
Fターム[4F209AG21]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474)
Fターム[4F209AG21]の下位に属するFターム
中部、胴部 (5)
端部(上下部、頭底部、前後部) (110)
内側、内面 (4)
外側、外面(←表面) (40)
内部構造 (6)
リブ又は突起を有するもの(←凹部、孔) (80)
分岐を有するもの(←「とって」) (3)
ヒンジ部を有するもの (7)
Fターム[4F209AG21]に分類される特許
21 - 40 / 219
回転加工装置

【課題】帯状体に施される複数の加工を正確に位置合わせする。
【解決手段】回転加工装置20は、複数の加工ロールRP1,RP2と、これら加工ロールに対面配置された単一のアンビルロールRAと、これら加工ロールの上流側及び下流側においてアンビルロールにそれぞれ対面配置された上流側のニップロールRNU及び下流側のニップロールRNDと、を備える。帯状体Wが上流側のニップロールとアンビルロールとの間を通り、次いで加工ロールとアンビルロールとの間を順次通った後に、下流側のニップロールとアンビルロールとの間を通るように搬送され、それによって帯状体が加工ロールによりそれぞれ加工される。
(もっと読む)
カール成形治具およびカール成形装置

【課題】紙製もしくは、樹脂製のカップ上端部を外側にカールさせる成形治具に関し、潤滑剤を使用しないカール成形治具およびカール成形装置を提供する。
【解決手段】胴部と底面部が結合されているカップの上端開口部の周縁部分を、カール成形治具に施されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりトップカール部を成形するトップカール成形装置において、前記カップの上端開口部の周縁部分を外側にカール成形する曲面溝部を有するカール成形部と、前記カール成形部の下部に設けられ前記カップの開口部から挿入される円筒状のガイド部と、前記ガイド部先端から前記カップ内部へ圧縮空気を送り込むことが可能な圧縮空気流路と、を有することを特徴とするカール成形治具。
(もっと読む)
微細凹凸構造体及びその製造方法
【課題】低い反射率及び優れた撥水性の少なくともいずれかを備えた微細凹凸構造体及び該微細凹凸構造体の製造方法の提供。
【解決手段】ポリマー溶液塗布膜形成工程と、水滴形成工程と、凹部形成工程と、前記複数の凹部に接着剤を介して第2の基板を貼り付け、該第2の基板を剥がして前記複数の凹部の少なくとも表面部分を厚み方向に剥離し、第2の基板上に複数の第1の突起構造体を形成する第1の突起構造体形成工程と、複数の第1の突起構造体をマスクとして前記第2の基板のエッチングを行う第2の基板エッチング工程とを含む微細凹凸構造体の製造方法である。
(もっと読む)
立体模様シートの製造方法、製造装置、及びパターンシート
【課題】押出成形法において高い精度でパターンロール14のパターンを転写させることのできるパターンシート製造方法及び製造装置を提供する。
【解決手段】シート状溶融樹脂S1を吐出するTダイ13、パターンを転写するためのパターンロール14と円弧状の窪み21を有する押さえロール15からなる成形機、成形後のパターンシートを搬送する複数のガイドロール、そしてパターンシートを巻き取る巻取り機からなる。エアーギャップGが短いことで高い流動性を有する押出シートS1に高線圧、および長線圧長を与えることで完全にパターンロール14のパターンを転写させる。
(もっと読む)
樹脂シート折曲げ用加熱装置
【課題】樹脂シートの折曲げ部分を略均一に加熱する樹脂シート折曲げ用加熱装置を提供する。
【解決手段】樹脂シート1を折曲げる際に当該樹脂シート1の折曲げ部分2を加熱する樹脂シート折曲げ用加熱装置10であって、熱源11と、線状に開口した温風吹出口13と、温風の温度を調節する温風温度調節部と、温風吹出口の長手方向に沿って温風の温度を均一化する温度平滑機構14と、を有する。
(もっと読む)
ノルボルネン系透明樹脂シートの加工方法およびこれにより得られるノルボルネン系透明樹脂シート
【課題】 本発明は、光学材料用途に有用な厚みが300〜2000μmのノルボルネン系透明樹脂シートの加工用法およびノルボルネン系透明樹脂シートを提供することを課題とする。
【解決手段】
本発明者は、上記従来技術に鑑みて鋭意研究したところ、波長が20μm以下であり、レーザー発振媒質が二酸化炭素であるレーザー照射により加工することにより、厚みが300〜2000μmのノルボルネン系透明樹脂シートを加工後の外観が良好で、加工面に発泡による変形等がなく加工することができる方法を見出し、本発明を完成するに至った。
(もっと読む)
脱気密着可能なシート
【課題】シートを剥がしたあと貼着していた面に接着剤が残らず、貼着の時にはエアが噛まないものとすることである。
【解決手段】接着剤を使用せず対象物に脱気密着可能なシート(1)であって、前記シートの少なくとも脱気密着面(2)には通気溝(3)が設けられている。前記通気溝(3)は、エンボス加工によって成形されるものであり、前記通気溝(3)の溝深さ(30)は30μm〜100μmであり、前記通気溝(3)の溝幅(31)は50μm〜120μmである。
(もっと読む)
チューブの螺旋溝加工装置及びその螺旋溝加工方法
【課題】チューブに傷を生じさせることなく、比較的細いチューブであっても、深さが一定でピッチが均一な螺旋溝を形成する。
【解決手段】チューブの螺旋溝加工装置は、チューブ12が嵌入可能な芯線ワイヤ13と、芯線ワイヤ13を張設するワイヤ張設機構20と、張設された芯線ワイヤ13をチューブ12とともに正逆回転させる芯線回転手段27とを備える。芯線回転手段27により回転し線状材供給・排出機構から繰り出される線状材11を巻回可能なリール29を備えることが好ましい。チューブの螺旋溝加工方法は、チューブが嵌入された芯線ワイヤを張設するワイヤ張設工程と、張設された芯線ワイヤをチューブとともに正転させて線状材をチューブに巻き付ける線状材巻き付け工程と、芯線ワイヤをチューブとともに逆転させてチューブに巻き付けられた線状材を引き戻す線状材引き戻し工程と、チューブを芯線ワイヤから取り外すチューブ取り外し工程とを有する。
(もっと読む)
ポリマーフィルム、フィルムロール及びナーリング付与ローラ
【課題】ポリマーフィルムにおける巻きズレや巻き緩みの防止と、耳伸びの防止とを両立する。
【解決手段】フィルム製造装置は、帯状のポリマーフィルムをつくる。ナーリング付与装置は、ポリマーフィルムの耳部にナーリング41を付与する。ナーリング41が付与されたポリマーフィルム11は、巻き芯に巻き取られ、フィルムロールとなる。ナーリング41は、ポリマーフィルム11の表面から突出する凸部を有する。凸部は稜線52と交点53とを有する。単位当たり面積における稜線52の長さの合計が所定値以上となるように、ナーリング41が耳部に設けられる。
(もっと読む)
ナーリング加工装置
【課題】フィルムロールの巻きずれ防止の精度向上が図れるナーリング加工装置を提供する。
【解決手段】第一のナーリングロール20と第二のナーリングロール30とで樹脂フィルム50を挟圧して樹脂フィルム50にナーリング加工を施すナーリング加工装置10であって、前記第一のナーリングロール20の外周面29に、頂部25が平面とされ、該平面が樹脂フィルム50を介して前記第二のナーリングロールの外周面39に当接する、周方向に延びる凸条24を突設し、前記第二のナーリングロール30の外周面39に、前記第一のナーリングロール20の凸条24間に形成される溝部26に樹脂フィルム50を押し込む、周方向に延びる凸条34を突設する。
(もっと読む)
成形品及びその製造方法
【課題】導電材料層を含む基材に折れ曲がり部が設けられている成形品を安価に製造し得る成形品の製造方法を提供する。
【解決手段】成形品の製造方法は、(a)透明なプラスチック材料から成る基材11の表面に、針状の導電材料が分散した溶液を用いた成膜法に基づき、針状の導電材料が無秩序に堆積して成る導電材料層(一次元導電材料のネットワークから成る導電材料層)12を形成した後、(b)導電材料層12を含む基材の部分に折れ曲がり部13を設ける工程から成る。
(もっと読む)
インプリント用モールドおよび該モールドを用いたパターン形成方法
【課題】インプリントにおいて、モールドと被加工基板上の樹脂とを離型するに際して、離型速度を制御して離型時の欠陥発生を低減したモールドおよびそのモールドを用いたパターン形成方法を提供する。
【解決手段】凹凸のパターンを形成したモールドを被加工基板上の樹脂に押し付け、前記樹脂を硬化させるとともに前記樹脂に前記パターンを転写した後、前記モールドを前記樹脂から離型するインプリント法に用いるインプリント用モールドであって、前記モールド上の前記パターンが、転写すべき主パターンと、離型する際の離型力調節用のダミーパターンとを有することを特徴とする。
(もっと読む)
摩擦転写成形法
【課題】本発明は、高い加工効率及び材料利用率を有し、且つ複雑な形状を成形することができる摩擦転写成形法を提供することを目的とする。
【解決手段】本発明に係る摩擦転写成形法は、工具を提供するステップと、凹部が開設された表面を有する金型を提供するステップと、部材を提供して、前記部材を前記金型の凹部が開設された表面に設置するステップと、前記工具を前記部材に押し込み、前記工具を回転させながら前記凹部の開設方向に沿って移動し、前記部材の材料を局部的に摩擦することによって、前記金型の凹部内に前記部材と一体に成形される凸部を形成するステップと、を備える。
(もっと読む)
複合材湾曲部品の製造方法および複合材湾曲部品の製造装置
本発明は、複合材湾曲部品の製造方法に関し、この方法では、この部品を形成する複合材繊維層(110)を少なくとも折り曲げ加工工程の間緊張状態に維持し、該層の互いに対する変位をさらに制御する。本発明はまた、このような方法を実施できる装置にも関する。 (もっと読む)
プリーツ要素に成形された領域を含む弾性様挙動を有する可撓性バッグの製造方法
【課題】フィルムから可撓性バッグを製造する際に生じる1つの問題は、過度のブロッキング特性を示す場合に生じる。高速で連続ウェブから可撓性バッグを作成するプロセス及び装置。
【解決手段】弾性様挙動を有する可撓性バッグ10の形成方法。シート材料の一部分がシート材料の別の部分に重なり合うシート材料52が導入される。ひずみ可能な網状組織は、複数の第1領域64及び複数の第2領域66を包含する。第1領域64は実質的に変形されず、第2領域66は、分離可能なプリーツ要素に成形される。シート材料の重なり合った部分は、分離手段を用いて引き離されて、分離手段の上に乗った状態で、重なり合った部分が分離され互いに引き離される。分離手段は、エアナイフ、静的開口バー、動的開口バー、又は吸引手段、或いはそれらのいかなる組み合わせである。
(もっと読む)
樹脂シートの微細貫通孔成形方法及び微細構造転写成形装置
【課題】針状、円錐あるいは台形状等種々の形状の貫通孔を明けることができ、バリや穴底の丸まりや形状不良がほとんど無く、形状・寸法精度に優れ、大面積にわたり均一な性状の微細孔を有する樹脂シートを製造する方法を提案する。
【解決手段】本発明に係る樹脂シートの微細貫通孔成形方法は、微細突起を有する加熱されたスタンパ上に樹脂シートを供給する段階と、前記樹脂シート上に溶融樹脂媒体を供給する段階と、前記溶融樹脂媒体を介して軟化した前記樹脂シートを押圧し、前記微細突起によりその樹脂シートを穿孔する段階と、前記溶融樹脂媒体及び前記樹脂シートを押圧しつつ冷却する段階と、固化した前記溶融樹脂媒体及び前記加工された樹脂シートを前記スタンパから剥離する段階と、前記加工された樹脂シートと前記固化した溶融樹脂媒体とを剥離する段階と、を有している。
(もっと読む)
インプリント方法、プログラム、コンピュータ記憶媒体及びインプリント装置
【課題】テンプレートと基板との間において、気泡を発生させずに塗布液を適切に塗布する。
【解決手段】テンプレートTをウェハW側に下降させて所定の位置に配置する(図6(a))。第1の距離H1は、第1の端部E1とウェハWとの間にレジスト液の毛細管現象を発生させる距離である。第2の距離H2は、第2の端部E2とウェハWとの間にレジスト液の毛細管現象を発生させない距離である。その後、第1の端部E1の外側からレジスト液Rを供給する(図6(b))。このとき、レジスト液Rは、毛細管現象によってテンプレートTの内側を第1の端部E1に沿って拡散する。その後、第2の距離H2を第1の距離H1に等しくするように、第2の端部E2をウェハW側に移動させる(図6(c))。このとき、レジスト液Rは、毛細管現象によって第2の端部E2側に拡散し、テンプレートTとウェハWとの間に塗布される。
(もっと読む)
テーパ付き縦溝流路を有する縦溝流路付き濾過媒体を形成する方法および装置
縦溝流路付き濾過媒体を形成する方法が提供される。方法は、縦溝流路の繰り返しパターンを有する縦溝流路付き濾過媒体を形成する工程を含み、縦溝流路の繰り返しパターンの少なくとも1つの縦溝流路は、隣接する同じ側のピーク間に縦溝流路周期で少なくとも1つの稜部を含み、縦溝流路は、テーパの付けられた断面積を示す。 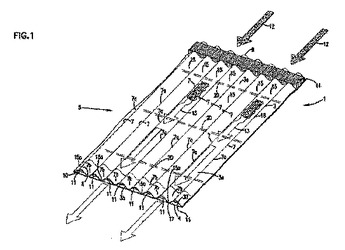 (もっと読む)
(もっと読む)
合成樹脂製シートの製造装置および製造方法
【課題】多数の突起部が形成された合成樹脂製シートの突起部表面に文字等の識別情報を設ける場合に、識別情報の安定性およびリサイクル性を向上させる。
【解決手段】外周面に突起部に対応する凹部220が形成され、凹部220の底部に配置された蓋部材に設けられた吸引口から空気を吸引可能に構成された成形ロール22に、融点以上となっている第1シート11を供給し、吸引口から空気を吸引して、成形ロール22の外周面上で第1シート11に突起部を形成する。蓋部材の表面には、視認可能な識別情報が形成されており、第1シート11を吸引する際に、蓋部材221の表面に第1シート11が押し付けられ、蓋部材221に形成された識別情報が第1シート11に転写される。
(もっと読む)
薄型表示装置の使用に適するU型プラスチックシートの成形方法
【課題】薄型表示装置の使用に適するU型プラスチックシートの成形方法を提供する。
【解決手段】以下のプロセスを含む。板材、第1金型、第2金型と、固定部材とを用意する。固定部材は第1金型と第2金型との間に取り付ける。板材を固定部材に取付け、板材を加熱し、第1金型と第2金型とを型締め、板材をU字型に折り曲げた後、板材を冷却し、第1金型と第2金型とを引き離し、板材を第1金型から引き離す。
(もっと読む)
21 - 40 / 219
[ Back to top ]