと、それを製造する手段を提供する。
【解決手段】
4−メチル−1−ペンテン(共)重合体(A)と、熱可塑性エラストマー(B)と、を含むフィルムであって、前記(B)の含有量が(A)と(B)の合計100重量部に対して10〜50重量部であり、かつ前記フィルムについて示差走査熱量計(DSC)により測定される前記(B)に由来する融点TmB2が100℃以下または前記融点TmB2が実質的に観測されないフィルム。
(もっと読む)
ICタグ一体成形品の製造方法
【課題】少ない工程で成形樹脂と粘着シートの接着が強固なICタグ一体成形品の製造方法を提供する。
【解決手段】凹状の下型4内にICタグ1、または、樹脂シート上に保持されたICタグを配置し、前記凹状の下型と、粘着ベース基材2aと粘着層2bから構成された粘着シート2を保持した上型6aとでキャビティ3を形成し、前記キャビティに樹脂を注入するICタグ一体成形品の製造方法であって、前記ICタグはICタグベース基材1bに設けられたアンテナ回路1aと該アンテナ回路に電気的に接続されたICチップ1cからなり、前記粘着シートは粘着層を上型側に保持され、前記上型は少なくとも一つの樹脂注入用のゲート6bを有し、前記粘着シートは前記ゲートに対応する位置に通孔2cを有することを特徴とするICタグ一体成形品の製造方法。
(もっと読む)
樹脂成形装置
【課題】使用する樹脂の種類や成形部分の形状の違いに拘わらず、成形品を確実に所望の金型に残留させて取り出す。
【解決手段】第1金型、第2金型及び第3金型を接離可能に配置し、第2金型と第3金型の間に基板56を挟持し、第2金型に形成した成形用凹部38と基板56とで形成されるキャビティ内に、第1金型に形成したランナー溝16と、第2金型に形成した縦ランナー孔を介して樹脂を充填することにより、基板56に実装した電子部品を樹脂封止する。第1金型は、ランナー溝16内で固化した樹脂を突き出すランナーエジェクタピン32と、ランナーエジェクタピン32を作動させる第1金型用エジェクタプレートと、を備える。第2金型は、エジェクタプレートに連動し、成形用凹部38で固化した樹脂を突き出す製品エジェクタピン42を備える。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】電子部品の樹脂封止成形装置の全体形状が大型化されるのを抑えると共に、電子部品の樹脂封止成形品(樹脂成形済基板14)の品質向上と生産性とを向上する。
【解決手段】少なくとも二組の樹脂成形型6・7を上下方向又は左右方向へ直列配置すると共に、各樹脂成形型6・7における樹脂材料供給用ポット6f・7fの夫々に樹脂加圧用プランジャ17の先端加圧部17aを摺動可能な状態で且つ同じ方向から夫々嵌入して構成することにより、樹脂成形装置の全体形状が各樹脂成形型6・7の直列配置方向へ大型化されるのを抑える。また、各樹脂成形型6・7を直列配置することにより、各樹脂成形型6・7の型開閉機構等を兼用することが可能となり、従って、各樹脂成形型6・7における型締圧力や樹脂材料に対する樹脂加圧力等の樹脂成形条件の均等化を図り得て、均等で且つ高品質を備えた電子部品の樹脂封止成形品14を高能率生産することができる。
(もっと読む)
電気融着継手
【課題】本発明は、樹脂管を確実に融着できる電気融着継手を提供する。
【解決手段】本発明は、端子金具28a、28bを固着したボス27a、27bを有するとともに、該端子金具28a、28bに接続した抵抗線29を外周面21aに巻回させた内層管21と、該内層管21の外周面21aに形成された外層管22とを備え、これら内層管21及び外層管22の開口部23の内方へ接続対象の樹脂管P1を挿通させて該樹脂管P1を融着させる管状の電気融着継手20Aにおいて、開口部23の近傍には、内層管21の外周面21aと外層管22の内周面22bとのいずれか一方に凸部31が形成され、同他方に該凸部31に嵌合する凹部32が形成されていることを特徴とする。
(もっと読む)
セグメント化された着脱可能な締結具
【課題】弾性ポリウレタンフォームで成形されるシート・クッション等の締結具(面ファスナー)を成形時に締結具をフォームから保護するカバー部材を破棄等の無駄にすることが無く、あらゆる形状に適用でき、確実に保護できるカバー部材の提供。
【解決手段】セグメント化されたフック・ループ式締結具10は、成形の形状に適合する様に、複数の締結セグメント12から構成され、ベース16部の締結面上には、フック形またはループ形のいずれかの複数の締結部材20が担持される。隣接する各一対の締結部材20の間に配され、かつこれらを接続するのが、二つまたは三つの直交する軸のまわりで撓むことができる締結セグメント12の幅よりも細い幅を有する可撓性ネックで連結され各セグメントは、モールド時に締結具を保護するバリヤを有する事で達成した。
(もっと読む)
半導体装置の製造方法
【課題】半導体装置の歩留の向上を図る。
【解決手段】上金型14と下金型15で一対を成す樹脂成形金型13の上金型14において、キャビティ14aの注入ゲート14dに対向する第2隅部14fの内周面14bの断面の半径を、他の隅部の内周面14bの断面の半径より大きくすることで、樹脂注入時に樹脂中に含まれるボイド12をキャビティ14aの第2隅部14fに滞留させることなくエアベント14hに押し出すことができ、これにより、キャビティ内でのボイド12の発生を抑制して半導体装置の外観不良の発生を抑制できる。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
樹脂製プーリ
【課題】効率的に溶融樹脂をキャビティ内に充填して、樹脂部材の成形安定性を向上させることができ、プーリ外周面の真円度が向上した樹脂製プーリを提供する。
【解決手段】互いに同心に設けられた内径側円筒部及び外径側円筒部と、これら両円筒部の間に設けられた円板部と、円板部の両平面に放射状に配設されるリブとを有する樹脂部材を転がり軸受の外輪の外周部に固設した樹脂製プーリであって、円板部は両円筒部と同心に形成される円環状肉厚部を有し、円環状肉厚部の軸方向幅をAA、円環状肉厚部の径方向幅をAR、板部の軸方向幅をBA、リブの周方向幅をRC、、溶融樹脂を注入するゲートの直径をGDとした時、下記の式を満たす。
AA>BA 、AA>RC 、AR>GD
(もっと読む)
射出溶着用ポリアミド材料およびそれを用いた封止成形品
【課題】溶着強度および耐熱性が高い射出溶着用ポリアミド材料を提供する
【解決手段】ポリアミド66(A)、非晶性ポリアミド(B)および無機充填材(C)を含有し、(A)〜(C)の質量比が、(A)/(B)=60/40〜20/80、{(A)+(B)}/(C)=100/(70〜150)を満たす射出溶着用ポリアミド材料および射出溶着用ポリアミド材料によりポリアミド66樹脂またはポリアミド6樹脂からなる筐体を射出溶着して得られる封止成形品11
(もっと読む)
樹脂封止装置
【課題】低い樹脂成形圧でも安定した樹脂成形が可能な信頼性の高い樹脂封止装置を提供する。
【解決手段】本発明の樹脂封止装置は、ワークを樹脂封止する樹脂封止装置100であって、ワークを上面側から押さえる上型12を保持するように構成されたトッププラテン10と、ワークを下面側から押さえる下型22を保持するように構成されたムービングプラテン20と、上型12及び下型22でワークをクランプしてワークを樹脂封止する際に、溶融した樹脂を圧送するプランジャ23と、下型22のポット21に沿ってプランジャ23を摺動可能に構成されたマルチトランスファユニット24と、マルチトランスファユニット24によりプランジャ23に加えられる樹脂成形圧を検出するロードセル30と、ロードセル30に予圧を加える予圧手段とを有する。
(もっと読む)
ダミーフレーム及び樹脂モールド方法
【課題】実際の半導体実装基板を用いることなく、半導体チップの封止樹脂を高精度に評価可能なダミーフレームを提供する。
【解決手段】ダミーフレーム110は、少なくとも一つの半導体チップを実装した半導体実装基板のモールド樹脂を評価するために用いられるダミーフレームであって、半導体実装基板を模した平面状の金属板100と、金属板100の上に半導体チップを模して搭載された少なくとも一つの凸部120とを有する。
(もっと読む)
複合成形体の製造方法および装置
【課題】比較的小さな装置スペースにて、短時間のうちに効率よく、容易に、しかも低コストで、目標とする複合成形体を製造可能な、複合成形体の製造方法および装置を提供する。
【解決手段】1台の竪型プレス機に、強化繊維含有溶融熱可塑性樹脂をプレス動作による型締動作と連動させて型内に射出する射出成形用ステーションを設けるとともに、該射出成形用ステーション以外の他工程用ステーションを少なくとも1つ併設することにより、1台のプレス機に対し複合成形体製造用動作のための一連のステーションを形成し、該一連のステーションにおける前段のステーションでの処理体を後段のステーションに順送するとともに、全ステーションにおける動作をプレス機によるプレス動作と連動させて行うことを特徴とする複合成形体の製造方法、および製造装置。
(もっと読む)
トーチボディ製造方法およびトーチボディおよび切断用トーチ
【課題】樹脂成型条件の裕度を広げ、樹脂の成型不良を抑制するトーチボディの製造方法、トーチボディ、このトーチボディを備えた切断用トーチを提供する。
【解決手段】金属部材の形状に応じて加工されトーチボディ1を絶縁被覆する樹脂部3を形成するための第1の樹脂注型部と第1の樹脂注型部と繋がっており第1の樹脂注型部から樹脂が流れ込むように加工され樹脂逃げ部を形成するための樹脂逃げ部6形成部とを設けた第1の金型に前記金属部材2を配置し、金属部材の形状に応じて加工され樹脂部3を形成するための第2の樹脂注型部を設けた第2の金型を第1の金型と組み合わせ、組み合わせた第1の金型と第2の金型に樹脂を注入して硬化し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから第1の金型と第2の金型を取り外し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから樹脂逃げ部を取り除く。
(もっと読む)
樹脂複合材成形用金型および樹脂複合材の製造方法
【課題】基材と樹脂とを接合して樹脂複合材を形成するための金型であって、基材を高効率かつ迅速に加熱および冷却することができる金型を提供すること、および基材と樹脂とが接合された樹脂複合材の製造方法であって、基材を高効率かつ迅速に加熱および冷却することができる製造方法を提供する。
【解決手段】キャビティーに基材を配置した後、該キャビティーに樹脂を導入することにより、前記基材と前記樹脂とを接合して樹脂複合材を形成するための金型であって、前記基材の温度を測定する温度センサーと、前記基材と接触して前記基材を加熱する加熱源と、前記加熱源が前記基材から離間して生ずる前記加熱源と前記基材との間の空隙に、前記基材を冷却する冷却媒体を導入する誘導路と、を有している。
(もっと読む)
41 - 60 / 422
[ Back to top ]