
Fターム[4F209AG21]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474)
Fターム[4F209AG21]の下位に属するFターム
中部、胴部 (5)
端部(上下部、頭底部、前後部) (110)
内側、内面 (4)
外側、外面(←表面) (40)
内部構造 (6)
リブ又は突起を有するもの(←凹部、孔) (80)
分岐を有するもの(←「とって」) (3)
ヒンジ部を有するもの (7)
Fターム[4F209AG21]に分類される特許
161 - 180 / 219
フレキシブルダクトの製造方法
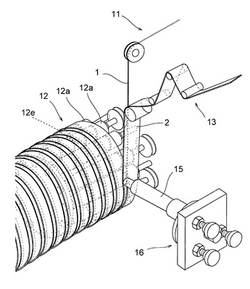
【課題】 樹脂材料からなる内張り材の、芯材を挟み込んだ重畳部分の接合工程における調整作業を容易化し、かつ、接合部分の品質を安定して向上させることのできるフレキシブルダクトの製造方法を提供する。
【解決手段】 帯状の樹脂材料2と芯材1とを、帯状の樹脂材料2の両縁部が互いに重畳するよう、かつ、その重畳部分に芯材1が挟み込まれるようにマンドレル12に対して所要の捩れ角のもとに巻き付けながら、その外周側から帯状の樹脂材料2の重畳部分に超音波振動子15を押しつけることにより、重畳部分を超音波溶着する。帯状の樹脂材料2の接合工程に接着剤を不要とし、環境条件の変化等に伴う調整作業を容易化し、接合部分の品質を安定して向上させることを可能とする。
(もっと読む)
シート状成形品およびその成形方法

【課題】ゴムまたはエラストマーを成形材料としてシート状成形品を押出成形する際に、シート状成形品の表裏両面に粘着度合いの差を容易に付けることができるシート状成形品の成形方法を提供する。
【解決手段】ゴムまたはエラストマーを成形材料としてシート状成形品5を押出成形し、このときシート状成形品5の表裏両面に粘着度合いの差を付ける方法であって、シート状成形品5を押出成形するときの圧延ロール6に、一方のロール7表面よりも他方のロール8表面の温度が高い温度差を設定してロール7,8表面の転写度合いに差を付け、これによりシート状成形品5に、ロール7表面の転写度合いが低く粘着しにくい面と、ロール8表面の転写度合いが高く粘着し易い面とを成形する。
(もっと読む)
光学フィルム、及びその製造方法
【課題】液晶表示装置等に用いられる偏光板用保護フィルム、位相差フィルム、視野角拡大フィルム、プラズマディスプレイに用いられる反射防止フィルム等の各種機能フィルム又有機ELディスプレイ等で使用される各種機能フィルム等にも利用することができる光学フィルムについて、光学フィルムの異物などによる液晶表示装置の表示不良を無くし、製造工程でのハンドリング性を高めながら、透明性に優れた光学フィルム、及びその製造方法を提供する。
【解決手段】 溶液流延製膜法または溶融押出し製膜法で製膜する光学フィルムの製造方法であって、流延から巻き取り工程までの間に、フィルム表面を、表面形状転写ロールで表面加工する工程を設ける。表面加工後の巻き取り工程で巻き取られたフィルムの表面粗さ(算術平均粗さ:Ra)が、0.5〜50.0nmであるのが好ましく、フィルムの微粒子含有量が、樹脂に対し0.02重量%以下であるのが、好ましい。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理する際、加熱治具70に低温用ヒーター71、高温用ヒーター72の2段のヒーター71,72を設け、巻込み支点部213は、高温用ヒーター72により充分に加熱処理し、巻込みシロ24は低温用ヒーター71により加熱処理し、溶融面の凹凸を解消し、円滑な巻込み操作を可能とする。
(もっと読む)
相当に剛直な基板の折り曲げシステム及び方法
折り曲げ領域(32)によって相互連結されている第1及び第2部分(28、30)を有する相当の剛直な基板(22)の折り曲げシステム及び方法、及び第1及び第2加熱ダイ部材(60)。第1加熱ダイ部材(60)は、長尺本体部分(62)、及び長尺本体部分(62)に沿って延在してほぼ丸味を付けられた外縁部分(64)を有する。第2加熱ダイ部材(80)は、長尺本体部分(82)、及び長尺本体部分(82)に沿って延在する溝(84)を有する。加熱ダイ部材(60)は、基板(22)に接触するように構成されて、第1加熱ダイ部材(60)の外縁部分(64)を第2加熱ダイ部材(80)の溝(84)に滑り込ませたとき、基板(22)を折り曲げ領域(32)で折り曲げることができる。  (もっと読む)
(もっと読む)
樹脂シートの製造方法
【課題】成型用樹脂基材の表面に成型用凹版にて微細パターンを転写成型後に、その転写成型された樹脂基材を成型用凹版から離型する前にて、その転写成型された樹脂基材を急激に冷却し、成型用凹版から離型、離版させる時に生じるムラを無くす微細パターン成型樹脂製品の製造方法を提供する。
【解決手段】プレス式転写成型手段によりプラスチック板等の樹脂基材の表面に成型用凹版の微細なパターンを押圧プレスして転写成型する微細パターン成型樹脂製品の製造方法において、微細なパターンを押圧プレスして転写成型した後に、成型用凹版の押圧プレスを継続した状態にて、樹脂基材の裏面に急冷手段を用いて該樹脂基材をその裏面側から急冷しながら成型用凹版から離型することにより、樹脂基材表面に離型ムラが発生するのを回避する。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
塗布層を有するロール状フィルムの製造方法、ロール状光学フィルム、偏光板、液晶表示装置
【課題】 本発明の目的は、塗布層を有しながらも、カール、巻きの変形や色むらの発生のない均一性の高い光学フィルムであり、特にロット間差やロールの巻外と巻中との差、幅手方向での中心と端部との差が小さいより均一性の高いロール状フィルムの製造法を提供することにある。
【解決手段】 ロール状フィルムの幅方向の一部に巻き取り方向に対して第1の凹凸加工を施す工程、該ロール状フィルムを基材として塗布層を設ける工程、その後再度該ロール状フィルムの幅方向の一部に巻き取り方向に対して第2の凹凸加工を施す工程、ついで巻き取ったロール状フィルムを50℃以上150℃以下の温度で1〜30日の間、ロール状のまま保持する加熱処理工程とを有することを特徴とする塗布層を有するロール状フィルムの製造方法。
(もっと読む)
成形方法および成形装置
【課題】低コストのプレス成形を経て微細パターンを得るための成形方法を提供する。
【解決手段】下型115の上に、被転写体109を設置し、湾曲手段117により加圧して上型110の外周部を湾曲した状態にした後、上プレスヘッド112と下プレスヘッド116を加熱し、上型110の湾曲した状態を保ったまま、上プレスヘッド112によって上型110で被転写体109を押圧して、導波路パターン111を被転写体109に転写する。さらに、湾曲手段117の加圧力を除去することにより、被転写体109の外周部から徐々に離型を開始させ、最後に、上プレスヘッド112の加圧力を成形時とは逆向きに作用させて型開きを行い、成形品122を取り出す。
(もっと読む)
凹凸形状形成装置
【課題】ランダムな凹凸形状を有する反射体を、より効率的で、コストがかかることなく製造することを可能にする凹凸形状形成装置を提供することを目的とする。
【解決手段】本発明の凹凸形状形成装置100は、製品基板70を載置する処理台101と、処理台101に対し相対移動可能であり、製品基板70に対して所定の押圧力で押圧しながら回転駆動されるロール版50を回転可能に支持する支持部材102と、ロール版50の表面に対して接触可能であり、ロール版の表面を洗浄する洗浄ユニット110と、支持部材102を洗浄ユニット110に向けて移送駆動する駆動モータとを有することを特徴とする。
(もっと読む)
微細構造素子の製造方法、微細構造素子、空間光変調装置及びプロジェクタ
【課題】所望の微細形状を正確に製造することができる微細構造素子の製造方法等を提供すること。
【解決手段】円形状を有する円形切削部であるアールバイト800により基板に平坦部を形成する平坦部形成工程と、略平坦に形成された平坦切削部である平バイト800により、平坦部に対して所定の角度を有する屈折面を形成する屈折面形成工程と、を含み、平坦部形成工程において、基板に対してアールバイト800を所定方向へ移動させながら基板を切削し、所定方向に対して略直交する方向へのアールバイト800の送りピッチをP(メートル)、アールバイト800が有する円形状の半径をr(メートル)、とすると、以下の条件式
1.0×10-8>P2/8r
を満足する。
(もっと読む)
フック板の製造システムおよび方法
フックが配されたベッドを有する基体を製造するためのシステムおよび方法であり、特に拡大形状の頭部を持ったフックを有するフック板を製造するためのシステムである。このシステムは、加熱された概ね平らなコイニング板と、フック板の下に配される弾性層と、コイニング板とコイニングされるステムの先端との間に配される形成シートとの使用を含むことができる。 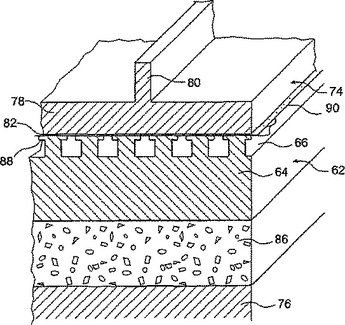 (もっと読む)
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70に当接させて加熱軟化処理した後、加熱治具70と巻込み駒81を併行してスライド操作し、巻込みシロ24の巻込み処理を短時間で行なう。
(もっと読む)
管状体の製造方法
【課題】 屈曲の内側へ肉が偏ることを抑制することができる管状体の製造方法を提供する。
【解決手段】 管状体である燃料ホースは、管状素材であるホース素材15aを加工工程で所定形状とした後、加硫処理を施して得られる。加工工程では、縮径治具であるキャップ31と、マンドレル41とが使用される。キャップ31は、第2押圧部34を有している。この第2押圧部34は、ホース素材15aを所定形状とする際、燃料ホースとした場合に該燃料ホースの屈曲部と普通径部との境界領域となる部位のうち屈曲の内側となる箇所であるコーナー内側部15bの近接位置15cをマンドレル41へ向かって押圧する。
(もっと読む)
木目の異方性反射面を表現したエンボスシートの製造方法および製造装置
【課題】 天然木の照りを再現するためのエンボスシートを作成する際に、天然木の材面を撮影する作業および撮影画像に基づく演算処理の負担を軽減する。
【解決手段】 サンプルとなる天然木の切断面を、異なる2方向から照明光を照射した状態で撮影することにより、第1の基本画像P1および第2の基本画像P2を得る。両画像における対応する画素の画素値P1(x,y)、P2(x,y)の差をとった差分画像Dもしくは比をとった対比画像Qを求める。個々の画素値を所定範囲の角度値θ(−45°〜+45°)に対応づけることにより、差分画像Dの画素値D(x,y)もしくは対比画像Qの画素値Q(x,y)を、対応する所定の角度値θに置き換え、二次元平面上に角度分布を定義する。そして、各位置に定義された角度に応じた向きを有する万線を生成し、これを凹凸パターンとして表現したエンボスシートを作成する。
(もっと読む)
常温収縮チューブ用スパイラルコアの構造およびこのスパイラルコアの製造方法
【課題】 合成樹脂を用いても、被さる常温収縮チューブの大きさに関わらず、その収縮力に十分対応でき、精度良く容易に製造できること。
【解決手段】 拡径された常温収縮チューブが被さる常温収縮チューブ用スパイラルコア100である。常温収縮チューブ用スパイラルコア100は、押出成形されるリボン110を螺旋状に巻いて筒状に形成されてなる。リボン110は、長手方向に延在する中空部113を有し、ポリプロピレン樹脂を用いて成形されている。
(もっと読む)
模造イグサ製造用金型
【課題】 模造イグサの製法はほとんどが、一旦棒状又はフィルム状に成型した原料を、最終的に形状を整えるために金型に通過させている。よって、スタート時、金型が原料が融解する程度加熱されている場合、棒状や筒状のものを金型に入れると最初に接した部分で融けてくっつくこととなる。そうなると、それ以後スムースに通らず、金型を洗浄しなければならなくなる。これを防止するため、原料を新たに通すたびに、金型の温度を融解温度以下に下げていた。これは時間がかかるばかりでなく、エネルギー的にも非常に無駄である。
【解決手段】 熱可塑性樹脂よりなるプラスチック原料を、連続的に成型するための金型であって、原料の流れ方向に本体が複数に分割されたもの。
(もっと読む)
折り曲げ溝入りシート及び折り曲げ溝切込み用カッタ
【課題】 折り曲げ溝に沿って折り曲げ溝入りシートを折り曲げて包装ケース等を製造する場合において、その折り曲げが容易に行えると共に、折り曲げ箇所におけるざらつき感が少なくなるようにする。
【解決手段】 シート10に折り曲げ溝11が形成された折り曲げ溝入りシートA1〜A4において、上記の折り曲げ溝として、溝底部が溝の幅方向にV字状になった深い溝部11aと浅い溝部11bとを溝の長さ方向に沿って交互に連続するように形成すると共に、上記の深い溝部の溝底部と浅い溝部の溝底部とが垂直な段部がないようにして溝の長さ方向に沿って連続させた。
(もっと読む)
合成樹脂製のシートまたはフィルムの加工装置
【課題】割れ不良が生じることなく、合成樹脂製のシートまたはフィルムを精度良く立体的な形状に加工することができる安価な加工装置を提供することを目的とする。
【解決手段】クランプバーで合成樹脂製のシートまたはフィルムの所定位置を挟持し、隣り合う前記クランプバーの中間位置に設置された押板を前記合成樹脂製のシートまたはフィルムに押し当てた後、前記隣り合うクランプバーの少なくとも一方を前記中間位置方向へ移動させ、前記クランプバーが前記押板に密着する前に、前記押板を前記合成樹脂製のシートまたはフィルムから離して、前記合成樹脂製のシートまたはフィルムを山型に曲げる。
(もっと読む)
微細凸形状および/または微細凹形状を有する成形品とその製造方法および金型装置
【課題】特別な装置を用いることなく、高アスペクト比の微細凹凸形状を有する樹脂成形物を容易に製造できるようにする。
【解決手段】成形面に微細凹形状および/または微細凸形状を有する金型を用いて被成形物をプレスすることにより表面に高アスペクト比の微細凸形状および/または微細凸形状を有する成形体を製造する方法において、金型(4)として、金型の成形面に形成された高アスペクト比の微細凹形状および/または微細凸形状部の周りに、土手(10)を形成した金型(4)を用いる。
(もっと読む)
161 - 180 / 219
[ Back to top ]