
Fターム[4F208MH06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (717) | 加熱、予熱 (563)
Fターム[4F208MH06]の下位に属するFターム
不均一加熱、部分加熱 (23)
結晶化、白化 (11)
Fターム[4F208MH06]に分類される特許
61 - 80 / 529
プレス成形機への成形材料供給装置
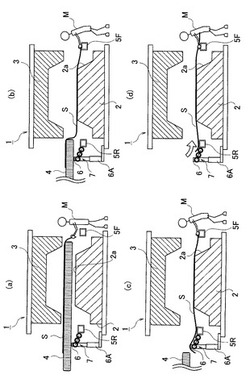
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
表皮材付き製品の製造方法

【課題】簡単な装置によって、貫通孔の形成された表皮材付き製品を製造する方法を提案する。
【解決手段】出没可能な可動ピン13が嵌合した型10の上に基材2をセットすると共に、その基材2に形成された貫通孔4を可動ピン13に嵌合し、次いで加熱されて軟化した表皮材3を可動ピン13と基材2の上にセットし、その表皮材3の表面を圧縮空気によって加圧して、該表皮材3を基材2の表面に密着させて当該表皮材3を基材表面に接着すると共に、当該表皮材3を可動ピン13の表面に密着させ、次いで電熱線18を加熱させて表皮材3を切断し、しかる後、可動ピン13と、その可動ピン13に密着した表皮材部分103を下方に下げる。
(もっと読む)
真空成形のレギュレータバッグ
【課題】反復可能かつ調節可能な、発泡ブランクの熱成型の制御方法を提供する。
【解決手段】成形ブランク16を変形させるための真空成形装置40が開示される。本装置40には、金型22、及び、金型22に隣接して配設された少なくとも1つのレギュレータバッグ42が含まれる。レギュレータバッグ42には、外部及び第1の体積を有する内部を備えた密封バッグ、及び、レギュレータバッグ42の内部から外部へ規定された通路が含まれる。その通路は、レギュレータバッグ42が1つの収縮速度を有するように構成され、これにより、密封バッグの外部が一定の減圧下にある間、密封バッグが一定時間を経て第1の体積から第2の体積へ収縮する。また、本装置40には金型に結合された真空膜46も含まれ、真空膜46は、成形ブランク16、及び、少なくとも1つのレギュレータバッグ42を封入する真空空間48を形成するように構成される。
(もっと読む)
真空成形用加飾フィルム、加飾成形品、およびその製造方法
【課題】加飾成形品を真空成形法により製造する際に、真空成形加工性に優れ、また加飾成形品としての耐候性に優れる真空成形用加飾フィルムの提供。
【解決手段】本発明の真空成形用加飾フィルムは、 基材層と、装飾層と、アクリロニトリル−ブタジエン−スチレン共重合体を含んでなる樹脂層と、粘着性樹脂層とをこの順に有してなる。このような真空成形用加飾フィルムは、加飾成形品を真空成形法により製造する際に、展延性、折曲性、および形状追従性等の真空成形加工性に優れ、また加飾成形品としての耐久性に優れる。
(もっと読む)
複合材中空部品の成形方法及び成形装置
【課題】板厚が厚くなっても皺の発生を抑制しつつ、小額の設備投資で成形品質の高い中量産部品を成形できる成形方法及び成形装置を提供することを目的とする。
【解決手段】複合材中空部品の成形方法は、架台2上に、保持部により該架台2と間隔をあけてツール3を保持し、該ツール3上に、繊維で強化された樹脂からなるプリプレグ7を載置し、プリプレグ7の上から、ツール3及びプリプレグ7を高伸度シート5で被覆し、高伸度シート5とツール3及びプリプレグ7の外周側で、高伸度シート5がプリプレグ7と接触するプリプレグ7の頂部から端部にかけて高伸度シート5に張力がかかるよう高伸度シート5と架台2とを固定治具6により固定してツール3及びプリプレグ7を収容した密閉空間Sを形成した後、密閉空間S内に接続された真空引き装置により、密閉空間S内を真空引きしてツール3にプリプレグ7を巻きつける。
(もっと読む)
真空成形用化粧シート、及び該化粧シートを用いてなる化粧材
【課題】成形加工性が良好で真空成形による三次元加工時に白化やクラックが発生せず、かつ耐溶剤性、耐擦傷性、耐汚染性等の表面物性に優れた真空成形用化粧シートを提供する。
【解決手段】基材シートと、装飾層と、透明樹脂層と、表面保護層とをこの順に有する真空成形用化粧シートであって、該表面保護層が、電離放射線硬化性樹脂、熱可塑性樹脂、及びシリコーン(メタ)アクリレートを含有する樹脂組成物の架橋硬化物であり、該電離放射線硬化性樹脂/該熱可塑性樹脂の質量比が90/10〜55/45であり、該熱可塑性樹脂のガラス転移温度Tgが70〜100℃であり、該熱可塑性樹脂の重量平均分子量(Mw)/数平均分子量(Mn)の比が1.2〜2.5である、真空成形用化粧シートである。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
キャリアテープの製造方法およびキャリアテープ
【課題】本発明の課題は、キャリアテープにヒーターマークが形成されず、かつ、ポケットを設計通りの形状に成形しやすいキャリアテープの製造方法、およびキャリアテープを提供することである。
【解決手段】本発明にかかるキャリアテープ200の製造方法は、加熱工程と、成形工程とを備える。加熱工程では、樹脂組成物シート210の所定の箇所が、電磁波および超音波の少なくとも一方で加熱される。成形工程では、加熱工程において加熱された樹脂組成物シート210の所定の箇所にポケット220が成形される。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
フィルム加飾部品
【課題】フィルムの裾部が意匠面に露出する構成であっても、フィルムが剥離し難いフィルム加飾部品を提供する。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する成形基材2と、成形基材を覆うフィルム3と、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、成形基材は端部に突起部6を有する構成とし、かつ、フィルムの裾部は成形基材の意匠面に露出する構成とし、かつ、突起部はフィルムの裾部を取り囲むように配置することで、剥離がし難い耐久性に優れたフィルム加飾部品。
(もっと読む)
フィルム加飾部品
【課題】真空成形または真空圧空成形よるフィルム加飾部品において、意匠面・裏面ともに、人の目に触れ、かつ、フィルムの端部を別の部品で覆い隠せない部品であっても、成形体と加飾フィルムとの密着性を確保すること、トリミング作業が容易で、トリミング後も外観品位を損なわないこと。
【解決手段】成形体12と、成形体12を覆う積層フィルム7と、成形体12と積層フィルム7との間に接着剤8とを有する加飾部品において、積層フィルム7の端部は成形体12の意匠面に露出する構成とし、かつ、積層フィルム7は少なくとも2層の樹脂フィルムを有し、かつ、接着剤8は、成形体12との界面で剥離する。
上記構成により、密着性が確保できるとともに、フィルムの強度が向上することでトリミング作業が容易であり、トリミング後に成形体12の表面に接着剤8が残らず、外観品位を損なわない。
(もっと読む)
電子機器筐体
【課題】金属複合体と熱可塑性樹脂からなる部材とが一体化した電子機器筐体であって、薄肉性および軽量性に優れた高剛性を有する設計自由度の高い電子機器筐体を提供すること。
【解決手段】金属複合体1と、熱可塑性樹脂からなる部材2とが一体化した電子機器筐体3であって、金属複合体が、熱硬化性樹脂を含有するシート状基材と、該シート状基材に接するように配置または積層された金属材とを、対向する一対の成形金型間に配置し、前記金属材の表面温度が180℃を超える温度において3MPa以上の圧力で加圧することによって賦形するとともに、前記熱硬化性樹脂を硬化させて該シート状基材と前記金属材を一体化させてなる面状部材であり、かつ前記部材2がボス、リブ、ヒンジ、フレーム、キーボードベース、立ち壁、台座から選択される少なくとも一種の複雑形状部材である、電子機器筐体。
(もっと読む)
防食シート及びその製造方法
【課題】コンクリートへの定着力及び機械的強度を向上させることができ、さらに、生産性、経済性、審美性などに優れた防食シート及びその製造方法の提供を目的とする。
【解決手段】防食シート1は、耐酸性及び/又は耐アルカリ性を有する樹脂からなり、コンクリート10を覆うバックシート2、及び、このバックシート2に形成され、コンクリート10と係合する複数の筒状突起31などを備えている。
(もっと読む)
印刷物の成型方法
【課題】中間層、受容層などを追加形成することなく、インク非吸収媒体に塗布されたインクの高さばらつきによる印刷物の描画(印字)品質の低下を防止することが可能な印刷物の成型方法を提供する。
【解決手段】インクを吸収しない非吸収性の媒体Sに描画インク45が塗布された印刷物の成型方法であって、媒体Sに塗布された描画インク45のガラス転移点(Tg)以上、且つ媒体Sの軟化点以上の温度を与えながら媒体Sを成型することを特徴とする印刷物の成型方法。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
真空成形方法
【課題】主に、局部的な薄肉化を防止し得るようにする。
【解決手段】加熱軟化した熱可塑性樹脂シート201を、コア型203を用いて真空成形型202へ押込むことにより伸ばしながら変形させ、熱可塑性樹脂シート201を、真空吸引して真空成形型202に密着させることにより、熱可塑性樹脂シート201を賦形して樹脂成形品を製造する真空成形方法に関するものである。真空成形型202とコア型203とを型締めする途中で、空気力を利用して、熱可塑性樹脂シート201の少なくとも一部分を部分的に伸ばしながら変形させてコア型203に密着させることにより、熱可塑性樹脂シート201の少なくとも一部分を予備賦形する。その後、真空成形型202とコア型203とを型締めして、真空成形型202で真空吸引することにより、熱可塑性樹脂シート201を本賦形する。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備
【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
61 - 80 / 529
[ Back to top ]