
Fターム[4F209AG21]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474)
Fターム[4F209AG21]の下位に属するFターム
中部、胴部 (5)
端部(上下部、頭底部、前後部) (110)
内側、内面 (4)
外側、外面(←表面) (40)
内部構造 (6)
リブ又は突起を有するもの(←凹部、孔) (80)
分岐を有するもの(←「とって」) (3)
ヒンジ部を有するもの (7)
Fターム[4F209AG21]に分類される特許
41 - 60 / 219
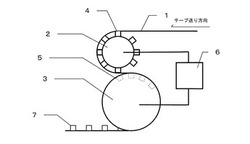
エンボスキャリアテープ及びその製造方法
【課題】
透明性が良好で、かつ形状精度および座屈強度の優れたエンボス部を有するエンボスキャリアテープ及びその製造方法を提供する。
【解決手段】
(a)スチレン系樹脂組成物を二軸延伸してなるシートをテープ状にスリットする工程と、(b)回転する円筒状の加熱器によりスリットしたテープを巻き取り、テープのエンボス部が形成される部分のみを部分的に加熱する工程と、(c)回転する円筒状の成形金型により加熱されたテープを巻き取り、ロータリー真空成形によりエンボス部を形成する工程と、を具備するエンボスキャリアテープの製造方法、及び該製造方法によって得られるエンボスキャリアテープ。
(もっと読む)
ターンアップ装置

【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
合成樹脂成形品の表皮接合方法および表皮接合装置
【課題】芯材の開孔周縁部に表皮の折り返し端部を簡単に超音波融着することができる合成樹脂成形品の表皮接合方法および表皮接合装置の提供を図る。
【解決手段】芯材6の表皮7に設定された折り返し部7Aは、治具11上にセットされた該芯材6の他側面側で複数の可動分割コマ14を芯材6の開孔4Aの径外方向に移動させることにより、各押え片16により開孔4Aの径外方向に折り返されると共に、各押え片16と開孔4Aの周縁部とにより押圧されて折り返し方向に延伸して固定され、この状態で折り返し端部が芯材6の他側面に超音波融着される。
(もっと読む)
長尺状装飾品の製造装置及び長尺状装飾品の製造方法
【課題】管状雄型連結具を端部に備えて成る長尺状装飾品を容易かつ一挙に製造することのできる長尺状装飾品の製造装置及びその製造方法を提供すること。
【解決手段】長尺体の端部に管状弾性部材及び接続部材からなる管状雄型連結具を備えた長尺状装飾品の製造装置であって、管体12と、管体12から突出する外径変化部15を有する中軸体11と、管状弾性部材を管体12に外装する押進部材20と、管状弾性部材の変位を規制する規制面19を有する規制部材10と、接続部材を保持する保持軸体13と、管体12、中軸体11及び保持軸体13を独立に前後進させる移動手段40とを備えて成る長尺状装飾品の製造装置、並びに、管体12に外装された管状弾性部材の内部に管体12を介して長尺体及び接続部材を互いに相対向するように配置した後にこの状態を維持したまま管体12を抜脱する前記長尺状装飾品の製造方法。
(もっと読む)
筒状フィルムの製造装置
【課題】フィルムを偏平状に折り畳む際に折り重なり部でのフィルム両端面の筒状フィルムでの内外を自由に切り替えることができ、且つ折り幅を高精度に保つことができる製造装置を提供すること。
【解決手段】平板状フィルム10を折り畳む際、フィルム両端面が重なり合う前に重なり部切替ローラ4によってフィルム両端面をそれぞれ支持し、その支持を外す順序によって筒状フィルム11における重なり部1dの端面の上下関係を容易に切り替えることができる。また、重なり部切替ローラ4によってフィルム端面を反り返らせることで、フィルムに擦り傷を発生させたり、フィルム反の継ぎ目を引っ掛かけてフィルムを破断させたりすることを防止できる。
さらに、筒状フィルムの表裏を挟み込むようにして折り目の位置ずれを防止する折り幅維持ローラ6によって、折り幅Aを高精度に保つ。
(もっと読む)
プラスチックダンボールシートのシール加工方法
【課題】安全で、かつ安価、高速でプラスチックダンボールシートの開放側端部をシール加工する。
【解決手段】プラスチックダンボールシート開放側端部6に超音波ホーンを当接し、超音波ホーンの超音波振動により、該シート開放側端部の上面と下面を溶着するプラスチックダンボールシート開放側端部のシール加工方法。
(もっと読む)
微細構造転写方法及び微細構造転写装置
【課題】本発明は、基板上に塗布する樹脂量が少なく、しかも得られるパターン形成層に厚みむらが生じるのを防止することができる微細構造転写方法を提供することを課題とする。
【解決手段】本発明の微細構造転写方法は、基板1の表面を海として光硬化性樹脂8を島状に離散的に複数塗布する樹脂塗布工程であって、島状の各光硬化性樹脂8の中央部8aが薄膜状に平坦であり、かつその周辺部8bが中央部8aよりも盛り上がった形状となるように基板1上に光硬化性樹脂8を塗布する樹脂塗布工程を有することを特徴とする。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 液晶表示装置(LCD)の偏光板用保護フィルム等に用いられる光学フィルムについて、巻取り前のフィルム端部に常圧プラズマを照射することにより、ラジカルのアタックによる凹凸の形成と照射部分の表面改質を同時に施し、長尺化・広幅化においても安定な巻き性、搬送性を確保できるエンボス部を形成する光学フィルムの製造方法、偏光板及び表示装置を提供する。
【解決手段】 光学フィルムの製造方法は、溶液流延製膜法または溶融流延製膜法により作製されかつ搬送されている光学フィルムの左右両端部のうちの少なくとも一端部に、常圧プラズマ照射装置20によりプラズマ照射処理を施すことにより、多数の凹凸を有するエンボス部を連続して形成する。常圧プラズマ照射装置20によるプラズマ照射処理を、0.1〜36W/cm2 の処理強度で行なうことが好ましい。
(もっと読む)
熱可塑性樹脂フィルムロール
【課題】巻芯の転写跡が少なく、かつ巻ずれや搬送時の蛇行が起きにくくなることにより、フィルムの擦過やシワが少なく、さらには、フィルムの製造および加工工程の歩留まりを上げることができる熱可塑性樹脂フィルムロールの提供。
【解決手段】フィルム幅方向の両端部分の片面または両面に突起付与処理を施した熱可塑性樹脂フィルムを筒(コア)に巻き取ってなるフィルムロールであって、半径方向におけるコア外径からの層厚みX(mm)が20mmより小さい(X≦20)部分を巻芯部とし、コア外径からの層厚みX(mm)が20mmより大きい(X>20)部分を製品部としたとき、前記巻芯部の突起付与処理によって変形した部分の平均高さ(bx)、前記製品部での突起付与処理部の平均高さ(by)、およびフィルム平均厚み(a)が、次式(1)と(2)を同時に満たすものである。(1)bx>by(2)0.01<bx/a<0.2
(もっと読む)
発泡材付きパイプの製造方法
【課題】才断時に発泡材の収縮が少ない発泡材付きパイプを従来よりも効率的に製造する。
【解決手段】架橋ポリエチレン発泡材14パイプ12の外周表面に添わせて円形に絞り、ライナー22を架橋ポリエチレン発泡材14の外周表面に添わせながら架橋ポリエチレン発泡材14で覆われたパイプ12をダイス16より引き抜く。ダイス16と架橋ポリエチレン発泡材14との間の摩擦係数をμ0、ダイス16とナイロンシートとの間の摩擦係数をμ1、架橋ポリエチレン発泡材14とナイロンシートとの間の摩擦係数をμ2、架橋ポリエチレン発泡材14と滑り抑制層28との間の摩擦係数をμ3としたときに、μ0>μ1、μ2<μ3、μ3>μ1を満足するように各々の部材の材質を選択することで、引き抜きの際に架橋ポリエチレン発泡材14の伸びが抑えられ、才断時の発泡材の収縮が抑えられる。
(もっと読む)
ナノインプリンティングによってリソグラフィのためのモールドを製造する方法
【課題】ポジタイプのインプリントを作るために使われるリソグラフィ技術を提供する。
【解決手段】
本発明は三次元のインプリントモールドを形成する装置であって、少なくとも、・基板であって、該基板の平面に垂直な少なくとも1つの部分を持つ少なくとも1つの交互層を有する、互いに対して選択的にエッチングされうる第1のタイプの材料と第2のタイプの材料の、基板と、・表面形態であって、少なくとも、a)前記形態のいずれかの側に配置された基板の表面に対する第1のレベルにその最上部が存在するような第1のパターンであって、これらの第1のパターンが第1のタイプの材料にあるもの、b)および、基板の前記表面に対して少なくとも第2のレベルを持ち、第1のレベルとは異なり、かつそれより低い第2のパターンであって、これらの第2のパターンが第2のタイプの材料にあるもの、を有する表面形態と、を有する装置に関する。
(もっと読む)
合成樹脂板の罫線加工用の罫線押刃およびこれを用いた打抜型
【課題】合成樹脂板に形成する溝状罫線を、1乃至複数、形成可能として、正確に折り曲げて包装用箱を組み立てることができる罫線押刃を提案する。
【解決手段】合成樹脂板の罫線加工用の罫線押刃として、熱伝導率の高い素材で構成した所定長さの棒材からなる押刃主体の一面の長さ方向に、所望形状の溝形成突条を設ける共に、前記溝形成突条の近傍の長さ方向にヒータ挿通孔を貫設した。そして、上記溝形成突条は、1本、乃至は互いに平行して複数本設けた。また、上記押刃主体の長さ方向に、さらに盗み部を設けた。また、打抜型として、板状の母型材に、箱の展開図の輪郭を描くように打抜刃を配設すると共に、その展開図の折り曲げ用罫線部分に、上記いずれかの罫線押刃を配設した。展開図における箱の側板部分に、打ち抜いた合成樹脂板の側板に凹凸部を形成するためのヒータ板を設けた。
(もっと読む)
コルゲート管及びその製造方法
【課題】本発明は、コルゲート管を他の管路と接続する際に引張に強くて破断しにくく、かつ、接続が安定的で抜け等が生じ難いコルゲート管の接続部及びその製造方法を提供する。
【解決手段】外層管状部と内層管状部とを備え、管軸方向に向けて大径部と小径部とが交互に繰り返されるように形成された熱可塑性樹脂からなるコルゲート管であって、
前記コルゲート管の端部の一方又は双方が、前記外層管状部と内層管状部とが熱溶着により一体に接合されて一定の径を持つ筒状の強化接続部とされ、かつ該強化接続部には管軸を一致させてEF継手が設けられていることを特徴とする。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
容器の充填口形成方法
【課題】 容器の充填口部の切断面をきれいに切断すること。
【解決手段】 合成樹脂製の容器10の充填口形成方法であって、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断するにあたり、刃51を形成する2つの面51A、51Bのそれぞれが該刃51の移動方向に対してなす角度α、βを異ならせる刃51の傾け装着を行ない、刃51の傾け装着後に、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断させるもの。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線の形成部位の強度が弱くなることがなく、折り曲げ線に沿って折り曲げられその折り曲げ部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりすることがなく、折り曲げ線の形成部位において光線漏れが起こる心配も無く、折り曲げ線の形成部位におけるフィルムの厚みが薄くなったり折り曲げ線の形成部位に透孔が存在したりすることがなくてシート材の所望の絶縁性が保たれ、加工時に割れを生じることがなく、折り曲げ線の加工形状も比較的単純であるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を一方の面側から見て多数の微細凹部14aが微小ピッチで線状に並び他方の面側から見て多数の微細凸部14bが微小ピッチで線状に並んだ折り曲げ線12を形成した。
(もっと読む)
インプリント用のロール状転写フィルムの製造方法、およびインプリント用のロール状転写フィルム
【課題】従来の塗布工程とインプリント工程の両立という技術的困難性を緩和し、且つ流動性の高い塗布液を用いても幅方向の広がりを防止する。
【解決手段】微細なパターンが形成されたスタンパと貼り合せた後、エネルギー線を照射して硬化性樹脂を硬化させてスタンパのパターンを転写するための、ロール状で供給されるインプリント用のロール状転写フィルムの製造方法であって、基材フィルム2の一方の面上に、未硬化で液状の硬化性樹脂組成物からなる硬化性樹脂薄膜層31を形成し、基材フィルム2の幅方向両端側に硬化性樹脂薄膜層31の厚みtより高いナーリング加工の高さhを有するナーリング加工2aを施した後、ロール体に巻き取ってインプリント用のロール状転写フィルムを製造する。
(もっと読む)
フックファスナーを製造する方法および装置
型と振動源の間に位置付けされ得る基板を軟化させるために振動エネルギーを使用することができるタッチ締結システムにおいて、フックタイプのファスナーとして使用するための基板上に突起を形成する装置および方法を記載する。型は、複数のキャビティを有することができ、このキャビティの中へ軟化した基板が押し込められて、突起を形成することができる。この基板は、フィルム、シート、ウェブ、複合材料、積層材などを含むことができ、一時的なまたは永続的な締結のための取付けストリップとして有用であり得る。振動源は、超音波ホーンであってもよい。このような突起を形成する方法は、連続的、半連続的または断続的に行うことができる。 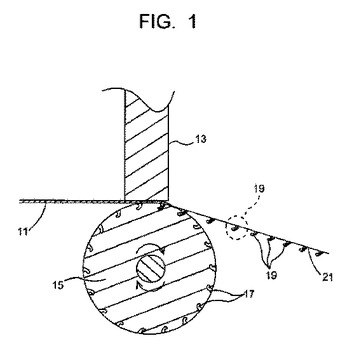 (もっと読む)
(もっと読む)
構造化表面を有するフィルム及びその作製方法
フィルム、及び生産方法であって、フィルム(4)は、結晶質ポリラクチドを含むものであり、フィルムは連続しており、ツールロールの構造化表面のネガインプリントの形状の構造を備えるエンボス加工された構造化表面(5、6)を有し、エンボス加工された構造化表面の構造は最高130℃までの温度でのフィルムの加熱の際に保持されるよう機能する(function)。  (もっと読む)
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
41 - 60 / 219
[ Back to top ]