
Fターム[4F207AG07]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 中空体一般 (41)
Fターム[4F207AG07]に分類される特許
1 - 20 / 41
成形機
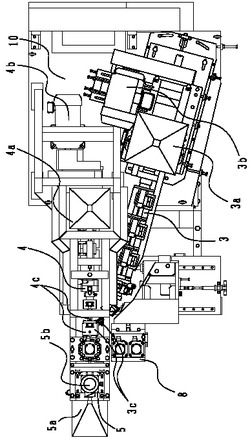
【課題】従来の成形機は、主押出機を成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を主押出機に対し併設していた。そのため副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
(もっと読む)
ワイヤハーネス製造システム

【課題】外装部材の流通コストを削減してワイヤハーネスを安価に製造できるワイヤハーネスの製造システムを提供する。
【解決手段】ワイヤハーネス製造システム500の製造対象となるワイヤハーネス1は、電線体10を備えている。この電線体10は、幹部11を中心として、枝部12、端末部13と広がる略階層的な3種類の部分に分けて構成され、これら各部位には、プロテクタ20、コルチューブ30又は一対のシート40が取り付けられる。そして、ワイヤハーネス製造システム500は、プロテクタ押出成形機200と、コルチューブ押出成形機300と、シート切断機400と、プロテクタ取付部512と、コルチューブ取付部513と、シート取付部514と、がそれぞれ1つの工場建屋内に設けられている。
(もっと読む)
押出成形方法、および押出成形装置
【課題】押出量を絞っても、成形不良の発生や成形品の表面性を低下させることなく良好な成形品を成形することが可能な押出成形方法、および押出成形装置を提供する。
【解決手段】押出成形装置10は、回転駆動されるスクリュー21をバレル22内に配置した単軸押出機20と、単軸押出機のスクリューのフィードゾーンC1に固形の樹脂材料40を供給するフィーダー30と、単軸押出機から押し出された樹脂材料を成形品60に成形するダイ50と、を有する。フィーダーは、フィードゾーンに供給する樹脂材料の供給量を、飽食フィード時の理論樹脂押出量の4〜79%の範囲で、成形品の成形に必要な生産押出量とスクリューの回転数とから定まる量としている。また、単軸押出機は、スクリューの回転数を、コンプレッションゾーンC2およびメータリングゾーンC3において樹脂材料に作用するせん断応力を少なくとも30kPa以上に維持する回転数としている。
(もっと読む)
アキュムレータおよびアキュムレーション方法
【課題】可撓性管状部材に負荷を与えず、構造が簡単なアキュムレータおよびアキュムレーション方法を提供する。
【解決手段】アキュムレータ24の支持台20に送り込まれた樹脂パイプ10は、湾曲され、下流側コンベア28によって下流側へ送り出されている。ここで下流側コンベア28が樹脂パイプ10の送り出しを止めることで、支持台20に送り込まれる樹脂パイプの湾曲部が支持台20の奥側へ移動し、支持台20上に載置される樹脂パイプ10の量を増加させる。
(もっと読む)
多層溶融合成樹脂供給装置
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
樹脂ホースおよびその製造方法
【課題】 冷媒や水素燃料が透過しにくい樹脂ホース、およびその製造方法を提供する。
【解決手段】 樹脂ホース8は、ポリアミド樹脂からなる円筒状の内層80と、内層80の径方向外側に積層されポリアミド樹脂からなる円筒状の外層82と、内層80と外層82との間に積層されSiNからなる中間層81と、を有する。樹脂ホースの製造方法は、モノシランおよび窒素を反応ガスとして内層80の外周面800をマイクロ波プラズマ処理することにより、外周面800に中間層81を形成する中間層形成工程と、中間層81の外周面に、ポリアミド樹脂を溶融押出成形することにより外層82を形成する外層形成工程と、を有する。
(もっと読む)
燃料チューブ
【課題】複数の層を径方向に積層してなる燃料チューブ1において、コスト性、成形性、発泡品質を損なうことなく、チューブ1の導電性能の向上を図り、延いては、静電荷の蓄積によるスパークを防止する。
【解決手段】最内層4のみでなく該最内層4に隣接する内層5を導電性樹脂で形成するようにした。
(もっと読む)
回転引き取り式押し出し成形方法およびその成形方法を可能とする押出成形装置およびその成形方法で製作したチューブ管壁に螺旋状の独立管腔を設けたチューブ体
【課題】 大径のメインのチューブに対して小径のチューブを螺旋状に設けた形状のチューブを一体として一度の押し出し成形で製作する。
【解決手段】 押出ダイからチューブ管を押し出す押出機120と、押し出されたチューブ管を受け入れて冷却する冷却装置130と、冷却されたチューブ管を所定速度で引き取る引取機140と、チューブ管を所定長さのチューブ体に切断する切断装置150を備えた構造において、引取機140がチューブ管200に対して引取方向の力に加え、チューブ管200に対する回転トルクを与え、チューブ管200を回転させながら引き取る。押出ダイ122が大径のチューブに対応する口金部分と沿うように設けられた小径のチューブに対応する口金部分とを備えている。引取機140の回転体のうち少なくとも1つの回転方向が引取方向に対して傾いており、チューブ管200に対して引き取り方向の力に加えて回転方向の力も与える。
(もっと読む)
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、引張強度が高く、かつ、生産性の高い速度で連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂と、連続状の抗張力体からなり、該抗張力体を被覆した内環状部と、該内環状部から放射状に延設された複数のリブ部と、該複数のリブ部を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下の細径脱気チューブである。
(もっと読む)
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂からなり、前記熱可塑性樹脂が充実した芯部と、該芯部から放射状に延設された複数のリブ部と、該複数のリブ部の外端間を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部(通液部)が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下である、ことを特徴とする細径脱気チューブ。
(もっと読む)
押出成形金型、押出成形装置、医療用チューブ、及び、医療用チューブの製造方法
【課題】軸断面における内層と外層の断面積比を連続的に変化する部分を含んだチューブを製造する際に用いられ、その断面積比を短期間で切り替えることができる押出成形金型を提供する。
【解決手段】押出成形金型50は、第2内層マンドレル54を内層形成樹脂の供給量の変化に応じて軸方向に移動させ、内層樹脂流路62aの流路体積を変化させるものである。
(もっと読む)
ガスケットの製造方法
【課題】本発明は、押出部の両端部を接続して環状のガスケットとなす際に、接続後の型成形部の反力を抑制し、全周に亘って安定したシール性を有するガスケットの製造方法を提供することを課題とする。
【解決手段】本発明のガスケットの製造方法は、押出成形により中空シール部を有する押出部を形成する押出成形工程と、押出部の両端部を連結して連結部を形成する連結工程と、連結部を所定の金型内に配置して両端部の間に配置された未加硫材料とともに両端部を型成形する型成形工程とを備え、連結部は、押出部よりも軟質の材料からなる連結ピースの端部がそれぞれ押出部の両端部における中空シール部へ挿入されてなることを特徴とする。
(もっと読む)
押出成形装置及び成形品の製造方法
【課題】チューブ状の成形品に生じる偏肉を簡易に調整して、偏肉の調整時間を短縮する。
【解決手段】押出成形装置は、内型と外型の間から成形材料を押し出してチューブ状の成形品Pを成形する。押出成形装置は、内型の周りで外型を変位させる変位手段と、成形品Pの偏肉を検出する偏肉検出装置30と、偏肉調整手段とを備えている。偏肉検出装置30は、成形品Pの端部の外周面を保持する保持部材32と、成形品Pの端部内に配置される探触子33と、探触子33により成形品Pの内周面の位置を検出する内周面検出手段40とを有する。偏肉検出装置30は、成形品Pの内周面の検出位置に基づいて成形品Pの厚さを算出し、算出厚さに基づいて成形品Pの偏肉を判断する。偏肉調整手段は、偏肉検出装置30の検出結果に基づいて、変位手段により外型を変位させて成形品Pの偏肉を調整する。
(もっと読む)
電子写真用中間転写ベルト、電子写真用中間転写ベルトの製造方法
【課題】多数枚プリントしても、クリーニング不良の発生が無く、継続して高品質のプリント画像が得られる優れた電子写真用中間転写ベルトの提供。
又、特定の熱可塑性ポリイミドを用いることにより、環状に押出成形して短時間で連続的にシームレスベルトを作製することができる電子写真用中間転写ベルトの製造方法の提供。
【解決手段】ガラス転移点が200℃以上350℃以下で、且つ、5質量%分解温度が300℃以上であるポリイミド樹脂を有する樹脂組成物を環状に押出成形して得られたものであることを特徴とする電子写真用中間転写ベルト。
(もっと読む)
閉断面ビーム要素を製造する方法及び押し出しデバイス
樹脂成形品の製造方法
【課題】アニール処理された樹脂成形品を切断して製品化する場合において、切断面に再び発生した残留応力を除去ないし低減し、高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、生産性の向上を図り、他の部品との結合に適正な切断面を確保することを課題とした。
【解決手段】アニール処理された熱可塑性樹脂成形品の所定の切断箇所の切断工程後において、切断したことにより生じるその切断端面の残留応力を低減させるために、樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程を設けた。
【効果】熱可塑性樹脂の塑性変形の性質を利用する押出成形や射出成形等の成形を行い、これによる成型部材を切断することにより製品化する場合において、その切断が原因として切断部に残留応力が発生したとしても、それを低減する樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程により、クラックや歪みが発生しない高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、簡単な処理工程で生産性の向上を図り、他の部品との結合に適正な切断面を確保できる。
(もっと読む)
押出成形金型の温調構造
【課題】あらゆる熱可塑性樹脂を原料とする押出成形を良好に行え、しかもシームレス製品の品質を安定させることのできる押出成形金型の温調構造を提供する。
【解決手段】押出成形金型の温調構造11は、コア1をその軸方向に貫く挿通孔13と、コア1に設けたインナヒータ15と、間隙31から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイ7に設けたアウタヒータ21とを備え、インナヒータ15が冷媒導入管19の周りに空隙35を介して配置されたものである。
(もっと読む)
導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置およびローラの製造方法
【課題】外周面へのプラズマ処理が低減された導電性樹脂チューブを製造することが可能な導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置、およびその導電性樹脂チューブを用いたローラの製造方法を提供する。
【解決手段】導電性樹脂チューブ前駆体を第1の電極とし、導電性樹脂チューブ前駆体の内側に配置された電極を第2の電極として、第1の電極と第2の電極との間に電圧を印加することによってガスのプラズマを発生させて、導電性樹脂チューブ前駆体の内周面をプラズマにより連続的に処理する導電性樹脂チューブの製造方法および導電性樹脂チューブの製造装置、ならびにそのようにして製造された導電性樹脂チューブを用いたローラの製造方法である。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置
【課題】複合合成樹脂生成装置に形成される成形品において生じる糸状の筋を防止する複合合成樹脂生成装置を提供する。
【解決手段】外側環状流路11の溶融樹脂Aを連続的に流出し、中間環状流路12の中間環状流出口12b及び内側環状流路14の内側環状流出口14bからの溶融樹脂B,Cの流出を中断し又はその後に、内側環状流出口14bに囲繞されている付加流出口9bを通して溶融樹脂を流出せしめ、内側環状流出口14bからの溶融樹脂Cの流出を開始する前に、付加流出口9bからの溶融樹脂の流出を停止するようにした。
(もっと読む)
導電性ローラとそれを用いた電子写真装置
【課題】柔軟性に優れるととともに前記柔軟性が周方向の全周に亘ってほぼ一定で、例えば転写ローラとして使用した際に紙の表面に形成される画像に、特に低温条件下でムラ等を生じるおそれがない導電性ローラと、前記導電性ローラを転写ローラとして組み込んだ電子写真装置とを提供する。
【解決手段】導電性ローラ1は、ローラ本体2の外周面6に、高低差hが100μm以上、ピッチwが800μm以下である複数の凸条7と凹溝8とを交互に設けるとともに、内部に、面積占有率が10%以上、80%以下である複数の中空部9、10を設けた。電子写真装置は、前記導電性ローラを、転写ローラとして組み込んだ。
(もっと読む)
1 - 20 / 41
[ Back to top ]